A maquinação do cobre é uma área altamente especializada do fabrico subtrativo, essencial para a produção de componentes de elevado desempenho em várias indústrias críticas. Embora a excelente condutividade eléctrica e térmica do cobre o torne inestimável, a sua suavidade inerente, ductilidade e elevado coeficiente de expansão térmica apresentam desafios significativos no processo de maquinação. O sucesso na maquinação do cobre depende de um equilíbrio delicado de definições optimizadas da máquina, ferramentas especializadas e conhecimento profundo do material para alcançar tolerâncias apertadas - muitas vezes até 0,01 mm ou menos - e acabamentos de superfície superiores. Esta estrutura descreve o processo completo, desde a seleção de materiais e mecânica do processo até à superação de dificuldades comuns, assegurando que as peças finais cumprem as rigorosas exigências de qualidade e desempenho da tecnologia moderna.
O que é a maquinagem do cobre
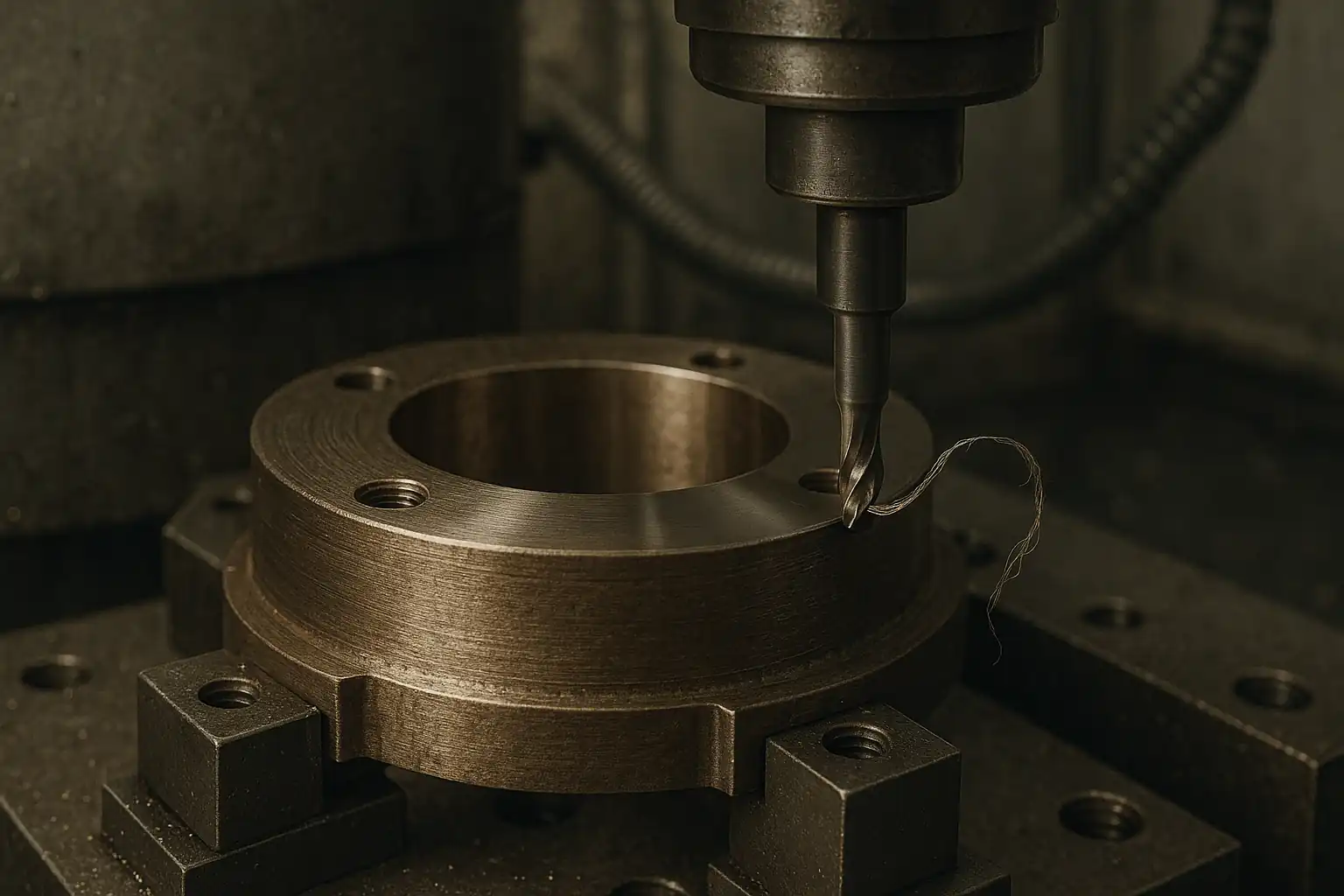
O que é a maquinagem do cobre é uma definição que vai para além da simples remoção de material; é a modelação de precisão do cobre e das ligas de cobre (por exemplo, latão, bronze, cobre-berílio) utilizando maquinaria CNC como moinhos, tornos e centros de perfuração. Este processo subtrativo é necessário porque as propriedades únicas do cobre - nomeadamente, a sua excecional condutividade térmica (até 400 W/m-K) e condutividade eléctrica - tornam-no indispensável para aplicações que requerem uma rápida dissipação de calor ou uma transferência de corrente eficiente. O princípio fundamental para maquinar o cobre, ao contrário do aço ou do alumínio, é gerir a sua extrema ductilidade. Esta caraterística significa que o material tende a deformar-se, rasgar-se ou manchar em vez de formar aparas previsíveis e fáceis de partir, necessitando de estratégias de processo totalmente diferentes para manter a integridade dimensional e a qualidade da superfície.
Como funciona o processo de maquinagem do cobre
A produção efectiva de componentes de cobre de alta precisão segue um processo rigoroso concebido para atenuar as dificuldades inerentes ao material. Como maquinar cobre de forma eficaz envolve várias fases críticas. A sequência abaixo resume um fluxo de trabalho típico de maquinação CNC de cobre utilizado em ambientes de produção de precisão.
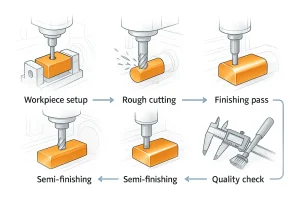
Processo passo a passo de maquinação de peças de cobre, desde a preparação até à inspeção final.
- Fixação da peça de trabalho: A suavidade do cobre exige uma fixação cuidadosa para evitar deformações. Para manter a precisão geométrica, é frequentemente utilizada uma fixação de baixa força e de elevada área de contacto ou mandíbulas macias personalizadas.
- Desrespeito: A remoção inicial de material é efectuada com cortes profundos e taxas de avanço elevadas. Isto é contra-intuitivo mas necessário; o corte agressivo a alta velocidade ajuda a quebrar as aparas de cobre e assegura que a ferramenta passa o mínimo de tempo a esfregar contra o material, o que geraria calor excessivo.
- Gestão do líquido de refrigeração: O líquido de arrefecimento contínuo e de grande volume (à base de óleo ou emulsão de alta qualidade) não é negociável. Tem três funções: arrefecer a zona de trabalho para combater a elevada expansão térmica, lubrificar o corte para evitar a aderência e afastar agressivamente as aparas fibrosas da zona de corte.
- Acabamento: A passagem final centra-se exclusivamente no acabamento da superfície e na precisão dimensional. São utilizadas profundidades de corte reduzidas, ferramentas ultra-afiadas e um controlo preciso da máquina para obter tolerâncias tão apertadas como ± 0,005 mm e acabamentos de superfície até Ra 0,4 µm.
- Controlo de chips: As geometrias especializadas das ferramentas (quebra-cavacos) e os ciclos de perfuração são utilizados para evitar a formação de fios de cobre longos e contínuos que podem emaranhar-se, danificar a peça ou ferir o operador.
Materiais e classes na maquinagem do cobre
A escolha do material de cobre correto implica um equilíbrio entre condutividade eléctrica, resistência e maquinabilidade. Na maquinagem CNC, os materiais de cobre são geralmente classificados em várias categorias principais tipos de materiais, seguido do mais comummente utilizado classes maquináveis.
I. Principais tipos de materiais
| Tipo de material | Caraterística-chave | Visão geral da maquinabilidade | Utilizações típicas |
| Cobre puro (família C11000) | A mais elevada condutividade eléctrica e térmica, mas extremamente macia. | Pobres. Propenso a manchas e à formação de bordos de construção (BUE). | Condutores eléctricos, barramentos, permutadores de calor. |
| Ligas de maquinagem livre (por exemplo, C14500, C14700) | Condutividade ligeiramente inferior, mas excelente quebra de aparas e vida útil da ferramenta. | Elevado. Excelente controlo das aparas e velocidade do processo. | Peças torneadas de alta velocidade, conectores de precisão. |
| Latão (liga Cu-Zn) | Excelente maquinabilidade e resistência à corrosão. | Elevado. Ideal para maquinagem geral. | Válvulas, acessórios de canalização, elementos de fixação. |
| Bronze (liga Cu-Sn) | Elevada força e resistência ao desgaste. | Moderado. Adequado para peças pesadas por fricção. | Buchas, mangas, caixas de rolamentos. |
| Cobre-berílio (Liga Cu-Be) | Combina uma elevada condutividade com uma resistência semelhante à da mola após tratamento térmico. | Moderado/Especializado. Requer protocolos de segurança específicos. | Conectores aeroespaciais, molas de alta tensão. |
| Cupro-Níquel (Liga Cu-Ni) | Resistência superior à corrosão em ambientes marinhos. | Moderado. | Permutadores de calor marítimos, tubagem de água do mar. |
II. Graus comuns de cobre maquinável
| Grau | Nome / Composição | Caraterísticas principais | Maquinabilidade | Aplicações típicas |
| C11000 | Cobre eletrolítico de passo duro ($99.9\%$ Cu) | Condutividade mais elevadaA sua superfície é muito macia e suscetível de aderir. | Pobres | Barramentos, contactos eléctricos. |
| C14500 | Telúrio Cobre ($\aprox 0,5\%$ Te) | Melhor equilíbrio de condutividade e eficiência de corte. | Excelente | Conectores, pontas de soldadura, peças de máquinas de aparafusar. |
| C14700 | Enxofre Cobre ($\aprox 0,3\%$ S) | Bom controlo das aparas e condutividade moderada. | Bom | Acessórios, componentes de canalização. |
| C10100 | Cobre isento de oxigénio | Ultra-alta pureza, vácuo e compatibilidade criogénica. | Pobres | Vedantes de vácuo, supercondutores. |
| C17200 | Cobre-berílio | Alta resistência (até $1300 \text{ MPa}$ após tratamento térmico). | Moderado | Moldes aeroespaciais, contactos de molas. |
Parâmetros-chave de maquinagem e sugestões de ferramentas
O coração técnico da maquinação de cobre bem sucedida reside na otimização Parâmetros de maquinagem do cobre-velocidade de corte (Vc), avanço por dente (fz) e profundidade axial de corte (ap) - em conjunto com ferramentas especializadas.
- Ângulos de inclinação: As ferramentas de corte devem ter um ângulo de inclinação positivo elevado (15° a 25°) e um grande ângulo de folga. Isto proporciona uma aresta afiada que corta o material de forma limpa em vez de o empurrar, reduzindo significativamente as forças de corte e o calor.
- Velocidade de corte: Geralmente, as velocidades de corte elevadas (até 300 m/min para o acabamento) são benéficas. O objetivo é manter a ferramenta a cortar de forma eficiente, evitando que o cobre se solde na aresta.
- Taxa de alimentação: Uma elevada taxa de alimentação (elevada carga de limalha) é frequentemente preferida para encorajar a limalha a partir-se de forma limpa. Os avanços ligeiros aumentam a fricção e o risco de BUE.
- Material da ferramenta: As ferramentas de metal duro não revestidas e altamente polidas são frequentemente a primeira escolha. Para aplicações exigentes, são utilizadas ferramentas revestidas com revestimentos de baixo atrito (como o Diamond-Like Carbon, DLC) para minimizar a aderência e obter uma acabamento superficial da maquinagem do cobre.
- Preparação da borda: O fio de corte deve ser afiado. Uma ligeira afiação é aceitável para o desbaste para melhorar a resistência do gume, mas um gume perfeitamente afiado e polido é obrigatório para passagens de acabamento de alta qualidade.
Desafios e soluções comuns na maquinagem do cobre
As propriedades inerentes ao material de cobre criam vários obstáculos operacionais recorrentes que exigem estratégias de mitigação específicas.
| Desafio | Causa | Solução |
| Borda Construída (BUE) | O cobre adere (solda) à ponta da ferramenta devido à fricção e ao calor. | Ferramentas de inclinação positiva elevada, superfícies de ferramentas polidas e líquido de arrefecimento abundante e de elevada lubricidade. |
| Batatas fritas longas e fibrosas | Extrema ductilidade dos graus de cobre puro. | Utilize classes de maquinagem livre (C145), implemente geometrias de quebra-cavacos nas pastilhas e utilize ciclos de corte especializados (por exemplo, G83 para perfuração). |
| Expansão térmica | O elevado coeficiente de expansão térmica provoca instabilidade dimensional durante o corte. | Utilizar líquido de refrigeração de alto fluxo e temperatura controlada. Deixar a peça estabilizar à temperatura ambiente antes de efetuar medições/acabamentos críticos. |
| Mau acabamento da superfície | Manchas de material, rasgões ou vibrações devido à baixa rigidez. | Assegurar a rigidez da máquina, utilizar ferramentas muito afiadas e polidas e manter uma carga de aparas elevada e constante durante a passagem de acabamento. |
Como evitar a formação de arestas postiças na maquinagem do cobre é o problema mais crucial a resolver. A combinação de alta velocidade de corte, inclinação positiva suficiente e lubrificação agressiva é o único método fiável para evitar que as partículas de cobre se acumulem e comprometam a qualidade final do componente.
Aplicações das peças de cobre maquinadas na indústria
A combinação única de capacidades de desempenho térmico e elétrico torna as peças de cobre maquinadas componentes essenciais em numerosos sectores de elevada fiabilidade.
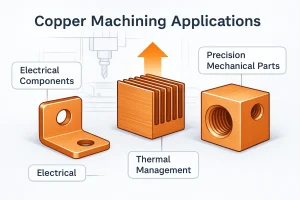
Aplicações típicas da maquinagem de precisão do cobre: componentes eléctricos, gestão térmica e peças mecânicas de precisão.
- Eletrónica e semicondutores: O cobre de alta pureza é maquinado em grandes dissipadores de calor e placas frias para supercomputadores, módulos de potência e equipamento científico especializado para gerir cargas térmicas imensas.
- Distribuição de energia eléctrica: O cobre C110 e C145 é a norma para barramentosconectores de alta corrente e contactos de comutadores em que a resistência mínima é fundamental para a segurança e eficiência.
- Aeroespacial e Defesa: As ligas de cobre são utilizadas em ambientes exigentes, tais como revestimentos da câmara de combustão e bocais em motores de foguetões, utilizando a capacidade do cobre para transferir e dissipar rapidamente o calor das áreas críticas.
- Setor automóvel (EV/Híbrido): O cobre maquinado é amplamente utilizado em sistemas de arrefecimento de baterias e eletrónica de potência de alta tensão devido às suas propriedades leves de gestão do calor e condutividade superior em comparação com o alumínio.
- Médico: Utilizado em alvos de raios X e especializados Blindagem RF devido à sua densidade e às suas elevadas caraterísticas eléctricas.
Conclusão
A maquinação do cobre é uma disciplina crítica para o fabrico de componentes térmicos e eléctricos de elevado desempenho. Embora o material apresente desafios relacionados com BUE, limalhas fibrosas e expansão térmica, estes são ultrapassados com perícia através de uma abordagem personalizada que envolve uma geometria de inclinação positiva elevada, ligas de maquinagem livre como o C145, parâmetros de fuso precisos e uma gestão robusta do líquido de refrigeração. A nossa equipa de engenharia tira partido desta experiência técnica para fornecer componentes de cobre que cumprem as tolerâncias mais rigorosas exigidas pelos sectores da eletrónica, aeroespacial e energético. Pedir um orçamento à nossa equipa de engenharia ou carregue os seus desenhos para uma rápida análise de engenharia e orçamento.