
SFM 是机械加工中常用的速度参数,用于描述刀具在工件表面的实际切削速度。它不仅是用于计算主轴转速的数值,也是影响刀具寿命、表面光洁度和加工效率的因素之一。
本文将解释 SFM 的含义、计算方法、与 RPM 的区别以及对实际加工性能的影响。
什么是机械加工中的 SFM?
SFM 是指切削刃在一分钟内穿过工件表面的距离,是测量切削速度的常用方法。
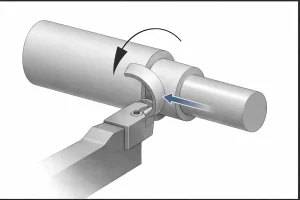
与 RPM 不同,SFM 侧重于刀具与工件接触点的实际速度,因此在设置加工参数时通常是更有用的参考。
SFM 如何影响加工过程?
在金属切削中,SFM(表面英尺/分钟)直接影响刀具与工件接触区的切削条件。随着切削速度的变化,切削热、刀具磨损、表面光洁度和加工效率也会发生变化。了解 SFM 的作用有助于在实际加工中更好地平衡效率、稳定性和成本。
切割热
SFM 是影响切削热的关键因素之一。随着切削速度的提高,刀具与工件之间的摩擦和塑性变形通常会变得更强,切削区域的温度也会相应升高。
低 SFM: 当热量不足时,材料更容易附着在切削刃上,形成堆积刃 (BUE),从而影响尺寸精度和表面状况。
高 SFM: 热量变得更加集中。适度的温度可以帮助材料更容易地剪切,但如果速度过快,刀具温度可能会迅速升高,加速磨损,甚至导致热软化。
工具寿命
SFM 对刀具寿命有明显的影响。一般来说,切削速度越高,刀具磨损越快。然而,较低的速度并不总是意味着更好的刀具保护。
高 SFM: 它更容易加速扩散磨损和氧化磨损,缩短刀具寿命。
低 SFM: 它可能会导致切削不稳定,增加机械磨损、微切削或异常磨损的风险。
在实际生产中,SFM 设置通常需要兼顾加工效率和刀具更换成本。
表面处理
合适的 SFM 通常有助于提高表面光洁度,但速度并不总是越快越好。它仍然需要保持在适当的范围内。
减少撕裂 较高的切割速度通常有助于更稳定地剪切材料,减少表面撕裂和拖痕。
改善表面状况: 如果 SFM 设置得当,切割过程会变得更加稳定,表面轮廓通常也会更加均匀。
减少喋喋不休: 在某些情况下,调整 SFM 还有助于避免不稳定的速度范围并减少颤振痕迹。
加工效率
SFM 还会影响整体加工效率。当切削速度在合理范围内提高时,通常可以缩短周期时间,提高单位时间内的产量。
产量更高: 在合适的范围内提高 SFM 通常有助于提高加工效率。
成本平衡: 但是,如果速度设置过高,刀具消耗也会增加。在实际应用中,刀具寿命、工艺稳定性和单件成本仍需综合考虑。
从实际加工的角度来看,正确的 SFM 并不是简单的最高速度,而是在材料、刀具和实际切削条件之间实现更可靠平衡的速度。
衡量可持续森林管理的单位和标准
在流程设置中,区分物理 单位 和工业 标准 这对准确解释各种制造商的技术手册至关重要。
物理单位
SFM 的本质是线速度,由特定的距离和时间单位定义:
- 距离单位: 线性英尺。
- 时间单位: 分钟
- 转换基地: 1 英尺 = 12 英寸 ≈ 0.3048 米。
行业标准
根据地区和品牌惯例,切割速度主要遵循两种标准化系统:
- 英制标准(美国/英国): 通常称为 SFM(表面英尺/分钟)。这一标准被北美模具品牌广泛采用。
- ISO 国际标准(公制): 通常称为 SMM(表面米/分钟)或 Vc。该标准通常用于欧洲、中国和亚洲的制造业。
SFM 和 m/min 之间的单位换算
由于 1 米约等于 3.28 英尺,换算系数如下:
- 公制转英制:SMM × 3.28 = SFM
- 英制转公制: SFM × 0.3048 = SMM
在实践中,山特维克或肯纳金属等全球供应商通常会在产品目录中列出这两种标准,让工程师选择符合其机床系统设置(G20 或 G21)的参数。
SFM 和 RPM 的区别
了解这两者之间的本质区别是加工逻辑的基石:
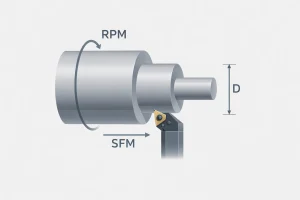
- 转速(每分钟转数):描述了 轮换 主轴每分钟的转速,这是一个固定的角速度。
- SFM:描述了 实际物理距离 走在最前沿
- 直径关系:在相同的转速下,直径较大的工件或刀具边缘的 SFM 较高。这意味着在加工大直径工件时,必须大幅降低转速;否则,切削刃可能会因线速度过快而瞬间烧毁。
SFM 和 RPM 之间的参数转换
这两个参数之间的数值关系由刀具直径 (D) 和数学常数 π 决定:
- 将 RPM 转换为 SFM: 由于每转一圈所走的距离等于周长(π × D),因此线速度就是用转速乘以周长得出的。由于直径 (D) 通常以英寸为单位,因此我们除以 12 将数值转换为英尺:
SFM = (RPM × π × D) / 12 - 将 SFM 转换为 RPM: 这是车间最常用的计算方法。要保持特定的 SFM,转速必须与直径成反比调整。工程师使用以下简化公式进行快速计算:
转速 ≈ (sfm × 3.82) / d
(其中 3.82 是根据比率 12 / π 得出的常数)。
影响可持续森林管理的因素
在设定 SFM 之前,必须全面评估加工系统内的多个变量,因为这些因素决定了安全切削速度的上限:
- 工件材料 这是决定性因素。例如,铝合金可以实现极高的线速度,而钛合金由于硬度高、导热性差,需要显著降低 SFM。
- 工具材料和涂层 硬质合金刀具的耐热性远远优于高速钢(HSS)。此外,高性能涂层(如 AlTiN)可提供热屏障,进一步提高切削速度。
- 冷却液应用: 有效的冷却和润滑可迅速散去切割区的热量,使机器在更高的 SFM 水平下稳定运行。
- 机器系统刚性: 如果机床、夹具或刀架缺乏稳定性,高速加工很容易引起共振。为确保尺寸精度,通常需要主动限制 SFM,以避免出现不稳定的振动区域。
常见错误
在设置加工参数时,经验主义往往会导致不正确的 SFM 选择,进而损害加工质量和刀具寿命。以下是实际操作中常见的几个误区:
- 贴面时保持固定转速:随着刀具向工件中心移动,有效直径趋近于零,SFM 也相应减小。这将导致中心表面粗糙度变差或产生 BUE。建议使用 G96(恒定表面速度) 指令,使机器在直径减小时自动补偿转速。
- 盲目照搬过时的参考手册:工厂中使用的许多手册都是几十年前编写的,而现代高性能涂层(如 AlTiN)的物理性能远远超过了传统数据。建议始终优先考虑当前工具供应商提供的最新技术数据表,并根据机器刚性进行微调。
- 忽略材料的热敏感性:对于导热性能较差的材料(如不锈钢),盲目提高 SFM 以提高效率,会使热量瞬间在刀尖处积聚,导致刀刃崩裂。
如何调整不同材料的 SFM 值?
不同金属的分子结构和物理性质不同,对摩擦热的反应也不同。在设置 SFM 时,必须根据材料的具体属性调整数值:
通用材料 SFM 参考表
| 材料类别 | 建议的 SFM 范围 | 加工建议 |
| 铝合金 | 600 – 1500+ | 出色的导热性。高速运行时可获得极佳的光洁度,并防止切屑焊接。 |
| 碳钢 | 300 – 800 | 最常见的材料。根据碳含量平衡发热量和刀具磨损。 |
| 合金钢 | 250 – 600 | 强度和韧性高。使用中等速度,在效率和刀具寿命之间取得平衡。 |
| 不锈钢 | 150 – 350 | 容易出现加工硬化和散热不良。需要严格控制速度。 |
| 铸铁 | 250 – 500 | 磨料结构。根据石墨类型进行调整;球墨铸铁通常需要较低的速度。 |
| 钛合金 | 80 – 150 | 热故障风险高。需要低速和高压冷却液。 |
| 高温合金 | 50 – 120 | 在极端高温下仍能保持强度。刀具磨损大;需要极低的速度和先进的涂层。 |
| 黄铜和青铜 | 400 – 1000 | 易于加工。允许更高的速度,但某些合金可能会对工具造成磨损。 |
铝合金
铝具有出色的可加工性和导热性。高线速度不仅能提高生产效率,还能有效防止材料附着在切削刃上--这就是所谓的 "内置边缘"(Built-Up Edge),从而获得镜面般的表面光洁度。
碳钢
作为使用最广泛的加工材料,碳钢的 SFM 范围很广。碳含量是主要的指导因素:碳含量较低的钢可以达到较高的速度,而碳含量较高或经过回火处理的钢则需要较低的数值,以平衡热量和刀具的物理磨损。
不锈钢
不锈钢具有显著的加工硬化特性。由于导热性差,切削热会在刀尖处迅速积聚。如果 SFM 过高,切削刃在高温下会迅速软化甚至断裂。
铸铁
内部磨料颗粒和石墨形态(片状或球状)对切割阻力有很大影响。必须谨慎处理 SFM 设置;例如,球墨铸铁比灰铸铁更坚硬,通常需要较低的切割速度。
钛和镍基合金
这些材料通常被称为超级合金,在切削点会产生极高的温度。为了保持加工过程的可控性,必须牺牲速度,将 SFM 控制在极低的范围内,以确保刀具的完整性。
黄铜和青铜
这些材料通常以其出色的可加工性而著称。使用高线速度可实现高生产率和干净的表面光洁度。不过,在加工含有磨料元素的特定青铜合金时,必须监测刀具磨损情况,因为与标准的易切削黄铜相比,它们对切削刃的磨损更大。
结论
SFM 不仅仅是一个速度参数。它反映了刀具、材料和切削条件的匹配程度。正确理解和设置 SFM 有助于提高表面光洁度和刀具寿命,同时使整个加工过程更加稳定和高效。
常见问题
SFM 是否越高越好?
较高的 SFM 可以提高加工效率,在某些情况下还可以提高表面光洁度,但前提是 SFM 必须保持在合适的范围内。如果 SFM 过高,刀具磨损可能会迅速增加,切削热可能会更加集中。如果 SFM 太低,则更容易出现刃口堆积、切削不稳定和表面粗糙等问题。正确的 SFM 通常是在刀具寿命、零件质量和加工效率之间取得良好平衡的 SFM。
有哪些工具可用于计算 SFM?
在实际加工中,用于计算 SFM 的常用工具有四种。第一种是 在线 SFM 计算器它允许用户输入刀具直径和主轴转速,或从推荐的 SFM 开始并计算 RPM。第二个是 工具制造商提供的切削数据图表或数字目录其中列出了针对不同材料推荐的 SFM、进给和速度范围。第三个是 机械加工移动应用程序其中通常包括 SFM、RPM、进给率和钻孔数据的快速转换。第四种是 某些 CNC 编程软件或 CAM 系统中的内置计算功能这些工具有助于在编程过程中确定切削速度和主轴速度。在实际操作中,应将这些工具作为起点,最终设置仍应根据材料、工具和实际切削条件进行调整。
什么是好的钢材 SFM?
没有一个适用于所有钢材的 SFM 值。正确的范围取决于钢的等级、硬度、工具材料、涂层和冷却液条件。一般来说,低碳钢通常允许较高的 SFM 值,而合金钢或淬火钢通常需要较保守的范围。在实际加工中,最安全的方法是从刀具供应商推荐的数据开始,然后根据刀具磨损、表面光洁度和切削稳定性对速度进行微调。


