In the product development lifecycle, the transition from prototyping to mass production often faces dual challenges in technology and cost. Low-volume CNC machining serves as an intermediary production model that leverages digital subtractive manufacturing to address high tooling costs and lengthy lead times. This approach not only enhances iteration efficiency but also strengthens supply chain responsiveness to market fluctuations. The following sections analyze the practical role of low-volume machining through its technical definition, strategic advantages, and cost-control measures.
What is Low-Volume CNC Machining?
From a technical perspective, low-volume machining involves using CNC equipment to manufacture 10 to 1,000 parts directly from solid material blocks. This process relies entirely on programmed instructions, ensuring high consistency from the first unit to the last.

In terms of production logic, this “mold-less” model bypasses the lengthy tooling phase required for traditional manufacturing. As long as a mature CAD model exists, production can commence immediately, significantly reducing upfront capital investment and barriers to entry. Regarding market positioning, the resulting components are not mere samples but industrial-grade products with end-use quality. Because their mechanical properties and tolerances match those of mass-produced parts, they are frequently used for final functional validation or direct supply to high-end, customized markets.
Advantages of Low-Volume CNC Machining
This machining model is favored in the aerospace, medical, and high-end electronics industries primarily due to the significant dividends it offers in time, money, and flexibility.
Rapid Time-to-Market
There is no need to undergo months of mold design, fabrication, and debugging. Since the tooling phase is skipped, parts can typically be shipped within days, helping companies gain a first-mover advantage in competitive markets.
Lower Upfront Fixed Costs
For small-scale requirements, the cost of a mold per part is extremely high. CNC machining eliminates expensive tooling fees, saving tens of thousands of dollars in initial investment and keeping cash flow flexible.
Superior Design Flexibility
If a design flaw is discovered during production, the CAD model can be modified immediately and applied to the remaining units. This “modify-and-produce” capability significantly reduces the risk of inventory obsolescence due to design changes.
Enhanced Supply Chain Resilience
In the face of global supply chain fluctuations or sudden demand spikes, low-volume CNC machining acts as a highly agile response unit. By eliminating dependency on mold-maker schedules, it enables on-demand production, effectively mitigating the risks of downtime caused by primary supplier disruptions or long lead times for tooling.
Functional Quality Validation
Unlike 3D printing which often uses proprietary resins, CNC machining utilizes the exact engineering-grade metals or plastics required for the end product. This allows low-volume parts to undergo authentic physical stress tests and assembly verification, ensuring that product reliability is proven against industrial standards before committing to mass production.
Typical Application Scenarios
Thanks to the aforementioned advantages, low-volume machining is widely used in sectors with strict precision requirements and rapid product cycles.
- Medical Devices: Manufacturing highly customized surgical instruments, prosthetic prototypes, or precision components for laboratory diagnostic equipment.
- Aerospace and Defense: Producing high-strength, lightweight structural parts or specialized sensor components where demand is low.
- Automotive Engineering: Used for high-performance racing parts or transmission system test components during the R&D phase of new models.
- High-end Consumer Electronics: Crafting aluminum alloy housings or heat sinks for high-end audio equipment or industrial sensors.
Design and Machining Tips to Reduce Costs
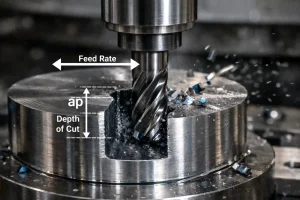
While CNC offers immense freedom, the per-unit cost in low-volume production is highly sensitive to machining time. The following tips can effectively improve efficiency.

Optimize Internal Corner Radii
Ensure that internal corner radii are slightly larger than standard milling cutter radii (e.g., using $R3.2$ instead of $R3$). This allows the tool to maintain a continuous, smooth motion during cornering without abrupt stops. This optimization significantly reduces machining time and prevents tool chatter, resulting in a superior surface finish.
Avoid Deep and Narrow Cavities
Designers should avoid extremely deep, narrow slots, as these require specialized tools with high length-to-diameter ratios that are prone to vibration or breakage. It is recommended to keep cavity depth within 4 times the width to maintain cutting stability and minimize scrap rates caused by tool failure.
Minimize Setup and Debugging Time
In low-volume production, manual tool setting and part flipping represent the largest labor costs. By concentrating features on as few machining faces as possible—or utilizing 5-axis simultaneous machining—designers can reduce the number of setups, which is the most direct way to lower the per-unit price.
Use Standard Threads and Rational Depths
Utilize standard thread specifications and avoid blind holes with thread depths exceeding 3 times the diameter. Excessively deep threads increase the difficulty of chip removal and the risk of tap breakage. In small batches, removing a broken tap often leads to expensive rework or part rejection.
Leverage Standard Material Sizes
Reference standard stock thicknesses for plates or rods during the early design phase. For instance, adjusting a 21mm design to 19.5mm allows the use of standard 20mm stock rather than 25mm. This simple change reduces raw material costs and minimizes unnecessary rough machining time.
Streamline Non-Critical Surface Requirements
For parts intended for functional validation, minimize high-gloss or specialized texture requirements on non-mating surfaces. An “as-machined” finish is typically sufficient for industrial-grade applications; over-specifying sandblasting or anodizing can significantly extend lead times and add secondary processing costs.
Comparison: Low-Volume CNC vs. Mass Production
Beyond technical tips, understanding the strategic positioning of CNC versus mass production helps in effective decision-making. Here is a direct comparison.
Cost Structure Comparison
The startup cost for low-volume CNC is minimal, with expenses primarily tied to programming and setup. In contrast, mass production (such as injection molding) requires an upfront investment of tens of thousands of dollars for molds. The unit cost advantage of mass production only becomes significant when quantities reach the thousands.
Production Cycle Comparison
CNC machining excels at a fast start, with production commencing as soon as designs are finalized. Mass production involves a lengthy prelude, as mold design, fabrication, and trial runs typically require 4 to 8 weeks, making it difficult to meet urgent market timelines.
Physical Performance Validation
CNC machining utilizes industrial-grade forgings or rolled stock with uniform density and zero internal defects, providing the most authentic validation of physical strength. Conversely, mass production processes like injection molding can introduce internal stress or porosity during high-speed filling, which may result in slightly lower structural integrity compared to CNC-machined parts.
Absolute Precision Control
Low-volume machining allows for meticulous tool-offset adjustments for individual parts, consistently achieving micron-level tolerances. It remains the industry standard for extreme fit and geometric accuracy. While mass production excels at part-to-part consistency across millions of units, its absolute precision is often constrained by tool wear and thermal fluctuations.
How to Choose the Right Low-Volume CNC Supplier
Not all factories specialize in low-volume production. An ideal partner should possess not only machining capabilities but also the following professional attributes.
DFM (Design for Manufacturing) Feedback
A good supplier will actively point out high-cost features during the quoting stage. For example, they might warn you that a certain sharp corner cannot be milled and suggest a radius instead, avoiding costly EDM (Electrical Discharge Machining) processes.
Equipment Versatility and Agility
Check if the supplier utilizes 5-axis CNC machines and standardized quick-change fixture systems. This equipment significantly reduces the time from installation to shipment and is a core indicator of supplier efficiency.
Material Inventory and Traceability
Low-volume parts often have high-performance requirements. Reliable suppliers should maintain steady stock of common materials (such as PEEK, Titanium, 7075 Aluminum) and provide full material certifications and dimensional reports.
Conclusion
Low-volume CNC machining serves as a critical “buffer zone” as products move from the prototype lab to the mass market. it allows you to obtain industrial-grade finished products without the heavy risk of expensive tooling, serving as a core driver for modern agile manufacturing.
If you are currently evaluating the machining costs of a part, feel free to upload your technical requirements or material specifications, and I can provide more targeted design optimization suggestions.