

Depth of cut (DOC) is a core machining parameter. It directly affects cutting forces, heat generation, and chip formation, which in turn determines surface quality and dimensional stability. This article explains what DOC means in turning and milling and how to calculate it, clarifies the fundamental difference between DOC and feed rate, and summarizes the key factors that limit safe DOC in practice.
What is Depth of Cut in Machining?
In simple terms, Depth of Cut (DOC) refers to the thickness of the material removed by the cutting tool in a single pass as it enters the workpiece. In practical machining scenarios, we must distinguish between two critical concepts:
-
ap (Depth of Cut): In milling, this refers to the depth the tool enters the workpiece along its axis (Axial Depth of Cut). In turning, it typically refers to the Radial Depth of Cut, which is the distance the tool penetrates the workpiece in the radial direction.
-
ae (Radial Width of Cut / Step-over): This refers to the width of the contact between the side of the tool and the workpiece. In face milling or slotting, it defines the lateral cutting width of the tool and is commonly referred to as Step-over.
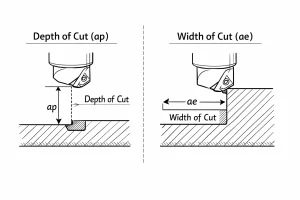
The Essential Difference Between ap and ae: From the perspective of chip morphology, ap determines the “height” of the chip, while ae determines the “width” of the chip.
In modern High-Efficiency Machining (HEM) strategies, engineers typically favor a combination of a large ap and a small ae. This “deep and thin” approach distributes the thermal load across a longer portion of the cutting edge, preventing excessive heat concentration at the tool tip. Consequently, this maintains a high Material Removal Rate (MRR) while significantly extending tool life.
The Essential Differences Between Feed Rate and Depth of Cut (DOC)
Beginners often confuse these two parameters. While they both determine the Material Removal Rate (MRR), they differ fundamentally in their physical mechanisms and their impact on the machining process.
1. Differences in Physical Definition
Feed Rate describes how “fast” the tool moves relative to the workpiece (measured in mm/min or mm/rev), whereas Depth of Cut (DOC) defines how “deep” the tool penetrates the workpiece. Simply put, DOC determines the cross-sectional area of a single cut, while the feed rate determines the time required to complete that cut.
2. Impact on Machining Quality
An appropriate feed rate is limited by both material hardness and the depth of cut. If the feed rate is too high in pursuit of speed, the cutting forces will increase drastically. This can induce machine chatter or tool chipping, and in severe cases, may even damage the machine spindle.
3. Dynamic Balancing Relationship
There is a “trade-off” or inverse relationship between DOC and feed rate. To maintain a constant spindle load and extend tool life, you generally need to decrease the feed rate when increasing the depth of cut; conversely, in shallow cutting scenarios, the feed rate can be increased to maintain production efficiency.
Why is Depth of Cut Important?
- Heat Management: Most cutting heat is carried away by the chips. Improper DOC settings can lead to heat accumulation at the tool tip, significantly shortening tool life.
- Surface Quality: Finishing operations require a very small depth of cut to achieve a mirror-like finish, whereas roughing operations pursue a large DOC to remove material quickly.
- Cost Control: Optimized depth of cut reduces machining cycle times, lowering the unit cost per part.
How to Calculate Depth of Cut
Calculations vary depending on the type of process:
Depth of Cut in Turning
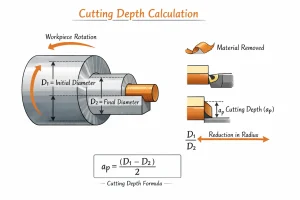
In turning operations, the depth of cut ap is calculated as:
ap = (D – d) / 2
Where D is the initial diameter and d is the final diameter.
Depth of Cut in Milling
In milling, depth of cut is set directly in the CNC program using two dimensions: axial depth of cut (ap) and radial depth of cut (ae, step-over). In practice, DOC selection is often linked to material removal rate:
MRR (cm³/min) = ae × ap × Vf / 1000
Where Vf is the feed rate (mm/min), ae is the radial engagement (mm), and ap is the axial depth (mm).
General rules of thumb suggest:
-
Roughing: ap is often set to 25%–50% of the tool diameter (typical for side milling with good rigidity; use lower values for full-slotting).
-
Finishing: ap is commonly 0.05 mm–0.2 mm, depending on tolerance and surface finish requirements.
Synergistic Relationship Between DOC and Other Machining Factors
When setting the depth of cut, relying solely on material handbooks is insufficient. You must evaluate the variables of the entire machining system, as the following factors directly determine the actual upper limit of the usable DOC:
1. Tool Overhang and L/D Ratio (The Critical Variable)
The ratio of the tool’s overhang length to its diameter (L/D) is the primary driver of machining chatter.
-
Low Overhang (L/D < 3): The system is highly rigid, allowing for a larger DOC to maximize tool performance.
-
Long Overhang (L/D > 5): As the overhang increases, the rigidity at the tool tip drops exponentially. In these cases, the ap must be significantly reduced to avoid vibration marks or potential tool breakage.
2. Machine Rigidity and Spindle Power
The depth of cut directly dictates the cutting resistance and load.
-
Power Limitations: If the DOC is too aggressive, the spindle torque may be insufficient, leading to RPM fluctuations or spindle overload alarms.
-
Structural Rigidity: Light-duty machines may experience body vibration under high-load cutting. In such scenarios, a “multi-pass, small DOC” strategy is necessary to ensure dimensional accuracy.
3. Coolant and Lubrication Conditions
A larger DOC generates higher temperatures at the cutting zone.
-
Chip Evacuation Space: In slotting operations, a large DOC can lead to chip packing in the flutes. Without sufficient coolant pressure to flush chips out, “secondary cutting” occurs, which can instantly burn the cutting edge.
-
Internal Coolant Advantage: Tools with Through-Spindle Coolant (TSC) generally support a larger DOC than external flood cooling, as they deliver coolant directly to the cutting zone to aid in both heat dissipation and chip removal.
4. Workpiece Setup Stability
The method of workholding determines the impact load the setup can withstand.
-
Thin-Walled or Complex Parts: These workpieces have low structural rigidity and are prone to deformation under cutting forces. The DOC must be extremely conservative, typically paired with High-Speed Machining (HSM) strategies (high RPM, small DOC, fast feed).
-
Rigid Clamping: With robust workholding, such as high-power vices or hydraulic fixtures, a larger DOC can be employed to increase the material removal rate.
Factors Affecting Depth of Cut
Before setting parameters, you must evaluate the following variables:
- Workpiece Material: The higher the hardness (e.g., titanium alloys, stainless steel), the smaller the depth of cut should be.
- Tool Material: Carbide tools can withstand much greater depths of cut compared to High-Speed Steel (HSS) tools.
- Machine Rigidity: The more stable the machine, the greater the cutting load it can handle.
- Coolant: Effective cooling supports a larger depth of cut by managing thermal stress.
FAQ: Frequently Asked Questions
Q: What is the minimum depth of cut in machining? A: As a rule,the depth of cut should not be less than the tool nose radius (R). If the DOC is smaller than the nose radius, the tool will “rub” or “burnish” the material rather than “cut” it, leading to work hardening and severe surface degradation.
Q: What is the maximum depth of cut in machining? A: It is generally recommended not to exceed 2/3 of the effective cutting edge length of the insert. Additionally, refer to the machine spindle’s power limits to avoid overload alarms.
Conclusion
Mastering the balance of depth of cut is the key to achieving cost reduction and efficiency gains. Proper parameter configuration not only protects your expensive equipment but also ensures that every part delivered to the customer is precise and flawless.
Looking for Professional Machining Solutions? As a leading provider of precision machining, we have over 15 years of industry experience. If you encounter challenges with machining parameter optimization or require high-quality CNC manufacturing services:


