

切削深度 (DOC) 是一个核心加工参数。它直接影响切削力、发热和切屑的形成,进而决定表面质量和尺寸稳定性。本文解释了 DOC 在车削和铣削中的含义以及计算方法,阐明了 DOC 与进给率之间的根本区别,并总结了在实践中限制安全 DOC 的关键因素。
什么是加工中的切削深度?
简单地说 切割深度 (DOC) 是指切削刀具进入工件时一次切削掉的材料厚度。在实际加工中,我们必须区分两个关键概念:
-
ap(切割深度): 在 铣削这是指刀具沿工件轴线进入工件的深度 (轴向切割深度).在 转弯,通常是指 径向切割深度即刀具在径向穿透工件的距离。
-
ae(切口径向宽度/跨步): 这是指刀具侧面与工件接触的宽度。在面铣或开槽加工中,它定义了刀具的横向切削宽度,通常称为 跨步式.
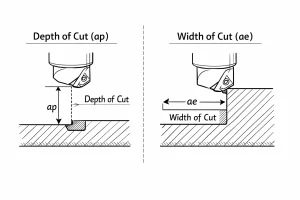
ap 和 ae 的本质区别: 从芯片形态的角度看 ap 决定 "高度 而 ae 决定 "宽度 的芯片。
在现代 高效加工(HEM) 战略,工程师们通常倾向于将以下几种策略结合起来 大AP 和一个 小型.这种 "深而薄 "的方法可将热负荷分散到切削刃的较长部分,防止热量过度集中在刀尖。因此,在保持高材料去除率 (MRR) 的同时,还能显著延长刀具寿命。
进给速度与切削深度 (DOC) 的本质区别
初学者经常会混淆这两个参数。虽然它们都决定了 材料去除率 (MRR)但是,它们在物理机制和对加工过程的影响方面存在本质区别。
1.物理定义的差异
进料速率 描述刀具相对于工件的移动 "速度"(以 毫米/分钟 或 毫米/转速而 切割深度 (DOC) 定义刀具穿透工件的 "深度"。简单地说就是 DOC 决定横截面积 而 进给速度决定了 完成这一切割所需的时间。
2.对加工质量的影响
适当的进给量受材料硬度和切削深度的限制。如果为了追求速度而进给量过高,会导致 切割力 会急剧增加。这会导致 机器喋喋不休 或 工具崩坏严重时甚至会损坏机床主轴。
3.动态平衡关系
DOC 和进料速度之间存在 "权衡 "或反比关系。为了保持 恒定主轴负载 并延长 工具寿命因此,在增加切削深度时,通常需要降低进给速度;反之,在浅切削情况下,可以提高进给速度以保持生产效率。
为什么切割深度很重要?
- 热量管理: 大部分切削热被切屑带走。不正确的 DOC 设置会导致热量在刀尖处积聚,从而大大缩短刀具寿命。
- 表面质量: 精加工需要很小的切削深度,以达到镜面效果,而粗加工则需要很大的切削深度,以快速去除材料。
- 成本控制: 优化的切削深度缩短了加工周期,降低了每个零件的单位成本。
如何计算切割深度
计算方法因工艺类型而异:
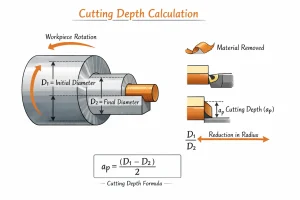
车削深度
在车削加工中,切削深度 ap 的计算公式为
ap = (D - d) / 2
其中,D 是初始直径,d 是最终直径。
铣削时的切削深度
在铣削加工中,切削深度直接在数控程序中通过两个维度进行设置: 轴向切深 (ap) 和 径向切削深度(ae,步进式).实际上,DOC 的选择通常与材料去除率有关:
MRR (cm³/min) = ae × ap × Vf / 1000
其中,Vf 是进给速度(毫米/分钟),ae 是径向啮合(毫米),ap 是轴向深度(毫米)。
一般经验法则建议
-
粗暴对待: ap 通常设置为 25%-50% 的刀具直径 (典型值适用于刚性良好的侧铣加工;全槽加工时使用较低值)。
-
完成: 通常 0.05 毫米-0.2 毫米取决于公差和表面光洁度要求。
DOC 与其他加工因素之间的协同关系
在设置切削深度时,仅依靠材料手册是不够的。您必须评估整个加工系统的变量,因为以下因素直接决定了可用 DOC 的实际上限:
1.刀具悬伸和长径比(关键变量)
刀具悬伸长度与直径之比 (L/D)是机加工的主要驱动力 唠叨.
-
低悬臂(L/D < 3): 该系统具有很高的刚性,允许使用较大的 DOC,以最大限度地提高工具性能。
-
长悬臂 (L/D > 5): 随着悬伸量的增加,工具顶端的刚度会呈指数级下降。在这种情况下 ap 必须大幅减少振动,以避免出现振动痕或潜在的工具破损。
2.机床刚性和主轴功率
切割深度直接决定了切割阻力和负荷。
-
功率限制: 如果 DOC 过大,主轴扭矩可能不足,导致转速波动或主轴过载报警。
-
结构刚性: 轻型机床在高负荷切削时可能会出现机身振动。在这种情况下,有必要采用 "多通道、小 DOC "策略来确保尺寸精度。
3.冷却液和润滑条件
较大的 DOC 会在切割区产生较高的温度。
-
芯片疏散空间: 在 开槽 在加工过程中,较大的 DOC 会导致切屑堆积在切槽中。如果没有足够的冷却液压力将切屑冲出,就会发生 "二次切削",瞬间烧毁切削刃。
-
内部冷却优势: 工具 主轴冷却液 (TSC) 与外部泛冷相比,DOC 通常支持更大的 DOC,因为它们可将冷却液直接输送到切削区,以帮助散热和排屑。
4.工件设置的稳定性
工件夹持方法决定了装置所能承受的冲击载荷。
-
薄壁或复杂部件 这些工件结构刚度低,在切削力作用下容易变形。DOC 必须非常保守,通常与高速加工 (HSM) 策略(高转速、小 DOC、快进给)搭配使用。
-
刚性夹紧: 使用大功率虎钳或液压夹具等坚固的工件夹具,可以使用较大的 DOC 来提高材料去除率。
影响切割深度的因素
设置参数前,必须评估以下变量:
- 工件材料 硬度越高(如钛合金、不锈钢),切削深度就越小。
- 工具材料: 与高速钢(HSS)刀具相比,硬质合金刀具可以承受更大的切削深度。
- 机器刚性: 机器越稳定,所能承受的切割负荷就越大。
- 冷却液: 通过控制热应力,有效冷却可支持更大的切割深度。
常见问题:常见问题
问:加工中的最小切削深度是多少? 答:原则上,切削深度不应小于刀头半径 (R)。如果 DOC 小于刀头半径,刀具将 "摩擦 "或 "烧焦 "材料,而不是 "切削 "材料,从而导致加工硬化和严重的表面质量下降。
问:加工中的最大切削深度是多少? 答:一般建议不要超过刀片有效切削刃长度的 2/3。此外,请参考机床主轴的功率限制,以避免过载报警。
结论
掌握切削深度的平衡是降低成本和提高效率的关键。正确的参数配置不仅能保护昂贵的设备,还能确保交付给客户的每个零件都精确无误。
寻找专业加工解决方案? 作为精密加工领域的领先供应商,我们拥有超过 15 年的行业经验。如果您在加工参数优化方面遇到挑战,或者需要高质量的数控加工服务,请联系我们:


