
在加工过程中,零件在切割后可能看起来很完整,但其边缘并不总是处于理想状态。在孔洞、轮廓边缘和拐角处经常会留下小的金属凸起、薄的凸边或尖锐的点。这些边缘残留物通常被称为 锉具.虽然它们通常很小,但仍会影响装配、安全和后续的表面处理。
本文将解释什么是毛刺、毛刺通常出现在哪里、常见的毛刺类型、毛刺形成的原因以及在加工中去除和控制毛刺的常用方法。
什么是加工中的毛刺?
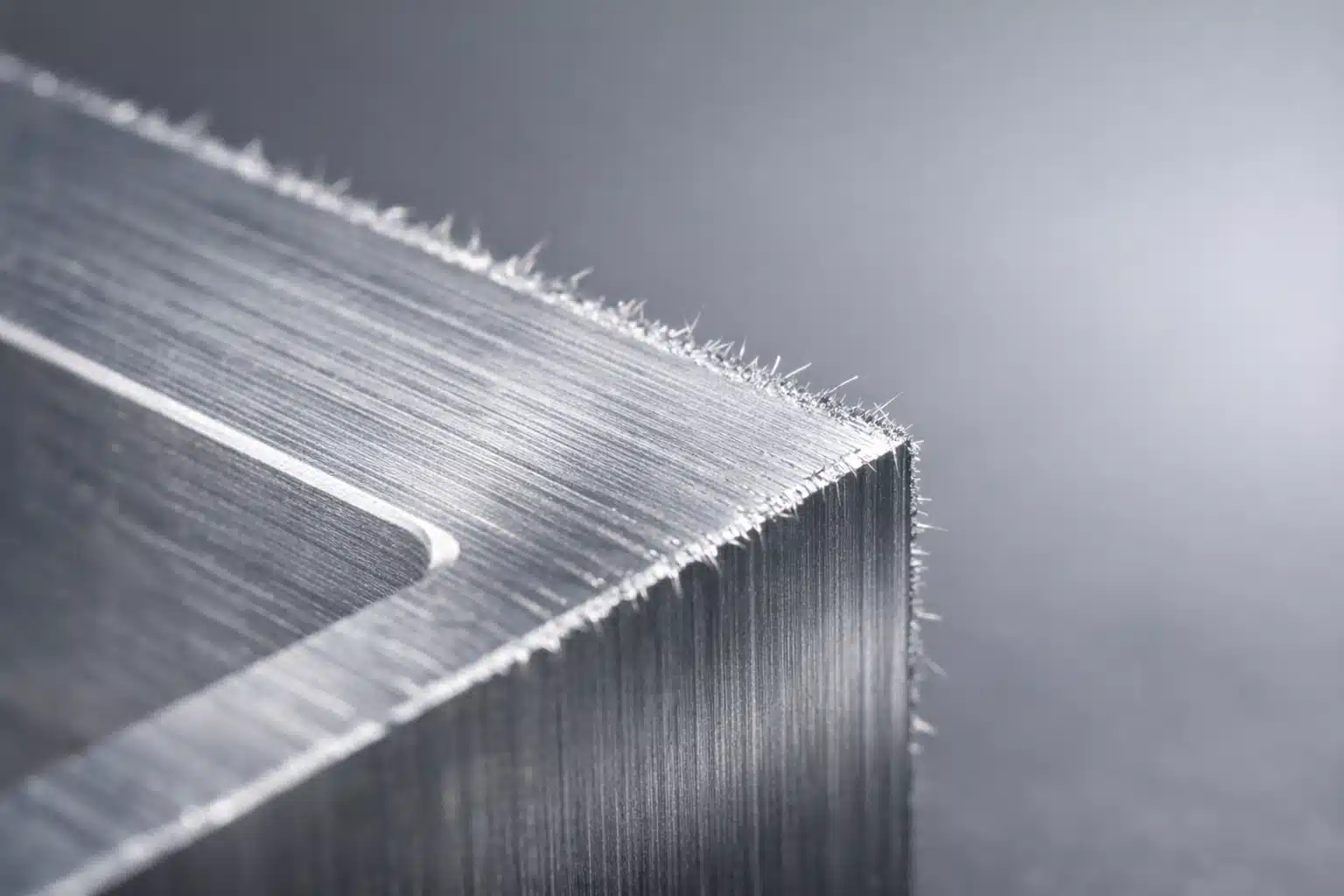
毛刺是指在加工过程中,材料未能实现干净分离时,残留在工件边缘或孔口的微小突起。从物理角度来看,毛刺并不是零件设计的功能特征;相反,它是金属在切削力的影响下被挤压向周边的塑性变形的结果。这些残留物通常表现为细带、尖点或轻微的脊。
在金属加工实践中,毛刺的形态因材料的延展性而异。对于铝合金或不锈钢等高延展性金属,毛刺通常以卷曲的薄膜形式存在。相反,在硬度较高的材料中,毛刺则表现为短而尖锐的碎片。无论其形状如何,它们都表明材料在切割结束时未能完全断裂,从而在零件轮廓上留下了多余的痕迹。
加工中的毛刺类型
毛刺并不总是以相同的形式出现。根据毛刺的外观和形成方式,加工中常见的毛刺通常可分为几种类型。了解这些常见类型有助于确定毛刺的来源并决定如何处理它们。
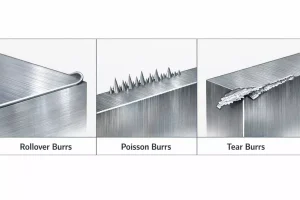
翻转毛刺
当边缘的材料没有分离干净,而是被向外拉扯时,就有可能形成翻转毛刺。这种毛刺通常很薄,看起来就像边缘凸起的小唇。它通常出现在铝合金和不锈钢等韧性较好的材料上。
泊松毛刺
泊松毛刺通常较短、较尖、较硬。它们通常表现为加工后在边缘上留下一个小的尖状突起,而不是薄薄的翘起边缘。虽然它们的尺寸可能很小,但对边缘安全和操作会有更直接的影响。
撕裂毛刺
撕裂毛刺通常形成于刀具离开材料的最后阶段。由于边缘材料没有断裂干净,而是被进一步拉伸,工件边缘会留下细细的尾状残留物。
加工中产生毛刺的原因是什么?
毛刺的形成通常不是由单一因素造成的。相反,它是由材料特性、刀具状况和加工条件共同作用的结果。在加工过程中,刃口能否分离干净通常取决于切削最后阶段的受力和断裂行为。常见的原因主要包括以下几点。
材料延展性
不同材料在切割时的反应不同。延展性和韧性较高的材料更容易在边缘处拉伸和卷曲,而不是干净利落地断裂。因此,铝合金、不锈钢和铜等材料通常更容易产生明显的毛刺。
工具状况
刀具的锋利程度直接影响材料能否被干净利落地切割。刀具磨损后,切削动作往往会从干净利落的剪切转变为更多的挤压和拖拽。在这种情况下,边缘材料不太可能整齐地分离,更有可能留下毛刺。
切割参数
进给速度、主轴转速和切削深度都会影响材料的装载和切屑的形成。在孔出口、薄边缘和切削的最后阶段,如果参数匹配不当,会使材料分离不彻底,增加毛刺的形成。
工件支撑条件
在孔出口、薄壁边缘或部分无支撑区域,材料的支撑力通常较弱。如果这些区域在加工的最后阶段没有足够的支撑,边缘就更容易向外拉,形成翻滚或尖锐的毛刺。
工具路径
刀具进入和离开材料的方式也会影响毛刺出现的位置和严重程度。如果刀具在较薄或较弱的刃口处退出,毛刺往往会更加明显。因此,刀具路径设计不仅会影响切削效率,还会影响刃口质量。
如何去除毛刺
一旦出现毛刺,是否需要去除以及使用哪种方法通常取决于材料、零件几何形状、精度要求和零件的最终应用。一些小毛刺只需要简单的边缘清理,而位于孔口、密封面或装配边缘的毛刺通常需要更仔细地去除。常见的去毛刺方法主要包括以下几种。

手动去毛刺
手工去毛刺是最常见的方法之一。它通常适用于小批量零件、复杂区域或需要局部精确处理的边缘。常用工具包括去毛刺刀、锉刀、砂纸、刮刀和小型打磨工具。去毛刺工具的主要优点是灵活,可用于不规则或难以触及的区域。其主要局限是效率较低,而且一致性往往取决于操作员的经验。
倒角和断边
对于开孔、轮廓边缘和装配边缘,倒角和断边是去除毛刺的常用方法。通过增加一个小倒角或断边,可以去除毛刺,同时使边缘更干净、更安全。这种方法尤其适用于规则的轮廓和孔边,但它要求在设计中可以接受边缘形状的细微变化。
机械去毛刺
机械去毛刺通常用于批量生产,包括刷洗、砂带打磨、振动光饰和滚揉。这些方法通常效率较高,适合以一致的方式处理大量零件。但是,需要仔细控制处理强度,以避免对尺寸敏感的边缘材料去除过多。
特殊去毛刺方法
对于几何形状复杂、有多个交叉孔或内部边缘难以触及的零件,也可采用热去毛刺、电化学去毛刺或化学去毛刺等特殊方法。这些方法通常更适合特定的应用,可以达到人工难以处理的区域,但也涉及更高的加工成本和更有限的应用条件。
如何防止毛刺
与其在加工完成后才清除毛刺,不如在加工过程中就减少毛刺的形成,这通常更为有效。虽然毛刺不可能总是完全消除,但优化刀具、切削参数和加工条件通常可以减少毛刺的数量和严重程度。常见的方法包括以下几种:
- 保持工具锋利 刀具越锋利,切割的材料就越干净,而不会被推或拖出毛刺。
- 优化切割参数: 适当的进给速度、主轴转速和切削深度有助于改善材料分离和减少边缘残留。
- 改进工件支撑: 在孔洞出口、薄边缘或无支撑区域提供更好的支撑可以减少翻滚和撕裂。
- 调整刀具路径 更仔细地规划刀具进入和离开材料的位置,有助于减少关键边缘的毛刺。
- 在可能的情况下,增加倒角或断边: 如果设计允许,小倒角或断边可以减少毛刺对装配和边缘安全的影响。
因此,毛刺的预防不仅涉及后处理。它还取决于在加工过程中使材料分离得更干净。这可以减少后期的去毛刺工作,同时提高边缘一致性和整体零件质量。
结论
从表面上看,毛刺似乎只是零件边缘的一小块残留物,但实际上它反映了材料分离、刀具状况和加工条件的综合影响。了解什么是毛刺、毛刺的常见类型以及毛刺形成的原因,有助于更全面地了解加工过程中的边缘质量。
不同工件对毛刺的处理要求不尽相同。在许多情况下,决定如何控制毛刺本身就是整体加工策略的一部分。
常见问题
如何判断边缘是否有毛刺?
毛刺通常可以通过观察边缘状况和表面外观来识别。常见的迹象包括边缘不平整、边缘有不寻常的光反射、孔洞周围有轻微的翻滚,或触摸时有粗糙和刮擦感。对于较小的零件或质量要求较高的区域,还可以使用放大镜、显微镜或光学检测设备来更仔细地检查边缘。检查尖锐边缘时,应避免用手直接接触,以减少割伤的风险。
如何在铣削过程中减少毛刺?
在铣削过程中减少毛刺通常涉及刀具控制、切削参数和刀具路径规划的组合。保持刀具锋利有助于材料更干净地分离,而适当的进给速度、主轴转速和切削深度可以减少边缘拉伤和卷曲。在薄边、转角和刀具出口位置提供更好的支撑也有帮助。在某些情况下,调整刀具进出路径,或在设计允许的情况下增加小倒角和断边,可以进一步减少毛刺相关问题。
去毛刺使用什么工具?
去毛刺所用的工具通常取决于材料、毛刺大小、边缘位置和产量。常见的手动工具包括去毛刺刀、锉刀、砂纸、刮刀和小型打磨工具。对于产量较高的零件,通常还使用刷子、振动光饰、砂带打磨和滚揉。对于几何形状复杂、有多个交叉孔或难以触及内边缘的零件,还可采用热去毛刺、电化学去毛刺或化学去毛刺等特殊方法。