

No domínio da A maquinagem de precisão, a serrilha é um processo especial que vai para além do simples corte. É uma técnica crítica de acabamento de superfícies utilizada para formar padrões de textura complexos em peças metálicas rotativas. Estes padrões são utilizados principalmente para melhoram a aderência, proporcionam funções antiderrapantesou criar uma textura de superfície única para componentes funcionais. O recartilhamento é comummente encontrado em peças mecânicas importantes, como cabos de ferramentas, botões de controlo e fixadores especializados, desempenhando um papel vital no equilíbrio entre a função e a estética.
A serrilha é uma processo de conformação de superfícies. O seu princípio fundamental é aplicar pressão do rolo a uma peça cilíndrica em rotação, forçando a superfície do material a sofrer uma deformação plástica, formando assim uma textura uniforme e repetitiva.
Knurling pertence a processamento de deformação mecânica. Ao contrário da fresagem ou do torneamento, normalmente não remove material. Em vez disso, forma sulcos e ranhuras elevadas através do fluxo plástico do metal. A serrilha é normalmente efectuada em tornos, onde a sincronização automática da velocidade de avanço e da velocidade do fuso assegura uma elevada consistência e precisão do padrão em toda a superfície.
O processo de recartilhamento baseia-se inteiramente no movimento sincronizado e na pressão cuidadosamente controlada. À medida que a peça de trabalho roda a uma velocidade elevada mas estável O rolo de serrilha em aço endurecido é introduzido na superfície. A pressão do rolo deve ser suficiente para exceder o limite de elasticidade do material da peça, forçando o metal a fluir para a textura desejada.
A formação bem sucedida de um padrão de serrilha depende criticamente da sincronização da relação de avanço da ferramenta e da velocidade do fuso. Se o passo da ferramenta não estiver precisamente alinhado com o avanço por rotação, o rolo irá desviar-se, resultando num defeito grave, muitas vezes irrecuperável, conhecido como "rastreio duplo". Precisão A configuração é a única forma fiável de gerir esta sincronização de alto risco, assegurando que o material é redistribuído de forma limpa pela peça.
O recartilhamento pode ser classificado de várias formas, dependendo da forma como é efectuado, do método de formação utilizado e da geometria do padrão resultante. A compreensão destas distinções ajuda os engenheiros a selecionar a configuração correta para a função pretendida, a qualidade da superfície e a eficiência da produção.
A serrilha pode ser efectuada manualmente num torno convencional ou automaticamente num máquina. A serrilha é atualmente a escolha preferida para produções em que a qualidade da superfície, a precisão e o tempo de ciclo são críticos, devido à .
Uma vez definido o tipo de operação, a consideração seguinte é a forma como o padrão será formado - por deformação plástica ou por corte ligeiro.
: , .
A geometria do rolo define o estilo da textura e o comportamento mecânico da superfície acabada.

Padrões de serrilha comuns: reta, diamante e espiral.
-
: Consiste em linhas axiais paralelas. Utilizado quando os componentes devem deslizar ou alinhar-se linearmente.
-
: O padrão mais comum, fornecendo excelente punho multidirecionalideal para puxadores e maçanetas.
-
: Um padrão angular utilizado para aplicações decorativas ou de transmissão de binário.
A seleção do material correto é tão importante como a escolha da ferramenta ou do processo de serrilha corretos. Os diferentes metais reagem de forma diferente à alta pressão da enformação por rolos.
O desempenho e a consistência do recartilhamento dependem em grande medida da ductilidade do material - a capacidade do metal para se deformar plasticamente sem fissurar.
Alumínio, latão e aço macio são ideais para o recartilhamento de formas. Estes metais deformam-se suavemente sob pressão, produzindo texturas nítidas e uniformes.
Aço inoxidável e titânio exigir Corte Serrilhado e um controlo cuidadoso de e a velocidade de avanço. Uma lubrificação adequada e uma configuração rígida da ferramenta são essenciais para evitar conversa de ferramentas ou desgaste prematuro.
Ferro fundido e outras ligas frágeis deve ser evitado. A sua baixa ductilidade torna-os altamente propensos a fissuras superficiais sob pressão de serrilha, levando à falha da peça.
Vantagens e limitações do recartilhamento
Vantagens
-
Pega melhorada: A razão mais prática para serrilhar é proporcionar um manuseamento seguro e antiderrapante, especialmente para peças manuais ou de ajuste.
-
Processo rápido: Em comparação com a fresagem de padrões texturados, a serrilha é mais rápida e requer um desgaste mínimo da ferramenta.
-
Valor estético: Acrescenta um aspeto industrial de alta precisão que funciona como marca em muitos projectos mecânicos.
-
Sem resíduos de materiais: Uma vez que o recartilhamento desloca o material em vez de o remover, minimiza a formação de aparas.
Limitações
-
Crescimento dimensional: O fluxo de material para fora aumenta o diâmetro da peça (normalmente +0,2 - 0,4 mm), o que deve ser compensado no projeto.
-
Não adequado para metais frágeis: O ferro fundido e as ligas semelhantes podem fissurar sob alta pressão.
-
Requer uma instalação perfeita: Mesmo um ligeiro desfasamento entre o avanço e a inclinação provoca um duplo seguimento, o que arruína a peça.
-
Limitado à geometria cilíndrica: O recartilhamento funciona melhor em peças redondas; as superfícies não circulares requerem normalmente fresagem ou texturização.
A serrilha só deve ser aplicada quando o design exigir uma maior interação da superfície, controlo tátil ou transferência de binário. Não se trata de uma reflexão estética a posteriori, mas de uma especificação funcional deliberada. Os engenheiros especificam normalmente o serrilhado nos seguintes cenários:
-
: Quando uma peça tem de ser acionada à mão (por exemplo, botões de dispositivos médicos, parafusos de polegar). A saliência garante uma aderência firme e antiderrapante, que não é negociável em ambientes oleosos ou de alta temperatura.
-
: Quando é necessário transferir o binário entre duas peças sem recorrer a fixações complexas. Uma interface serrilhada corretamente concebida cria um interbloqueio mecânico robusto.
-
: Para aumentar significativamente o atrito em encaixe por pressão e montagens de interferência, impedindo a rotação ou o deslizamento entre materiais de contacto (por exemplo, metal encaixado por pressão em plástico).
-
: Para componentes visíveis em que a textura transmite precisão, qualidade e habilidade, como mostradores electrónicos de alta qualidade.
A serrilha desempenha um papel vital na melhoria da funcionalidade e do design visual em vários sectores de produção.

Exemplos industriais de pegas serrilhadas, botões e peças de ajuste.
As suas aplicações podem geralmente ser classificadas em três grupos:
-
: Cria superfícies anti-derrapantes em cabos de ferramentas, botões de ajuste e dispositivos médicos ou laboratoriais.
-
: Utilizado em componentes visíveis, como os mostradores de controlo, dando uma sensação tátil de qualidade superior.
-
: Aplicado em componentes de encaixe por pressão para aumentar o atrito e proporcionar um interbloqueio mecânico.
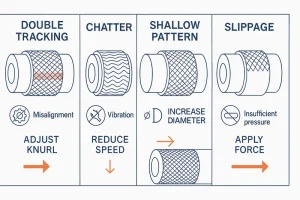
Defeitos comuns da serrilha e como os corrigir.
Um maquinista experiente sabe que a serrilha é um processo implacável em que pequenos erros de configuração conduzem a defeitos visuais imediatos. Para os resolver, é necessária uma visão mecânica:
A deformação plástica durante a serrilha afecta inevitavelmente as dimensões finais da peça, um fator crítico que deve ser tido em conta na fase de conceção.
O recartilhamento normalmente faz com que o diâmetro externo da peça aumente em aproximadamente para . Este aumento deve-se ao facto de o material deslocado ser forçado para fora.
Os engenheiros de projeto devem pré-calcular e reduzir em conformidade o diâmetro inicial da peça de trabalho para compensar o crescimento dimensional causado pela serrilha, assegurando que a dimensão final esteja dentro das tolerâncias especificadas.
É altamente recomendável chanfro as arestas onde a serrilha começa e termina. Isto evita rebarbas e assegura um ponto de início e fim limpo e bem definido para o padrão, evitando o desalinhamento dos bordos.
O área serrilhada, tipo de padrão e passo devem ser claramente indicados no desenho técnico para orientar a programador para um funcionamento preciso.
Q1. ?
A: . , .
Q2. ?
A: () , . () , , .
Q3. ?
A: . . , .
Q4. ?
A: . , . . .
Q5. ?
A: , , . , “” .
O recartilhamento é uma tecnologia indispensável no fabrico de precisão moderno, oferecendo valor para além da simples textura da superfície, equilibrando o desempenho funcional e os requisitos estéticos. Selecionando cuidadosamente o tipo de padrão correto, a configuração da ferramenta e ajustando os parâmetros de acordo com o material, os fabricantes podem obter uma aderência superior, durabilidade e equilíbrio visual nos seus designs de peças.
Em A nossa empresa é especializada em torneamento de precisão e acabamento avançado de superfícies - incluindo serviços de serrilha detalhados para aplicações industriais e decorativas.
Se o seu próximo projeto requer um controlo preciso da textura e uma qualidade consistente, contacte a nossa equipa de engenharia para discutir as suas especificações ou solicite um orçamento gratuito hoje mesmo.


