기계 제조 및 유지보수 영역에서 부품의 무결성과 신뢰성은 종종 내부 나사산의 품질에 달려 있습니다. 내부 스레드의 스레드 탭 에 필수적인 특수 절단 또는 냉간 성형 공구입니다. 만들기 미리 드릴링된 구멍 안에 정밀한 내부 나사산이 있습니다. 소싱 전문가부터 생산 엔지니어에 이르기까지 B2B 전문가라면 여기에 설명된 공구 선택, 기술 표준 및 공정 최적화 기술을 숙지하는 것이 불량품을 최소화하고 공구 수명을 연장하며 제품 안전을 보장하는 데 가장 중요합니다.
스레드 탭이란 무엇인가요?
나사 탭은 미리 가공된 구멍에 회전 운동과 제어된 축 방향 이송을 통해 필요한 내부 나사 프로파일을 생성하는 경화되고 정밀 연마된 공구입니다. 내부 스레드를 만드는 가장 일반적이고 효율적인 방법입니다.
구조 및 원칙
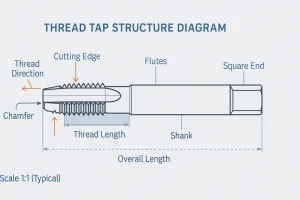
탭의 핵심 기능은 작동 원리에 따라 정의됩니다:
- 절단 원리(컷 탭): 이 탭은 날카로운 절삭날을 통해 재료를 깎고 제거(칩 생성)하여 나사산을 생성합니다. 컷 탭은 다용도로 사용할 수 있으며 경화되고 부서지기 쉬운 금속을 포함한 다양한 재료에 적합합니다.
- 성형 원리(성형 탭): 롤 탭 또는 칩리스 탭이라고도 합니다. 강력한 방사형 압력으로 작동하여 재료를 나사 모양으로 변위 및 소성 변형시켜 다음과 같은 결과를 가져옵니다. 제로 칩. 이 공정은 표면을 경화시켜 일반적으로 20%-30% 더 강한 스레드를 생성하지만, 이 도구는 연성이 높은 재료(예: 알루미늄, 저탄소 강철)로 엄격하게 제한됩니다.
탭 유형
각 탭 유형의 구조적 형상을 이해하는 것은 칩 배출 성능을 예측하고 작업에 적합한 공구를 선택하는 데 매우 중요합니다. 탭 설계는 형상, 기능 및 생성하려는 특정 나사산 형태에 따라 세분화됩니다.
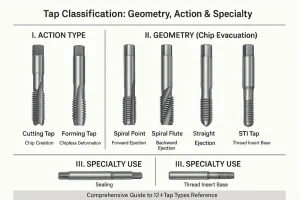
일반적인 산업용 탭 유형
나선형 포인트 탭(건 탭)
스파이럴 포인트 탭은 몸체를 따라 부분적으로만 홈이 파인 플루트가 특징이며, 앞쪽 끝의 각진 전단면에 주요 절단 작용이 집중되어 있습니다. 이 지오메트리는 절단된 칩을 구동하는 데 매우 효과적입니다. 전진 및 후진 구멍을 뚫을 수 있습니다. 따라서 스파이럴 포인트 탭은 다음과 같은 경우에 최적의 선택입니다. 관통 구멍 애플리케이션을 통해 빠른 절삭 속도와 효율적인 가공이 가능합니다.
나선형 플루트 탭
나선형 플루트 탭은 일반적으로 나선형 각도가 높은(35∘~45∘) 연속 나선형 홈이 특징입니다. 이 디자인은 적극적으로 칩을 앞뒤로 들어올리기를 눌러 구멍에서 빼냅니다. 이 역방향 대피 메커니즘은 다음과 같은 경우에 필수적입니다. 블라인드 홀 탭핑은 칩 혼잡이 주요 위험 요소인 스테인리스강과 같이 끈적끈적하고 끈적한 소재를 가공하는 데 탁월한 선택입니다.
스트레이트 플루트 탭
스트레이트 플루트 탭은 플루트가 평행하게 배치되어 있어 칩 배출 효율이 낮습니다. 칩은 주로 플루트 내부에 축적됩니다. 이 디자인은 다음에 가장 적합합니다. 부서지기 쉬운 재료 (예: 주철, 황동)은 수도꼭지에 쉽게 걸리지 않는 짧고 분절된 칩을 생성합니다.
성형 탭(롤 탭)
탭을 형성하면 다음을 통해 스레드가 생성됩니다. 소성 변형 절단하지 않고 가공합니다. 칩 관리 문제를 없애고 표면 경화로 인해 강도가 강화된 스레드를 생산합니다. 그러나 고도로 제어된 공정 파라미터가 필요하며 더 엄격한 파일럿 홀 공차.
파이프 탭
파이프 탭은 파이프 피팅이나 밸브에 나사산을 가공하는 데 사용되는 특수 도구입니다. 여기에는 다음이 포함됩니다. 테이퍼 파이프 탭(NPT/BSPT)를 사용하여 유체 또는 기체 밀폐를 위한 테이퍼 스레드를 생성하고 스트레이트 파이프 탭(NPSF/NPSM) 비밀봉 연결의 경우.
핸드 탭 세트 구성 요소
수동 태핑은 모따기 길이에 따라 정의된 세 가지 도구 세트를 사용하여 절단 하중을 분산하도록 설계되었습니다: 테이퍼 탭 (긴 모따기, 시작용), 플러그 탭 (중간 모따기, 메인 컷용) 및 하단 탭 (짧은 모따기, 블라인드 구멍 깊숙이 실을 마무리하는 데 사용).
특수 탭 유형
표준 탭 유형은 대부분의 애플리케이션에 적합하지만, 틈새 산업 분야에서는 몇 가지 특수한 디자인이 중요합니다:
- STI 탭(나사산 인서트): 알루미늄 하우징에 마모된 나사산을 복원하거나 보강하기 위해 일반적으로 사용되는 와이어 스레드 인서트(Heli-Coil)를 설치하기 위해 특별히 대형 내부 나사산을 절단하도록 설계되었습니다.
- 너트 탭: 긴 생크와 긴 모따기, 직선형 플루트 형상이 특징이며 너트 및 패스너 생산 시 대량 연속 스루홀 태핑에 최적화되어 있습니다.
- 중단된 스레드 탭(칩 브레이커 탭): 절삭날을 분할하거나 의도적으로 제거하여 칩을 더 작은 조각으로 잘게 부수어 단단하거나 연성 재료의 막힘을 크게 줄인 것이 특징입니다.
- 사다리꼴(아크메) 탭: 리드 스크류 또는 액추에이터에서 부드러운 동작과 높은 부하 용량을 보장하는 사다리꼴 프로파일의 동력 전달 나사산 생산에 사용됩니다.
- 왼쪽 탭: 회전하는 기계에 사용되는 왼손잡이 나사산을 생산하여 작동 토크에 따른 자체 풀림을 방지합니다.
- 조합 탭: 드릴링과 태핑을 한 번에 통합하여 자동화된 생산 라인에서 사이클 시간을 최적화하는 데 이상적입니다.
크기 조정 및 허용 오차
신뢰할 수 있는 내부 나사산의 기초는 정확한 파일럿 홀 준비와 국제 공차 등급을 엄격하게 준수하는 데 있습니다. 사소한 치수 편차도 토크와 공구 마모를 크게 증가시키거나 나사산이 벗겨지는 결과를 초래할 수 있습니다.
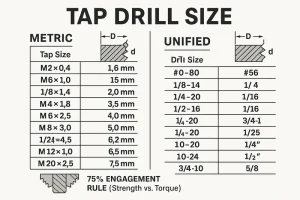
파일럿 홀 크기 차트(≈75% 나사산 결합)
🧮 엔지니어링 노트: "75% 나사 체결" 규칙은 탭 토크를 안전 한도 내에서 유지하면서 거의 최대 강도를 달성합니다. 체결 토크가 80%를 초과하면 기하급수적으로 증가하여 탭 파손으로 이어지는 경우가 많으므로 엔지니어는 파일럿 홀 직경 공차를 엄격하게 제어해야 합니다.
나사산 공차 등급(맞춤 및 호환성)
| 표준 | 클래스 | 핏 유형 | 설명 | 애플리케이션 |
| 미터법(ISO) | 6H | 일반 핏 | 표준 공차, 제로 허용 오차로 최적의 맞춤을 제공합니다. | 일반 볼트 및 나사에 가장 일반적으로 적합합니다. |
| 7H | 루즈핏 | 후속 도금 또는 코팅을 보완하기 위해 약간 느슨한 핏입니다. | 표면 마감 또는 대형 컴포넌트 이후. | |
| 통합(ANSI/ASME) | 2B | 표준 맞춤 | 일반 핏으로 원활한 조립과 클리어런스가 가능합니다. | 산업 및 기계 부품. |
| 3B | 정밀 맞춤 | 최소한의 클리어런스/플레이, 탭 마모에 대한 엄격한 제어가 필요합니다. | 항공우주 및 고정밀 어셈블리. |
일반적인 사이징 오류 및 위험
| 조건 | 원인 | 결과 | 예방/시정 조치 |
| 작은 구멍 | 사양보다 작은 드릴 | 과도한 토크, 즉각적인 탭 파손. | 검증된 드릴 차트를 사용하고 파일럿 구멍 직경을 검사합니다. |
| 대형 구멍 | 너무 크게 드릴 | 약한 스레드, 부하 시 풀아웃. | 드릴 보정을 확인하고 다음으로 작은 공칭 크기를 사용합니다. |
| 마모된 탭 | 도구 지오메트리가 저하됨 | 스레드 마감 불량, 피치 직경 미달. | 규정된 도구 수명 주기에 따라 탭을 교체하거나 다시 연마하세요. |
| 부적절한 허용 오차 | 잘못된 클래스 선택(예: 6H가 아닌 5H) | 잘 맞지 않거나 조립이 느슨한 경우. | 진행/중지 게이지로 필수 클래스를 확인합니다. |
올바른 탭 크기와 허용 오차를 선택하는 방법
적절한 탭 크기와 허용 오차 등급을 선택하는 것은 단순히 차트를 참조하는 문제가 아니라 균형을 맞춰야 합니다. 강도, 조립 요구 사항 및 생산 효율성.
1. 탭 크기를 머티리얼 속성에 맞추기
- 연성 소재(예: 알루미늄, 연강): 표준 75% 나사산 결합을 사용하여 과도한 토크 없이 강도를 최대화합니다.
- 단단하거나 부서지기 쉬운 재료(예: 주철, 경화강): 공구 파손을 방지하기 위해 60%-65%로 맞물림을 줄입니다.
- 연성 금속(예: 구리, 황동): 변형을 방지하기 위해 더 작은 인게이지먼트(≈70%)를 사용할 수 있습니다.
2. 어셈블리의 기능 고려하기
- 고강도 또는 하중을 견디는 조인트: 선택 더 밀착된 핏 최대 접촉을 보장하기 위해 ISO 6H 또는 UN 3B와 같은 표준을 준수합니다.
- 쉽게 분해할 수 있는 부품이나 코팅된 표면이 필요한 부품: 선택 루즈핏 ISO 7H 또는 UN 2B와 같은 표준을 준수합니다.
- 밀봉 또는 가압 시스템: 사용 테이퍼 스레드 (예: NPT, BSPT)를 사용하여 자체 밀봉이 가능합니다.
3. 탭 공차를 패스너 클래스에 맞추기
두드리기 전에 항상 패스너 공차를 확인하세요. 예를 들어, 6H 내부 스레드와 6g 볼트를 페어링하면 ISO 표준에 따라 표준 클래스 2 맞춤이 보장됩니다. 일치하지 않는 공차 등급을 사용하면 체결이 느슨해지거나 간섭이 발생하여 나사산이 조기에 파손될 수 있습니다.
4. 파일럿 홀 정확도 확인
파일럿 홀 직경의 ±0.05mm 편차만 있어도 토크와 나사산 품질이 크게 달라질 수 있습니다. 특히 CNC 생산 라인에서 일관성을 유지하려면 보정된 드릴과 리머를 사용하세요.
🧩 전문가 팁: 확실하지 않은 경우 약간 큰 파일럿 구멍부터 시작하여 Go/No-Go 게이지로 결과 스레드를 측정하세요. 탭이 부러진 것을 복구하는 것보다 느슨한 핏을 수정하는 것이 더 쉽습니다.
태핑 프로세스 및 도구 기술
성공적인 탭핑을 위해서는 기계 제어와 공구 및 재료의 물리적 한계를 동기화해야 하며, 종종 고급 툴링 기술에 의존합니다.
프로세스 제어 및 실행
- 정렬 및 리지드 태핑: CNC 작업용, 리지드 태핑 는 타협할 수 없습니다. 스핀들 속도와 이송 속도(f=피치 × RPM)를 전자적으로 동기화하여 탭에 가해지는 축 방향 응력을 제거합니다. 탭핑하기 전에 구멍 입구는 다음과 같아야 합니다. 챔퍼링 를 눌러 첫 번째 스레드를 보호하고 탭을 안내합니다.
- 윤활 및 냉각: 절삭 탭에는 열 감소 및 칩 플러싱을 위해 올바르게 지정된 충분한 절삭유가 필요합니다. 성형 탭 수요 전문화 고압 태핑 오일 격렬한 마찰 접촉을 견딜 수 있습니다.
- 속도 및 피드 최적화: 탭핑 속도는 드릴링 속도보다 현저히 낮습니다. 올바른 매개변수는 전적으로 탭의 기본 재료 그리고 코팅.
도구 기술: 기본 재료 및 코팅
탭의 기능은 구조와 직접적으로 연결되어 있습니다:
- 기본 재료: HSS-Co(코발트) 는 스테인리스 스틸의 열경도를 개선합니다. 솔리드 카바이드 는 경화된 강철 및 연마재에 최대의 강성과 내마모성을 제공합니다.
- 코팅: 다음과 같은 코팅 TiAlN(질화 티타늄 알루미늄) 는 산화에 저항하고 열을 효과적으로 전달하여 공구 수명을 개선하고 표면 속도를 높일 수 있으므로 고온 환경에 필수적입니다.
프로세스 품질 관리 및 문제 해결
공구 마모를 관리하고 일반적인 고장을 신속하게 해결하는 것은 생산 비용 관리와 품질 유지의 핵심입니다.
일반적인 장애 및 문제 해결
| 위험/문제 | 표시 | 솔루션 및 유지 관리 |
| 탭 파손 | 갑작스러운 토크 과부하. | 원인: 파일럿 구멍 크기 미달, 칩 막힘, 정렬 불량. 안전한 제거: 사용 방전 가공(EDM) 또는 초음파를 사용하여 주변 실을 보존합니다. |
| 스레드 품질 저하 | 표면 마감이 거칠고 스레드가 게이지 검사에 실패합니다. | 탭의 절삭날(마모)을 검사하고 올바른 절삭유와 공정 파라미터가 사용되었는지 확인합니다. |
| 벗겨진/약해진 스레드 | 스레드 게이지에 참여도가 낮게 표시됩니다. | 원인: 파일럿 홀 직경이 너무 큼(60% 체결 이하). 드릴 차트를 다시 확인하고 즉시 구멍 크기를 조정하세요. |
품질 감지 및 도구 유지 관리
- 품질 확인: 완성된 스레드는 다음을 사용하여 확인해야 합니다. 이동/이동 금지 스레드 게이지 를 사용하여 지정된 허용 오차(6H,2B)를 준수하는지 확인합니다.
- 유지 관리: 절삭 탭만 전문적으로 재연마하여 절삭 날을 복원할 수 있습니다. 모든 탭, 특히 정밀 코팅된 공구는 방청유와 함께 보관하고 기계적 손상으로부터 보호해야 합니다.
결론
성공적인 나사 가공의 결과는 다음과 같습니다. 정확한 계획 그리고 엄격한 실행. 제조업체는 올바른 탭 유형, 공차 표준 및 공정 제어 기술을 숙지함으로써 고장률을 최소화하고 우수한 나사산 품질과 생산 효율성을 달성할 수 있습니다.
파일럿 홀 크기와 공차 표준의 미묘한 차이를 숙지하여 안정적이고 무결성 높은 나사산 생산을 보장하세요. 지금 고성능 탭에 대한 포괄적인 카탈로그를 살펴보거나 영업팀에 문의 를 클릭해 다음 대량 툴링 요구 사항에 대한 견적을 요청하세요.
탭핑 FAQ
나선형 포인트와 나선형 플루트 탭 형상의 주요 차이점은 무엇인가요?
A: 차이점은 칩 제어에 있습니다: 나선형 포인트(건) 탭 칩 꺼내기 앞으로에 이상적입니다. 관통 구멍. 나선형 플루트 탭 리프트 칩 뒤로에 필수적인 블라인드 홀 스테인리스 스틸과 같은 끈적끈적한 소재.
언제 커팅 탭보다 성형 탭을 선택해야 하나요?
A: 다음을 선택해야 합니다. 포밍 탭 칩리스 공정이 필요한 경우 연성이 높은 재료(예: 알루미늄, 저탄소 강철)에만 해당됩니다. 20%-30% 더 강력한 스레드 표면 작업 경화로 인한 것입니다. 다른 모든 재료의 경우 커팅 탭 가 필요합니다.
파일럿 홀 크기를 결정하기 위한 핵심 엔지니어링 규칙은 무엇인가요?
A: 중요한 규칙은 75% 스레드 참여 표준을 준수합니다. 이 특정 결합 비율은 최대에 가까운 스레드 강도를 제공하면서 동시에 탭핑을 유지합니다. 토크 치명적인 탭 파손을 유발하는 임계값 이하로 안전하게 유지합니다.
탭 고장 또는 파손의 3대 원인은 무엇인가요?
A: 대부분의 실패는 다음과 같은 이유로 발생합니다. 과도한 토크. 세 가지 주요 원인은 다음과 같습니다: 소형 파일럿 구멍 (자를 자료가 너무 많음), 칩 막힘 (플루트는 칩으로 포장되어 있습니다), 그리고 정렬 오류 (단단한 탭핑이 부족하거나 기계 설정이 잘못됨).
깨지고 굳은 수도꼭지를 제거하는 가장 안전한 방법은 무엇인가요?
A: 주변 스레드를 보존하는 가장 안전한 비접촉 방식은 다음과 같습니다. 방전 가공(EDM). 이 프로세스는 전극을 사용하여 경화된 탭 재료를 분해하여 부품을 더 손상시킬 수 있는 축 방향 힘을 피합니다.