Dans les domaines de la fabrication technique et de la conception de produits, la planéité de la surface influe non seulement sur l'aspect esthétique, mais aussi sur la précision de l'assemblage et la sécurité des opérations. Le trou de fraisage est un type fondamental et critique de traitement des trous, dont la valeur essentielle réside dans l'intégration parfaite entre les fixations et la surface de la pièce à usiner.
La maîtrise des spécifications du processus et des techniques d'application du fraisage est une base essentielle pour tout ingénieur afin de garantir la conformité des produits aux normes industrielles. Ce guide technique offre une vue d'ensemble des trous de fraisage, depuis les définitions et les étapes de construction jusqu'au dépannage courant.
Qu'est-ce qu'un trou de lamage ?
Un trou de fraisage est un agrandissement conique réalisé à l'ouverture d'un trou cylindrique existant dans une pièce à usiner. Sa fonction première est de fournir un espace en retrait pour les vis à tête fraisée (vis à tête plate), ce qui permet à la tête de la vis d'affleurer ou d'être légèrement en dessous de la surface de la pièce une fois qu'elle est serrée.
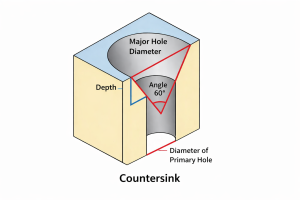
D'un point de vue géométrique, un trou de fraisage standard se compose de deux parties : un avant-trou cylindrique en bas et un creux conique en haut. Cette structure améliore non seulement la propreté de l'extérieur, mais empêche également les têtes de boulons saillantes d'accrocher des objets ou de provoquer des rayures, ce qui est particulièrement important dans les espaces d'assemblage étroits.
Comment percer un trou de fraisage
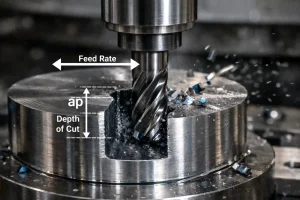
L'usinage d'un trou de fraise ne consiste pas simplement à agrandir le diamètre du trou ; il s'agit d'un processus de coupe professionnel qui nécessite un contrôle précis de la profondeur et de l'angle. Pour s'assurer que le trou est plat et s'adapte parfaitement à la vis, il est recommandé de suivre ces étapes standardisées :
Perçage d'un trou pilote
Avant de procéder à l'usinage de la fraise, il faut percer un avant-trou. Le diamètre du trou pilote doit être légèrement supérieur au diamètre nominal du filetage de la vis, généralement de 0,2 à 0,5 mm. Il est essentiel de s'assurer que le trou pilote est perpendiculaire à la surface ; si le trou pilote est incliné, la fraise subséquente sera également inclinée, empêchant la tête de la vis d'affleurer.
Sélection et installation de la fraise à chambrer
Sélectionnez une fraise correspondant aux spécifications de la vis et à l'angle requis, par exemple 90 degrés. Lorsque vous chargez le foret dans une perceuse à colonne ou manuelle, vérifiez toujours son faux-rond afin d'éviter que la forme du trou ne soit irrégulière ou polygonale en raison d'un axe décentré.
Réglage de la limite de profondeur
Pour l'usinage de précision ou la production en série, il est recommandé d'installer une butée de profondeur sur la perceuse à colonne ou le foret. Si une telle butée n'est pas disponible, effectuez d'abord un essai de coupe sur un matériau de rebut. Mesurez la profondeur nécessaire pour que la vis soit parfaitement alignée et marquez l'échelle d'avance pour assurer la cohérence entre plusieurs trous.
Début du forage et de l'enlèvement des copeaux
Démarrez la perceuse et commencez à couper à une faible vitesse de rotation. Suivez le principe de l'avance à faible course, qui consiste à percer jusqu'à une certaine profondeur, puis à soulever légèrement le trépan. Cela permet d'éliminer les débris de la surface conique et d'éviter que l'accumulation de copeaux ne raye la paroi du trou ou ne provoque des marques de broutage.
Inspection et mise au point
Après avoir atteint la profondeur cible, arrêtez la machine et placez une vis dans le trou pour tester l'ajustement. Idéalement, la tête de la vis doit se trouver à environ 0,1 mm sous la surface pour tenir compte de l'épaisseur des revêtements ou de la peinture ultérieurs. Si la profondeur est insuffisante, redémarrez la perceuse et approfondissez légèrement la coupe.
Types de trous de lamage
Le profil géométrique d'une fraise doit correspondre précisément au cône de la fixation afin de garantir une répartition uniforme de la charge. En fonction de la forme de la tête de la fixation et des normes d'ingénierie applicables, les types de trous de fraisage les plus courants sont les suivants :
Classification par norme de fixation et par angle
-
Fraise à 90: La norme universelle pour les fixations métriques.
-
82° Fraise: La spécification typique pour les fixations impériales (Unified Thread Standard).
-
Angles d'application spéciaux: En fonction des exigences techniques spécifiques, des angles tels que 60°, 100°, 110° et 120° sont également utilisés.
Classification par forme fonctionnelle de l'ingénierie
-
Fraise à tête plate: La forme la plus répandue, avec un creux conique et un sommet plat. L'angle inclus est généralement de 82° pour la quincaillerie commerciale (en particulier pour le travail du bois) et souvent de 100° pour le rivetage ou des applications spécifiques de la quincaillerie aérospatiale.
-
Fraise à tête ovale: Spécialement conçu pour les vis à tête ovale dont l'extérieur est légèrement convexe et lisse. L'angle inclus est généralement de 100°, fréquemment utilisé dans les conceptions industrielles telles que les moulures et les garnitures où la fixation et l'esthétique sont requises.
-
Fraise à tête ronde: Bien que moins courant, ce type de vis s'associe efficacement aux vis à tête ronde. Il est généralement utilisé dans des cas particuliers où une tête de vis décorative en saillie est souhaitée comme élément de design, ou lors de l'installation de fixations à profil plat sur du matériel qui n'est pas équipé de trous de fraisage à l'origine.
Dimensions des trous de fraisage
Dans les dessins techniques, les spécifications dimensionnelles doivent être strictement respectées pour garantir la précision de l'ajustement. Vous trouverez ci-dessous un tableau de référence pour les dimensions courantes des fraises, basé sur les normes ISO :
Tableau des dimensions des trous à tête fraisée pour les fixations à tête plate (ISO)
Toutes les dimensions sont exprimées en millimètres, à l'exception de l'angle de fraisage.
Source des données : La bible de l'ingénieur - Données ISO sur les fraises à tête fraisée
| Taille de la fixation (filetage) | Diamètre du trou pilote (Close Fit H12) | Diamètre du trou pilote (ajustement normal H13) | Diamètre du trou d'essai (ajustement libre H14) | Diamètre de la fraise | Angle de la fraise (°) |
| M3 | 3.2 | 3.4 | 3.6 | 6.94 | 90 |
| M3.5 | 3.7 | 3.9 | 4.2 | 8.96 | 90 |
| M4 | 4.3 | 4.5 | 4.8 | 9.18 | 90 |
| M5 | 5.3 | 5.5 | 5.8 | 11.47 | 90 |
| M6 | 6.4 | 6.6 | 7 | 13.71 | 90 |
| M8 | 8.4 | 9 | 10 | 18.25 | 90 |
| M10 | 10.5 | 11 | 12 | 22.73 | 90 |
| M12 | 13 | 13.5 | 14.5 | 27.21 | 90 |
| M16 | 17 | 17.5 | 18.5 | 33.99 | 90 |
| M20 | 21 | 22 | 24 | 40.71 | 90 |
Tableau des dimensions des trous à tête fraisée pour les fixations mécaniques à 82 degrés (ANSI en pouces)
Toutes les dimensions sont exprimées en pouces, à l'exception de l'angle de la fraise.
Source des données : La bible de l'ingénieur - Données ANSI 82° à tête fraisée
| Taille de la fixation (filetage) | Diamètre du trou pilote (ajustement serré) | Diamètre du trou pilote (ajustement normal) | Diamètre du trou pilote (ajustement libre) | Diamètre de la fraise | Angle de la fraise |
| #0 | 1/15 | 6/79 | 3/32 | 5/42 | 82 |
| #1 | 3/37 | 4/45 | 8/77 | 13/89 | 82 |
| #2 | 3/32 | 7/69 | 7/62 | 16/93 | 82 |
| #3 | 5/47 | 8/69 | 9/70 | 1/5 | 82 |
| #4 | 3/25 | 9/70 | 14/97 | 9/40 | 82 |
| #5 | 9/64 | 5/32 | 11/64 | 25/99 | 82 |
| #6 | 2/13 | 10/59 | 5/27 | 12/43 | 82 |
| #8 | 9/50 | 10/51 | 13/61 | 1/3 | 82 |
| #10 | 15/73 | 21/95 | 5/21 | 5/13 | 82 |
| #12 | 15/64 | 15/61 | 6/23 | 39/89 | 82 |
| 1/4 | 17/64 | 9/32 | 19/64 | 36/71 | 82 |
| 5/16 | 21/64 | 11/32 | 23/64 | 40/63 | 82 |
| 3/8 | 25/64 | 13/32 | 27/64 | 16/21 | 82 |
| 7/16 | 29/64 | 15/32 | 31/64 | 69/85 | 82 |
| 1/2 | 17/32 | 9/16 | 39/64 | 7/8 | 82 |
| 9/16 | 19/32 | 5/8 | 43/64 | 1 | 82 |
| 5/8 | 21/32 | 11/16 | 47/64 | 1 1/8 | 82 |
| 3/4 | 25/32 | 13/16 | 29/32 | 1 3/8 | 82 |
Applications et utilisations des trous de lamage
Les fraises sont largement utilisées dans les cas où les exigences en matière de qualité de surface et d'utilisation de l'espace sont strictes,

et la dynamique des fluides. Leurs principales applications fonctionnelles sont les suivantes :
Maintien de la régularité des surfaces et de la dynamique des fluides
Dans les composants structurels où une planéité absolue de la surface est requise (tels que les revêtements extérieurs des véhicules à grande vitesse), les trous de fraisage garantissent que les fixations ne perturbent pas la continuité de la surface. Cela permet de réduire efficacement la traînée des fluides et d'éviter les turbulences ou les bruits aérodynamiques pendant les opérations à grande vitesse.
Prévention des interférences mécaniques et optimisation de l'espace
Dans les assemblages de précision ou les structures mécaniques compactes, le fraisage élimine les saillies de surface en enfouissant la tête de la fixation dans le substrat. Cela évite les interférences physiques entre les pièces mobiles et permet des conceptions ultra-minces, permettant aux composants de s'empiler ou de glisser sans obstruction.
Améliorer la sécurité opérationnelle et l'expérience ergonomique
En éliminant les têtes de boulons exposées, les trous de fraisage évitent aux opérateurs ou au personnel de maintenance d'être éraflés par des arêtes métalliques tranchantes. En outre, sur les appareils portatifs ou les produits industriels nécessitant des contacts fréquents, le fraisage permet de s'assurer que les fixations ne perturbent pas la prise en main globale ou la continuité tactile.
Fraise et alésage
Dans le domaine de la conception mécanique, la fraise et l'alésage sont les deux caractéristiques les plus fréquemment confondues.
A Compte-gouttes présente une section conique typique (en forme de V). Les bords du trou sont inclinés à un angle spécifique, conçu spécialement pour accueillir des vis à tête fraisée. La pente s'adapte parfaitement à la face inférieure conique de la tête de la vis, assurant ainsi une fonction d'autocentrage.
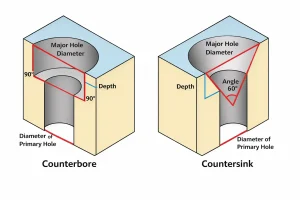
En revanche, un Contre-trou se présente comme un élargissement cylindrique (à fond plat). Il se caractérise par un fond plat et des parois verticales. Il est principalement utilisé pour loger des vis à tête cylindrique ou d'autres fixations à tête à fond plat. Grâce à sa surface d'appui plate, un lamage peut supporter des pressions de serrage plus élevées.
Autres trous dans l'ingénierie
Le traitement des trous est une vaste branche de l'usinage, et le lamage n'en est qu'une partie :
Aperçu des types de trous courants
- Trou borgne: Un trou qui ne pénètre pas l'arrière de la pièce ; le contrôle de la profondeur est essentiel.
- Trou de passage: Pénètre complètement dans le matériau pour le raccordement ou le drainage/la ventilation.
- Spotface: Dégage uniquement la surface rugueuse autour d'un trou afin d'obtenir une surface d'appui plane pour une rondelle.
- Trou taraudé: Les filets intérieurs permettent une fixation directe par vissage d'un boulon.
FAQ
Quelles sont les deux raisons pour lesquelles un trou doit être fraisé ?
Il y a deux raisons principales : premièrement, pour des raisons de sécurité et de planéité, en éliminant les saillies de la surface pour éviter les accrochages, les interférences ou les rayures ; deuxièmement, pour des raisons aérodynamiques, en maintenant une surface aérodynamique pour réduire la traînée.
Quelles sont les erreurs de construction les plus courantes en matière de fraisage ?
Les erreurs les plus courantes sont les suivantes : angles inadaptés entre la fraise et la vis (par exemple, 90° contre 82°), perçage trop profond et broutage de la surface causé par des vitesses de rotation excessives.
Quels sont les inconvénients d'un trou d'enfoncement ?
Une fraise affaiblit l'épaisseur du matériau au niveau de l'ouverture du trou. Pour les tôles minces, cela peut entraîner une résistance structurelle insuffisante ou faire en sorte que la tête de la vis "traverse" le matériau sous une forte tension.
Comment réparer un trou de fraisage dans l'ingénierie ?
Si un fraisage est trop important, les solutions les plus courantes consistent à utiliser une vis de taille supérieure et à repercer, à utiliser des inserts de réparation de filets (tels que les Helicoils), ou à remplir et à réusiner.
Conclusion
Un trou de fraisage est un élément de conception important qui équilibre l'esthétique industrielle et la fonction mécanique. En utilisant des choix dimensionnels normalisés et des processus de coupe précis, vous pouvez améliorer de manière significative la précision de l'assemblage et la durabilité du produit.
Si vous souhaitez optimiser la conception de votre fraise en vous basant sur des pièces et des matériaux réels, nous vous invitons à téléchargez vos dessins et les paramètres clés. Nos ingénieurs peuvent vous aider à évaluer le choix des dimensions et les solutions d'usinage.