

A profundidade de corte (DOC) é um parâmetro de maquinagem fundamental. Afecta diretamente as forças de corte, a geração de calor e a formação de aparas, o que, por sua vez, determina a qualidade da superfície e a estabilidade dimensional. Este artigo explica o que significa DOC em torneamento e fresagem e como calculá-lo, esclarece a diferença fundamental entre DOC e taxa de avanço e resume os principais factores que limitam o DOC seguro na prática.
O que é a profundidade de corte na maquinagem?
Em termos simples, Profundidade de corte (DOC) refere-se à espessura do material removido pela ferramenta de corte numa única passagem, quando esta entra na peça de trabalho. Em cenários práticos de maquinação, temos de distinguir entre dois conceitos críticos:
-
ap (Profundidade de corte): Em fresagem, refere-se à profundidade a que a ferramenta penetra na peça de trabalho ao longo do seu eixo (Profundidade de corte axial). Em viragem, refere-se normalmente ao Profundidade de corte radial, que é a distância a que a ferramenta penetra na peça na direção radial.
-
ae (largura radial de corte / passo a passo): Refere-se à largura do contacto entre o lado da ferramenta e a peça de trabalho. Na fresagem em face ou na abertura de ranhuras, define a largura de corte lateral da ferramenta e é normalmente designada por Passo a passo.
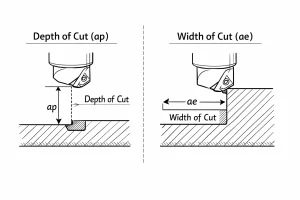
A diferença essencial entre ap e ae: Do ponto de vista da morfologia das pastilhas, ap determina a "altura" do chip, enquanto ae determina a "largura" do chip.
No moderno Maquinação de Alta Eficiência (HEM) estratégias, os engenheiros preferem normalmente uma combinação de grande ap e um pequeno ae. Esta abordagem "profunda e fina" distribui a carga térmica por uma parte mais longa da aresta de corte, evitando a concentração excessiva de calor na ponta da ferramenta. Consequentemente, isto mantém uma elevada Taxa de Remoção de Material (MRR) enquanto aumenta significativamente a vida útil da ferramenta.
As diferenças essenciais entre a velocidade de avanço e a profundidade de corte (DOC)
Os principiantes confundem frequentemente estes dois parâmetros. Embora ambos determinem o Taxa de remoção de material (MRR)No entanto, diferem fundamentalmente nos seus mecanismos físicos e no seu impacto no processo de maquinagem.
1. Diferenças na definição física
Taxa de alimentação descreve a "rapidez" com que a ferramenta se desloca em relação à peça (medida em mm/min ou mm/rot), enquanto que Profundidade de corte (DOC) define a "profundidade" com que a ferramenta penetra na peça de trabalho. Em termos simples, O DOC determina a área da secção transversal de um único corte, enquanto o a velocidade de alimentação determina o tempo necessário para completar esse corte.
2. Impacto na qualidade da maquinagem
Uma velocidade de avanço adequada é limitada pela dureza do material e pela profundidade de corte. Se a taxa de avanço for demasiado elevada em busca de velocidade, o forças de corte aumentará drasticamente. Este facto pode induzir vibração da máquina ou lascamento de ferramentase, em casos graves, pode mesmo danificar o veio da máquina.
3. Relação de equilíbrio dinâmico
Existe um "compromisso" ou uma relação inversa entre o DOC e a taxa de alimentação. Para manter um carga constante do fuso e alargar vida útil da ferramentaEm geral, é necessário diminuir a taxa de avanço quando se aumenta a profundidade de corte; pelo contrário, em cenários de corte pouco profundos, a taxa de avanço pode ser aumentada para manter a eficiência da produção.
Porque é que a profundidade de corte é importante?
- Gestão do calor: A maior parte do calor de corte é transportado pelas aparas. Ajustes DOC incorrectos podem levar à acumulação de calor na ponta da ferramenta, reduzindo significativamente a sua vida útil.
- Qualidade da superfície: As operações de acabamento requerem uma profundidade de corte muito pequena para obter um acabamento espelhado, ao passo que as operações de desbaste exigem uma grande profundidade de corte para remover rapidamente o material.
- Controlo de custos: A profundidade de corte optimizada reduz os tempos de ciclo de maquinação, diminuindo o custo unitário por peça.
Como calcular a profundidade de corte
Os cálculos variam consoante o tipo de processo:
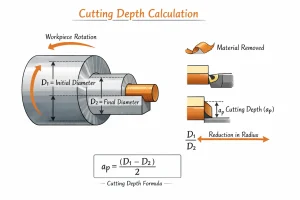
Profundidade de corte no torneamento
Nas operações de torneamento, a profundidade de corte ap é calculada como:
ap = (D - d) / 2
Onde D é o diâmetro inicial e d é o diâmetro final.
Profundidade de corte na fresagem
Na fresagem, a profundidade de corte é definida diretamente no programa CNC utilizando duas dimensões: profundidade de corte axial (ap) e profundidade de corte radial (ae, step-over). Na prática, a seleção do DOC está frequentemente associada à taxa de remoção de material:
MRR (cm³/min) = ae × ap × Vf / 1000
Em que Vf é a velocidade de avanço (mm/min), ae é o engate radial (mm) e ap é a profundidade axial (mm).
As regras gerais sugerem:
-
Desrespeito: ap é frequentemente definido como 25%-50% do diâmetro da ferramenta (típico para fresagem lateral com boa rigidez; utilizar valores mais baixos para ranhura total).
-
Acabamento: ap é normalmente 0,05 mm-0,2 mmdependendo da tolerância e dos requisitos de acabamento da superfície.
Relação sinérgica entre DOC e outros factores de maquinagem
Ao definir a profundidade de corte, confiar apenas nos manuais de materiais é insuficiente. É necessário avaliar as variáveis de todo o sistema de maquinagem, uma vez que os seguintes factores determinam diretamente o limite superior real do DOC utilizável:
1. Saliência da ferramenta e relação L/D (a variável crítica)
A relação entre o comprimento da saliência da ferramenta e o seu diâmetro (L/D) é o principal fator de maquinagem tagarelar.
-
Saliência reduzida (L/D < 3): O sistema é altamente rígido, permitindo um DOC maior para maximizar o desempenho da ferramenta.
-
Saliência longa (L/D > 5): À medida que a saliência aumenta, a rigidez na ponta da ferramenta diminui exponencialmente. Nestes casos, a ap deve ser significativamente reduzida para evitar marcas de vibração ou a potencial quebra da ferramenta.
2. Rigidez da máquina e potência do fuso
A profundidade de corte determina diretamente a resistência ao corte e a carga.
-
Limitações de potência: Se o DOC for demasiado agressivo, o binário do fuso pode ser insuficiente, levando a flutuações das RPM ou a alarmes de sobrecarga do fuso.
-
Rigidez estrutural: As máquinas ligeiras podem registar vibrações na carroçaria em caso de corte com carga elevada. Nestes casos, é necessária uma estratégia "multi-passos, pequeno DOC" para garantir a precisão dimensional.
3. Condições do líquido de refrigeração e de lubrificação
Um DOC maior gera temperaturas mais elevadas na zona de corte.
-
Espaço de evacuação de chips: Em ranhura Em operações de corte de alta velocidade, um DOC grande pode levar à acumulação de aparas nas ranhuras. Sem pressão de refrigeração suficiente para expulsar as aparas, ocorre o "corte secundário", que pode queimar instantaneamente a aresta de corte.
-
Vantagem do líquido de arrefecimento interno: Ferramentas com Líquido de arrefecimento através do fuso (TSC) suportam geralmente um DOC maior do que a refrigeração por inundação externa, uma vez que fornecem líquido de refrigeração diretamente à zona de corte para ajudar na dissipação de calor e na remoção de aparas.
4. Estabilidade da configuração da peça de trabalho
O método de fixação do trabalho determina a carga de impacto que a configuração pode suportar.
-
Peças de paredes finas ou complexas: Estas peças têm baixa rigidez estrutural e são propensas a deformação sob forças de corte. O DOC deve ser extremamente conservador, normalmente associado a estratégias de maquinagem a alta velocidade (HSM) (RPM elevadas, DOC reduzido, avanço rápido).
-
Fixação rígida: Com um suporte de trabalho robusto, como tornos de alta potência ou dispositivos hidráulicos, pode ser utilizado um DOC maior para aumentar a taxa de remoção de material.
Factores que afectam a profundidade de corte
Antes de definir os parâmetros, é necessário avaliar as seguintes variáveis:
- Material da peça de trabalho: Quanto maior for a dureza (por exemplo, ligas de titânio, aço inoxidável), menor deverá ser a profundidade de corte.
- Material da ferramenta: As ferramentas de metal duro podem suportar profundidades de corte muito maiores do que as ferramentas de aço rápido (HSS).
- Rigidez da máquina: Quanto mais estável for a máquina, maior será a carga de corte que pode suportar.
- Líquido de refrigeração: Um arrefecimento eficaz permite uma maior profundidade de corte através da gestão do stress térmico.
FAQ: Perguntas mais frequentes
P: Qual é a profundidade mínima de corte na maquinagem? R: Regra geral, a profundidade de corte não deve ser inferior ao raio da ponta da ferramenta (R). Se a profundidade de corte for inferior ao raio da ponta, a ferramenta irá "esfregar" ou "polir" o material em vez de o "cortar", conduzindo ao endurecimento por trabalho e a uma degradação grave da superfície.
P: Qual é a profundidade máxima de corte na maquinagem? R: Recomenda-se geralmente que não se exceda 2/3 do comprimento efetivo da aresta de corte da pastilha. Além disso, consulte os limites de potência do fuso da máquina para evitar alarmes de sobrecarga.
Conclusão
Dominar o equilíbrio da profundidade de corte é a chave para conseguir uma redução de custos e ganhos de eficiência. A configuração correta dos parâmetros não só protege o seu equipamento dispendioso, como também garante que cada peça entregue ao cliente é precisa e sem falhas.
À procura de soluções profissionais de maquinagem? Como fornecedor líder de maquinagem de precisão, temos mais de 15 anos de experiência no sector. Se se deparar com desafios na otimização de parâmetros de maquinagem ou necessitar de serviços de fabrico CNC de alta qualidade:


