
In machining, a part may look complete after cutting, but its edges are not always left in an ideal condition. Small metal projections, thin raised edges, or sharp points often remain around hole openings, profile edges, and corners. These edge residues are commonly known as burrs. Although they are usually small, they can still affect assembly, safety, and subsequent surface finishing.
This article explains what burrs are, where they typically appear, the common types of burrs, why they form, and the common methods used to remove and control them in machining.
What Is a Burr in Machining?
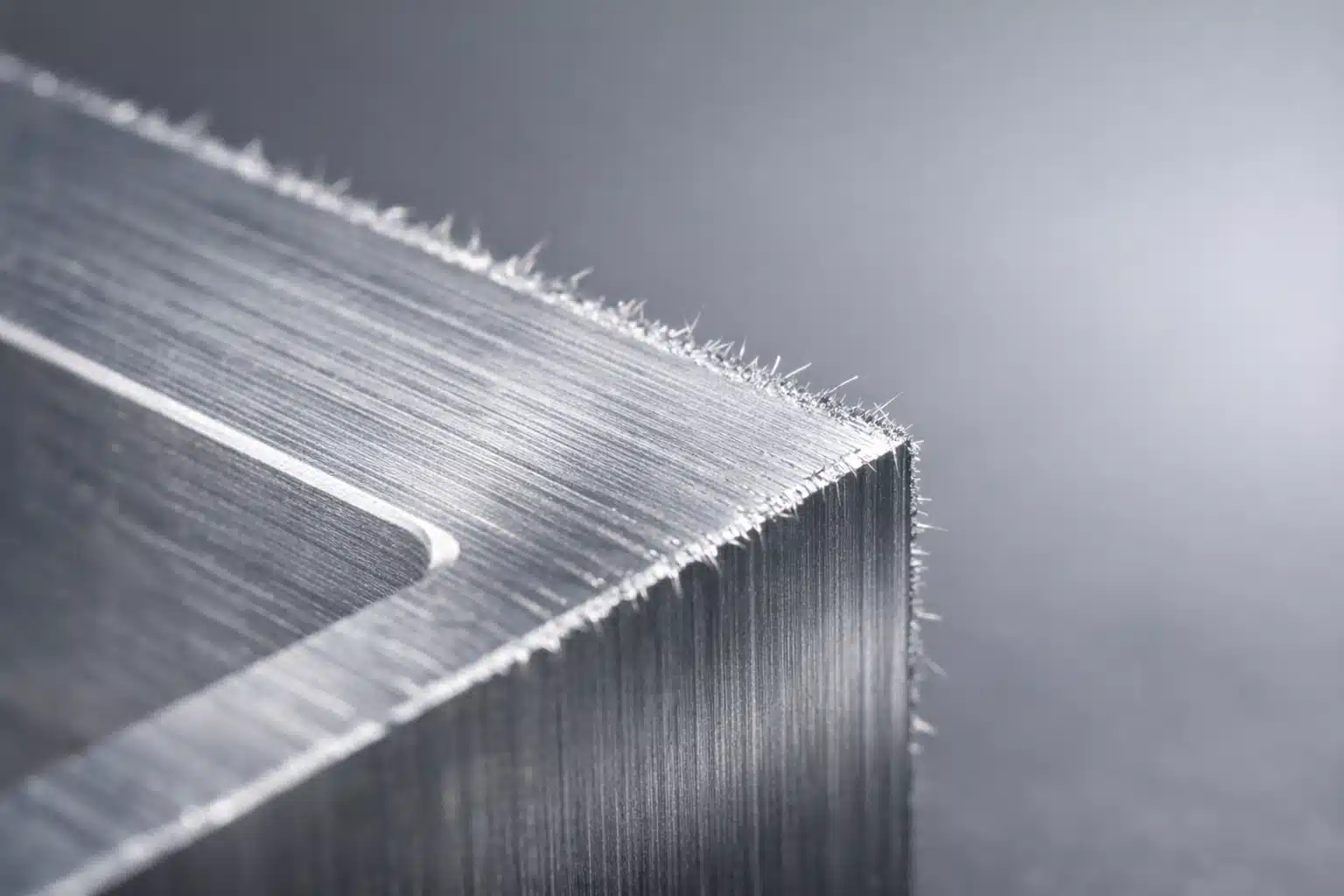
Burrs refer to the minute protrusions remaining on the edges or orifices of a workpiece when material fails to achieve a clean separation during machining. From a physical perspective, a burr is not a functional feature of the part design; rather, it is the result of plastic deformation where metal is squeezed toward the periphery under the influence of cutting forces. These residues typically manifest as thin ribbons, sharp points, or slight ridges.
In metalworking practice, the morphology of a burr varies depending on the ductility of the material. For highly ductile metals like aluminum alloys or stainless steel, burrs often exist as curled thin films. Conversely, in harder materials, they appear as short, sharp fragments. Regardless of their shape, they signify that the material failed to fracture cleanly at the end of the cut, leaving behind redundant traces on the contour of the part.
Types of Burrs in Machining
Burrs do not always appear in the same form. Based on their appearance and the way they are formed, the burrs commonly found in machining can usually be grouped into several types. Understanding these common types helps when identifying where burrs come from and deciding how they should be handled.
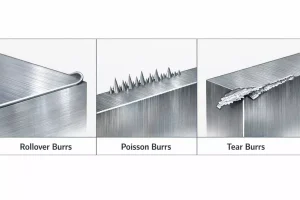
Rollover Burrs
When the material at the edge does not separate cleanly and is instead pulled outward, a rollover burr is likely to form. This type of burr is usually thin and may look like a small raised lip around the edge. It is often seen in more ductile materials such as aluminum alloys and stainless steel.
Poisson Burrs
Poisson burrs are often short, sharp, and relatively hard. Rather than appearing as a thin lifted edge, they usually show up as a small pointed projection left on the edge after machining. Although they may be small in size, they can have a more direct impact on edge safety and handling.
Tear Burrs
Tear burrs usually form near the final stage when the tool exits the material. Because the edge material does not break away cleanly and is instead stretched further, a thin tail-like residue can remain on the part edge.
What Causes Burrs in Machining?
Burr formation is usually not caused by a single factor. Instead, it results from the combined effects of material properties, tool condition, and machining conditions. In machining, whether an edge can separate cleanly often depends on the forces and fracture behavior at the final stage of cutting. Common causes mainly include the following.
Material Ductility
Different materials respond differently during cutting. Materials with higher ductility and toughness are more likely to stretch and curl at the edge instead of breaking cleanly. As a result, materials such as aluminum alloys, stainless steel, and copper are generally more likely to develop noticeable burrs.
Tool Condition
Tool sharpness has a direct effect on whether the material can be cut cleanly. As a tool becomes worn, the cutting action tends to shift from clean shearing to more squeezing and dragging. Under these conditions, the edge material is less likely to separate neatly and is more likely to leave burrs behind.
Cutting Parameters
Feed rate, spindle speed, and depth of cut all influence how the material is loaded and how chips are formed. At hole exits, thin edges, and the final stage of cutting, poorly matched parameters can make material separation less complete and increase burr formation.
Workpiece Support Conditions
At hole exits, thin-wall edges, or partially unsupported areas, the material often has weaker support. If these areas do not have enough backing during the final stage of machining, the edge is more likely to be pulled outward, forming rollover or sharp burrs.
Tool Path
The way the tool enters and leaves the material can also affect where burrs appear and how severe they are. If the tool exits at a thinner or weaker edge, burrs are often more noticeable. For this reason, tool path design affects not only cutting efficiency, but also edge quality.
How to Remove Burrs
Once burrs appear, whether they need to be removed and which method should be used usually depends on the material, part geometry, precision requirements, and final application of the part. Some small burrs only require simple edge cleanup, while burrs located at hole openings, sealing surfaces, or assembly edges often need more careful removal. Common deburring methods mainly include the following.

Manual Deburring
Manual deburring is one of the most common methods. It is usually suitable for low-volume parts, complex areas, or edges that require localized and precise treatment. Common tools include deburring knives, files, sandpaper, scrapers, and small grinding tools. Its main advantage is flexibility, making it useful for irregular or hard-to-reach areas. Its main limitation is lower efficiency, and consistency often depends on operator experience.
Chamfering and Edge Breaking
For hole openings, profile edges, and assembly edges, chamfering and edge breaking are common ways to remove burrs. By adding a small chamfer or broken edge, burrs can be removed while also making the edge cleaner and safer. This method is especially suitable for regular profiles and hole edges, but it requires that slight changes to the edge shape are acceptable in the design.
Mechanical Deburring
Mechanical deburring is commonly used for batch production and may include brushing, belt sanding, vibratory finishing, and tumbling. These methods are generally more efficient and suitable for processing a large number of parts in a consistent way. However, the treatment intensity needs to be controlled carefully to avoid excessive material removal on dimension-sensitive edges.
Special Deburring Methods
For parts with complex geometry, multiple cross holes, or internal edges that are difficult to access, special methods such as thermal deburring, electrochemical deburring, or chemical deburring may also be used. These methods are usually better suited to specific applications and can reach areas that are difficult to treat manually, but they also involve higher process cost and more limited application conditions.
How to Prevent Burrs
Instead of removing burrs only after machining is complete, it is often more effective to reduce burr formation during the machining process itself. Although burrs cannot always be eliminated entirely, optimizing tools, cutting parameters, and machining conditions can usually reduce both the amount and severity of burrs. Common approaches include the following:
- Keep tools sharp: The sharper the tool, the more cleanly the material can be cut instead of being pushed or dragged into a burr.
- Optimize cutting parameters: Proper feed rate, spindle speed, and depth of cut help improve material separation and reduce edge residue.
- Improve workpiece support: Providing better support at hole exits, thin edges, or unsupported areas can reduce rollover and tearing.
- Adjust tool paths: Planning where the tool enters and exits the material more carefully can help reduce burrs on critical edges.
- Add chamfers or edge breaks when possible: If the design allows, small chamfers or broken edges can reduce the effect of burrs on assembly and edge safety.
For this reason, burr prevention is not only about post-processing. It also depends on making material separation cleaner during machining. This can reduce later deburring work while improving edge consistency and overall part quality.
Conclusion
On the surface, a burr may seem like only a small residue left on the edge of a part, but it actually reflects the combined effects of material separation, tool condition, and machining conditions. Understanding what burrs are, their common types, and why they form helps build a more complete view of edge quality in machining.
Different parts do not always require burrs to be handled in the same way. In many cases, deciding how burrs should be controlled is itself part of the overall machining strategy.
FAQ
How can I tell if an edge has burrs?
A burr can often be identified by looking at the edge condition and surface appearance. Common signs include uneven edges, unusual light reflection along the edge, slight rollover around a hole opening, or a rough and scratchy feel when touched. For smaller parts or areas with tighter quality requirements, magnifiers, microscopes, or optical inspection equipment can also be used to examine the edge more closely. When checking sharp edges, direct hand contact should be avoided to reduce the risk of cuts.
How can burrs be reduced during milling?
Reducing burrs during milling usually involves a combination of tool control, cutting parameters, and tool path planning. Keeping the tool sharp helps the material separate more cleanly, while proper feed rate, spindle speed, and depth of cut can reduce edge pulling and curling. Better support at thin edges, corners, and tool exit locations can also help. In some cases, adjusting the tool entry and exit path, or adding small chamfers and edge breaks where design allows, can further reduce burr-related problems.
What tools are used for deburring?
The tools used for deburring usually depend on the material, burr size, edge location, and production volume. Common manual tools include deburring knives, files, sandpaper, scrapers, and small grinding tools. For higher-volume parts, brushing, vibratory finishing, belt sanding, and tumbling are also commonly used. For parts with complex geometry, multiple cross holes, or hard-to-reach internal edges, special methods such as thermal deburring, electrochemical deburring, or chemical deburring may also be applied.