En los campos de la fabricación de ingeniería y el diseño de productos, la planitud de la superficie no sólo afecta al aspecto estético, sino también a la precisión del montaje y la seguridad operativa. Un orificio avellanado es un tipo fundamental y crítico de procesamiento de orificios, cuyo valor principal reside en lograr una integración perfecta entre los elementos de fijación y la superficie de la pieza.
Dominar las especificaciones del proceso y las técnicas de aplicación del avellanado es una base esencial para que todo ingeniero garantice que los productos cumplen las normas industriales. Esta guía técnica ofrece una visión completa de los orificios de avellanado, desde las definiciones y los pasos de construcción hasta la resolución de problemas comunes.
¿Qué es un agujero avellanado?
Un orificio avellanado es una ampliación cónica que se realiza en la abertura de un orificio cilíndrico existente en una pieza de trabajo. Su finalidad principal es proporcionar un espacio rebajado para tornillos avellanados (tornillos de cabeza plana), permitiendo que la cabeza del tornillo quede a ras o ligeramente por debajo de la superficie de la pieza una vez apretada.
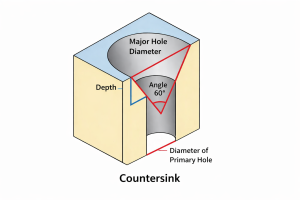
Desde un punto de vista geométrico, un agujero avellanado estándar consta de dos partes: un agujero piloto cilíndrico en la parte inferior y un rebaje cónico en la parte superior. Esta estructura no solo mejora la pulcritud del exterior, sino que también evita que las cabezas de tornillo que sobresalen enganchen objetos o provoquen arañazos, algo especialmente vital en espacios de montaje reducidos.
Cómo taladrar un orificio avellanado
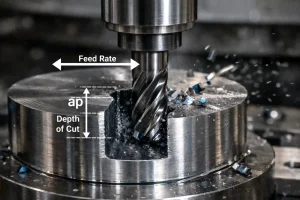
Procesar un agujero avellanado no es una simple cuestión de ampliar el diámetro del agujero; es un proceso de corte profesional que requiere un control preciso de la profundidad y el ángulo. Para garantizar que el orificio sea plano y se ajuste perfectamente al tornillo, se recomienda seguir estos pasos estandarizados:
Perforación de un orificio piloto
Antes de procesar el avellanado, debe taladrarse un orificio piloto. El diámetro del orificio piloto debe ser ligeramente mayor que el diámetro nominal de la rosca del tornillo, normalmente entre 0,2 y 0,5 mm. Es esencial asegurarse de que el orificio piloto esté perpendicular a la superficie; si el orificio piloto está inclinado, el avellanado subsiguiente también lo estará, impidiendo que la cabeza del tornillo se asiente a ras.
Selección e instalación de la broca de avellanado
Seleccione una broca de avellanar que se ajuste a las especificaciones del tornillo y al ángulo requerido, como 90 grados. Cuando cargue la broca en una prensa taladradora o en un taladro manual, compruebe siempre su excentricidad para evitar una forma de agujero irregular o poligonal causada por un eje descentrado.
Ajuste del límite de profundidad
Para el mecanizado de precisión o la producción en serie, se recomienda instalar un tope de profundidad en el taladro de columna o en la broca. Si no dispone de un tope, realice primero un corte de prueba en material de desecho. Mida la profundidad necesaria para que el tornillo quede perfectamente enrasado y marque la escala de avance para garantizar la uniformidad en varios orificios.
Inicio de la perforación y retirada de virutas
Ponga en marcha el taladro y comience a cortar a baja velocidad de rotación. Siga el principio de avance de carrera corta, que consiste en perforar hasta una cierta profundidad y luego levantar ligeramente la broca. Esto ayuda a eliminar los residuos de la superficie cónica, evitando que la viruta acumulada arañe la pared del orificio o provoque marcas de vibración.
Inspección y puesta a punto
Una vez alcanzada la profundidad deseada, detenga la máquina y coloque un tornillo en el orificio para realizar una prueba de ajuste. Lo ideal es que la cabeza del tornillo quede aproximadamente 0,1 mm por debajo de la superficie para tener en cuenta el grosor de los revestimientos o la pintura posteriores. Si la profundidad es insuficiente, reinicie el taladro y profundice ligeramente el corte.
Tipos de orificios avellanados
El perfil geométrico de un avellanador debe coincidir exactamente con la conicidad del tornillo para garantizar una distribución uniforme de la carga. Dependiendo de la forma de la cabeza del tornillo y de las normas de ingeniería aplicables, los tipos comunes de orificios de avellanado incluyen:
Clasificación por norma y ángulo de fijación
-
Avellanador 90: La norma universal para tornillería métrica.
-
82° Avellanador: Es la especificación típica de los elementos de fijación imperiales (norma de rosca unificada).
-
Ángulos de aplicación especiales: Dependiendo de los requisitos específicos de ingeniería, también se utilizan ángulos de 60°, 100°, 110° y 120°.
Clasificación por forma funcional de ingeniería
-
Avellanador de cabeza plana: La forma más utilizada, con un rebaje cónico y una parte superior plana. El ángulo incluido suele ser de 82° para herrajes comerciales (especialmente en carpintería) y a menudo de 100° para remachado o aplicaciones específicas de herrajes aeroespaciales.
-
Avellanador de cabeza oval: Específicamente diseñado para tornillos de cabeza ovalada que presentan un exterior ligeramente convexo y liso. El ángulo incluido suele ser de 100°, utilizado con frecuencia en diseños industriales como molduras y embellecedores en los que se requiere tanto fijación como estética.
-
Avellanador de cabeza redonda: Aunque es menos común, este tipo de tornillo se combina eficazmente con los tornillos de cabeza redonda. Se suele utilizar en casos especiales en los que se desea una cabeza de tornillo sobresaliente y decorativa como característica de diseño, o cuando se instalan elementos de fijación de perfil plano en herrajes que no presentan orificios avellanados de forma nativa.
Dimensiones de los orificios de avellanado
En los planos de ingeniería, las especificaciones dimensionales deben seguirse estrictamente para garantizar la precisión del ajuste. A continuación se muestra una tabla de referencia para las dimensiones comunes de los avellanadores basada en las normas ISO:
Tabla de tamaños de agujeros avellanados para tornillos de cabeza plana (ISO)
Todas las dimensiones están en milímetros, excepto el ángulo de avellanado.
Fuente de datos: La Biblia del Ingeniero - Datos ISO avellanados
| Tamaño del tornillo (rosca) | Diámetro del orificio piloto (Close Fit H12) | Diámetro del orificio piloto (ajuste normal H13) | Diámetro del orificio piloto (ajuste holgado H14) | Diámetro del avellanador | Ángulo de avellanado (°) |
| M3 | 3.2 | 3.4 | 3.6 | 6.94 | 90 |
| M3.5 | 3.7 | 3.9 | 4.2 | 8.96 | 90 |
| M4 | 4.3 | 4.5 | 4.8 | 9.18 | 90 |
| M5 | 5.3 | 5.5 | 5.8 | 11.47 | 90 |
| M6 | 6.4 | 6.6 | 7 | 13.71 | 90 |
| M8 | 8.4 | 9 | 10 | 18.25 | 90 |
| M10 | 10.5 | 11 | 12 | 22.73 | 90 |
| M12 | 13 | 13.5 | 14.5 | 27.21 | 90 |
| M16 | 17 | 17.5 | 18.5 | 33.99 | 90 |
| M20 | 21 | 22 | 24 | 40.71 | 90 |
Tabla de tamaños de agujeros avellanados para tornillos de máquina de 82 grados (pulgadas ANSI)
Todas las dimensiones están en pulgadas a excepción del ángulo de avellanado.
Fuente de datos: La biblia del ingeniero - Datos avellanados ANSI 82
| Tamaño del tornillo (rosca) | Diámetro del orificio piloto (Close Fit) | Diámetro del orificio piloto (ajuste normal) | Diámetro del orificio piloto (ajuste holgado) | Diámetro del avellanador | Ángulo de avellanado |
| #0 | 1/15 | 6/79 | 3/32 | 5/42 | 82 |
| #1 | 3/37 | 4/45 | 8/77 | 13/89 | 82 |
| #2 | 3/32 | 7/69 | 7/62 | 16/93 | 82 |
| #3 | 5/47 | 8/69 | 9/70 | 1/5 | 82 |
| #4 | 3/25 | 9/70 | 14/97 | 9/40 | 82 |
| #5 | 9/64 | 5/32 | 11/64 | 25/99 | 82 |
| #6 | 2/13 | 10/59 | 5/27 | 12/43 | 82 |
| #8 | 9/50 | 10/51 | 13/61 | 1/3 | 82 |
| #10 | 15/73 | 21/95 | 5/21 | 5/13 | 82 |
| #12 | 15/64 | 15/61 | 6/23 | 39/89 | 82 |
| 1/4 | 17/64 | 9/32 | 19/64 | 36/71 | 82 |
| 5/16 | 21/64 | 11/32 | 23/64 | 40/63 | 82 |
| 3/8 | 25/64 | 13/32 | 27/64 | 16/21 | 82 |
| 7/16 | 29/64 | 15/32 | 31/64 | 69/85 | 82 |
| 1/2 | 17/32 | 9/16 | 39/64 | 7/8 | 82 |
| 9/16 | 19/32 | 5/8 | 43/64 | 1 | 82 |
| 5/8 | 21/32 | 11/16 | 47/64 | 1 1/8 | 82 |
| 3/4 | 25/32 | 13/16 | 29/32 | 1 3/8 | 82 |
Aplicaciones y usos de los orificios avellanados
Los diseños de avellanado se utilizan ampliamente en escenarios con requisitos estrictos de calidad superficial y aprovechamiento del espacio,

y dinámica de fluidos. Sus principales aplicaciones funcionales incluyen:
Mantener la suavidad de la superficie y la dinámica de fluidos
En los componentes estructurales en los que se requiere una planitud absoluta de la superficie (como los revestimientos exteriores de los vehículos de alta velocidad), los orificios avellanados garantizan que los elementos de fijación no interrumpan la continuidad de la superficie. Esto reduce eficazmente la resistencia de los fluidos y evita turbulencias o ruidos aerodinámicos durante el funcionamiento a alta velocidad.
Prevención de interferencias mecánicas y optimización del espacio
En ensamblajes de precisión o estructuras mecánicas compactas, el avellanado elimina las protuberancias superficiales al enterrar la cabeza del tornillo dentro del sustrato. De este modo se evitan las interferencias físicas entre las piezas móviles y se consiguen diseños ultrafinos que permiten apilar o deslizar los componentes sin obstrucciones.
Mejora de la seguridad operativa y la experiencia ergonómica
Al eliminar las cabezas de tornillo expuestas, los orificios avellanados evitan que los operarios o el personal de mantenimiento sufran arañazos con bordes metálicos afilados. Además, en dispositivos portátiles o productos industriales que requieren un contacto frecuente, el avellanado garantiza que las fijaciones no interrumpan el agarre general o la continuidad táctil.
Avellanado vs. Avellanado
En diseño mecánico, el avellanado y el avellanado son las dos características que se confunden con más frecuencia.
A Avellanador presenta una típica sección transversal cónica (en forma de V). Los bordes del orificio están inclinados en un ángulo específico, diseñado específicamente para alojar tornillos avellanados. La inclinación encaja perfectamente con la parte inferior cónica de la cabeza del tornillo, proporcionando una función de autocentrado.
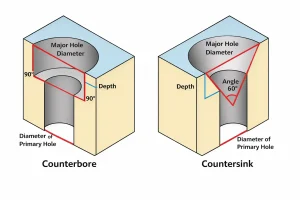
En cambio, un Contrataladro aparece como una ampliación cilíndrica (de fondo plano). Presenta un fondo plano y paredes laterales verticales. Se utiliza principalmente para alojar tornillos de cabeza cilíndrica u otros elementos de fijación con cabezas de fondo plano. Debido a su superficie de apoyo plana, un avellanador puede soportar mayores presiones de apriete.
Otros agujeros en la ingeniería
El mecanizado de agujeros es una rama muy amplia del mecanizado, y el avellanado es sólo una parte de ella:
Tipos de orificios comunes
- Agujero ciego: Un orificio que no penetra en la parte posterior de la pieza; el control de la profundidad es clave.
- Agujero pasante: Penetra completamente en el material para su conexión o drenaje/ventilación.
- Spotface: Limpia sólo la superficie rugosa alrededor de un agujero para proporcionar una superficie de apoyo plana para una arandela.
- Agujero roscado: Dispone de roscas internas para fijación directa mediante atornillado.
PREGUNTAS FRECUENTES
¿Cuáles son las dos razones por las que es necesario avellanar un agujero?
Hay dos razones principales: en primer lugar, por seguridad y planitud, eliminando los salientes de la superficie para evitar enganches, interferencias o arañazos; en segundo lugar, por requisitos aerodinámicos, manteniendo una superficie aerodinámica para reducir la resistencia.
¿Cuáles son los errores de construcción más comunes en el avellanado?
Los errores más comunes incluyen ángulos no coincidentes entre el avellanador y el tornillo (por ejemplo, 90° frente a 82°), taladrado demasiado profundo y vibración de la superficie causada por velocidades de rotación excesivas.
¿Cuáles son las desventajas de un agujero avellanado?
Un avellanado debilita el grosor del material en la abertura del orificio. En el caso de chapas finas, esto puede dar lugar a una resistencia estructural insuficiente o hacer que la cabeza del tornillo "atraviese" el material bajo alta tensión.
¿Cómo se repara un agujero avellanado en ingeniería?
Si se procesa un avellanado demasiado grande, las soluciones habituales incluyen utilizar un tamaño de tornillo mayor y volver a taladrar, utilizar insertos de reparación de roscas específicos (como Helicoils) o rellenar y volver a mecanizar.
Conclusión
Un agujero avellanado es un elemento de diseño importante que equilibra la estética industrial con la función mecánica. Mediante la utilización de opciones dimensionales estandarizadas y procesos de corte precisos, puede mejorar significativamente la precisión de montaje y la durabilidad del producto.
Si desea optimizar el diseño de su avellanador basándose en piezas y materiales reales, le invitamos a cargue sus dibujos y parámetros clave. Nuestros ingenieros pueden ayudarle a evaluar la selección de tamaños y las soluciones de mecanizado.