
O SFM é um parâmetro de velocidade comummente utilizado na maquinagem que descreve a velocidade de corte real da ferramenta na superfície da peça de trabalho. Não é apenas um valor utilizado para calcular a velocidade do fuso, mas também um fator que afecta a vida útil da ferramenta, o acabamento da superfície e a eficiência da maquinagem.
Este artigo irá explicar o que é o SFM, como é calculado, como difere das RPM e como afecta o desempenho real da maquinação.
O que é a SFM na maquinagem?
A SFM refere-se à distância que a aresta de corte percorre através da superfície da peça de trabalho num minuto, e é uma forma comum de medir a velocidade de corte.
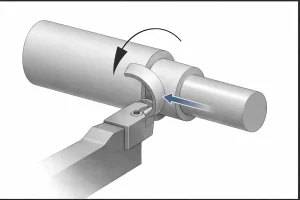
Ao contrário das RPM, o SFM centra-se na velocidade real no ponto de contacto entre a ferramenta e a peça de trabalho, pelo que é normalmente uma referência mais útil na definição dos parâmetros de maquinagem.
Como é que a SFM afecta o processo de maquinação?
No corte de metal, a SFM (pés de superfície por minuto) afecta diretamente as condições de corte na zona de contacto entre a ferramenta e a peça de trabalho. À medida que a velocidade de corte muda, o calor de corte, o desgaste da ferramenta, o acabamento da superfície e a eficiência da maquinagem também mudam. Compreender o papel do SFM ajuda a alcançar um melhor equilíbrio entre eficiência, estabilidade e custo na maquinagem real.
Calor de corte
A SFM é um dos principais factores que afectam o calor de corte. À medida que a velocidade de corte aumenta, o atrito e a deformação plástica entre a ferramenta e a peça de trabalho tornam-se normalmente mais fortes, e a temperatura na zona de corte aumenta em conformidade.
Baixo SFM: Quando o calor é insuficiente, é mais provável que o material adira à aresta de corte e forme uma aresta postiça (BUE), o que pode afetar a precisão dimensional e o estado da superfície.
SFM elevado: O calor torna-se mais concentrado. Uma temperatura moderada pode ajudar o material a cisalhar mais facilmente, mas se a velocidade for demasiado elevada, a temperatura da ferramenta pode aumentar rapidamente, acelerando o desgaste e causando mesmo o amolecimento térmico.
Vida útil da ferramenta
A SFM tem um efeito claro na vida útil da ferramenta. Em geral, quanto maior a velocidade de corte, mais rápido a ferramenta se desgasta. No entanto, uma velocidade mais baixa nem sempre significa uma melhor proteção da ferramenta.
SFM elevado: É mais provável que acelere o desgaste por difusão e o desgaste por oxidação, reduzindo a vida útil da ferramenta.
Baixo SFM: Pode provocar um corte instável, aumentando o risco de abrasão mecânica, microfissuras ou desgaste anormal.
Na produção real, as definições de SFM têm normalmente de equilibrar a eficiência da maquinagem com o custo de substituição da ferramenta.
Acabamento da superfície
Um SFM adequado ajuda frequentemente a melhorar o acabamento da superfície, mas uma velocidade mais elevada nem sempre é melhor. É necessário manter-se dentro de um intervalo adequado.
Redução do rasgamento: Uma velocidade de corte mais elevada ajuda normalmente o material a cortar de forma mais estável, reduzindo o rasgamento da superfície e as marcas de arrastamento.
Melhoria do estado da superfície: Quando o SFM está corretamente definido, o processo de corte torna-se mais estável e o perfil da superfície é normalmente mais uniforme.
Redução de conversas: Em alguns casos, o ajuste do SFM também pode ajudar a evitar gamas de velocidade instáveis e a reduzir as marcas de vibração.
Eficiência de maquinagem
A SFM também afecta a eficiência global da maquinação. Quando a velocidade de corte aumenta dentro de um intervalo razoável, o tempo de ciclo pode normalmente ser reduzido e a produção por unidade de tempo pode ser melhorada.
Maior rendimento: Aumentar o SFM dentro de uma gama adequada ajuda frequentemente a melhorar a eficiência da maquinação.
Equilíbrio de custos: No entanto, se a velocidade for demasiado elevada, o consumo da ferramenta também aumentará. Em aplicações reais, a vida útil da ferramenta, a estabilidade do processo e o custo por peça ainda precisam de ser considerados em conjunto.
De uma perspetiva prática de maquinação, a SFM correta não é simplesmente a velocidade mais elevada, mas a velocidade que cria um equilíbrio mais fiável entre o material, a ferramenta e as condições de corte reais.
Medição de unidades e padrões SFM
Na configuração do processo, a distinção entre unidades e indústria normas é essencial para interpretar com exatidão os manuais técnicos de vários fabricantes.
Unidades físicas
A essência da SFM é a velocidade linear, definida por unidades específicas de distância e tempo:
- Unidade de distância: Pés lineares.
- Unidade de tempo: Minuto.
- Base de conversão: 1 Pé = 12 Polegadas ≈ 0,3048 Metros.
Normas do sector
Dependendo das convenções regionais e das marcas, a velocidade de corte segue principalmente dois sistemas normalizados:
- Padrão imperial (EUA/Reino Unido): Comummente designado por SFM (Surface Feet per Minute). Esta norma é amplamente utilizada pelas marcas de ferramentas norte-americanas.
- Norma internacional ISO (métrica): Comummente designada por SMM (Metros de superfície por minuto) ou Vc. Esta norma é normalmente utilizada no fabrico europeu, chinês e asiático.
Conversão de unidades entre SFM e m/min
Uma vez que 1 metro é aproximadamente 3,28 pés, os factores de conversão são os seguintes
- Do sistema métrico para o sistema imperial: SMM × 3,28 = SFM
- Do sistema imperial para o sistema métrico: SFM × 0,3048 = SMM
Na prática, os fornecedores globais, como a Sandvik ou a Kennametal, listam normalmente ambas as normas nos seus catálogos, permitindo aos engenheiros selecionar os parâmetros que correspondem às definições do sistema da sua máquina (G20 ou G21).
Diferenças entre SFM e RPM
Compreender a diferença essencial entre estes dois é a pedra angular da lógica de maquinagem:
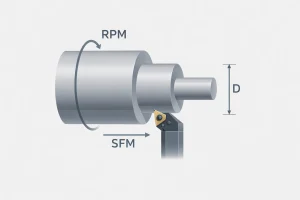
- RPM (rotações por minuto): Descreve o número de rotações que o fuso faz por minuto, que é uma velocidade angular fixa.
- SFM: Descreve a distância física efectiva viajou pela vanguarda.
- A relação de diâmetro: Com as mesmas RPM, uma peça ou uma ferramenta de maior diâmetro terá um SFM mais elevado na sua aresta. Isto significa que, ao maquinar peças de grande diâmetro, as RPM devem ser significativamente reduzidas; caso contrário, a aresta de corte pode queimar instantaneamente devido à velocidade linear excessiva.
Conversão de parâmetros entre SFM e RPM
A relação numérica entre estes dois parâmetros é regida pelo diâmetro da ferramenta (D) e pela constante matemática π:
- Conversão de RPM para SFM: Uma vez que a distância percorrida por rotação é igual à circunferência (π × D), a velocidade linear é encontrada multiplicando as RPM pela circunferência. Como o diâmetro (D) é normalmente medido em polegadas, dividimos por 12 para converter o valor em pés:
SFM = (RPM × π × D) / 12 - Conversão de SFM para RPM: Este é o cálculo mais frequente utilizado no chão de fábrica. Para manter um SFM específico, as RPM devem ser ajustadas inversamente ao diâmetro. Os engenheiros utilizam a seguinte fórmula simplificada para cálculos rápidos:
RPM ≈ (SFM × 3,82) / D
(Onde 3,82 é a constante derivada do rácio 12 / π).
Factores que afectam a SFM
Antes de definir a SFM, múltiplas variáveis dentro do sistema de maquinação devem ser avaliadas de forma abrangente, uma vez que estes factores definem os limites superiores das velocidades de corte seguras:
- Material da peça de trabalho: Este é o fator decisivo. Por exemplo, as ligas de alumínio permitem velocidades lineares extremamente elevadas, enquanto as ligas de titânio - devido à sua elevada dureza e fraca condutividade térmica - requerem uma redução significativa da SFM.
- Material e revestimento da ferramenta: As ferramentas de metal duro oferecem uma resistência ao calor muito superior à do aço rápido (HSS). Além disso, os revestimentos de elevado desempenho (como o AlTiN) proporcionam uma barreira térmica, aumentando ainda mais os limites da velocidade de corte.
- Aplicação do líquido de refrigeração: O arrefecimento e a lubrificação eficazes podem dissipar rapidamente o calor da zona de corte, permitindo que a máquina funcione de forma estável a níveis mais elevados de SFM.
- Rigidez do sistema da máquina: Se a máquina, o dispositivo de fixação ou o porta-ferramentas não tiverem estabilidade, a maquinação a alta velocidade pode facilmente induzir ressonância. Para garantir a precisão dimensional, é frequentemente necessário limitar proactivamente o SFM para evitar zonas de vibração instáveis.
Erros comuns
Ao definir os parâmetros de maquinagem, o empirismo conduz frequentemente a escolhas incorrectas de SFM, o que, por sua vez, prejudica a qualidade da maquinagem e a vida útil da ferramenta. Abaixo estão várias armadilhas comuns em operações reais:
- Manutenção de uma RPM fixa durante o faceamento: À medida que a ferramenta se desloca em direção ao centro da peça, o diâmetro efetivo aproxima-se de zero e o SFM diminui em conformidade. Isto leva a uma fraca rugosidade superficial no centro ou à geração de BUE. Recomenda-se a utilização do G96 (Velocidade de superfície constante) permitindo que a máquina compense automaticamente as RPM à medida que o diâmetro diminui.
- Seguir cegamente manuais de referência desactualizados: Muitos manuais utilizados nas fábricas foram escritos há décadas, enquanto o desempenho físico dos revestimentos modernos de alto desempenho (como o AlTiN) excede em muito os dados tradicionais. Sugere-se que se dê sempre prioridade às fichas técnicas mais recentes do seu fornecedor de ferramentas atual e que se faça um ajuste fino com base na rigidez da máquina.
- Ignorar a sensibilidade do material ao calor: Para materiais com baixa condutividade térmica, como o aço inoxidável, aumentar cegamente o SFM para obter eficiência fará com que o calor se acumule instantaneamente na ponta da ferramenta, levando à quebra da aresta.
Como ajustar os valores de SFM para diferentes materiais?
Os diferentes metais reagem de forma diferente ao calor de fricção com base na sua estrutura molecular e propriedades físicas. Ao definir o SFM, é essencial ajustar os valores de acordo com os atributos específicos do material:
Material comum SFM Quadro de referência
| Categoria de material | Gama SFM recomendada | Conselhos sobre maquinagem |
| Ligas de alumínio | 600 – 1500+ | Excelente condutividade térmica. As altas velocidades proporcionam um acabamento superior e evitam a soldadura de aparas. |
| Aço carbono | 300 – 800 | O material mais comum. Equilibrar a produção de calor e o desgaste da ferramenta com base no teor de carbono. |
| Aço de liga leve | 250 – 600 | Elevada resistência e tenacidade. Utilize velocidades moderadas para equilibrar a eficiência e a vida útil da ferramenta. |
| Aço inoxidável | 150 – 350 | Tendência para o endurecimento por trabalho e para uma fraca dissipação de calor. É necessário um controlo rigoroso da velocidade. |
| Ferro fundido | 250 – 500 | Estrutura abrasiva. Ajustar com base no tipo de grafite; o ferro dúctil requer normalmente velocidades mais baixas. |
| Ligas de titânio | 80 – 150 | Risco elevado de falha térmica. Requer velocidades baixas combinadas com líquido de refrigeração de alta pressão. |
| Ligas de alta temperatura | 50 – 120 | Mantém a resistência sob calor extremo. Desgaste elevado da ferramenta; requer velocidades muito baixas e revestimentos avançados. |
| Latão e bronze | 400 – 1000 | Fácil de maquinar. Permite velocidades mais elevadas, embora algumas ligas possam ser abrasivas para as ferramentas. |
Ligas de alumínio
O alumínio oferece uma excelente maquinabilidade e condutividade térmica. As velocidades lineares elevadas não só aumentam a eficiência da produção, como também evitam eficazmente que o material adira à aresta de corte - conhecida como Aresta Construída - resultando num acabamento de superfície espelhado.
Aço carbono
Sendo o material de maquinagem mais utilizado, o aço-carbono tem uma vasta gama de SFM. O teor de carbono é o guia principal: os aços com menor teor de carbono permitem velocidades mais elevadas, enquanto os aços com maior teor de carbono ou temperados requerem valores mais baixos para equilibrar o calor e o desgaste físico da ferramenta.
Aço inoxidável
O aço inoxidável é caracterizado por propriedades significativas de endurecimento por trabalho. Devido à sua fraca condutividade térmica, o calor de corte acumula-se rapidamente na ponta da ferramenta. Se o SFM for demasiado elevado, a aresta de corte amolecerá rapidamente ou mesmo fracturará sob a temperatura intensa.
Ferro fundido
As partículas abrasivas internas e a morfologia da grafite (em flocos ou nodular) têm um impacto significativo na resistência ao corte. As definições de SFM devem ser manuseadas com cuidado; por exemplo, o ferro dúctil é mais duro do que o ferro cinzento e geralmente requer uma velocidade de corte mais baixa.
Titânio e ligas à base de níquel
Muitas vezes referidos como superligas, estes materiais geram temperaturas extremas no ponto de corte. Para manter um processo de maquinação controlável, a velocidade tem de ser sacrificada, mantendo o SFM num intervalo muito baixo para garantir a integridade da ferramenta.
Latão e bronze
Estes materiais são geralmente conhecidos pela sua excelente maquinabilidade. Podem ser aplicadas velocidades lineares elevadas para obter taxas de produção elevadas e um acabamento superficial limpo. No entanto, é importante monitorizar o desgaste da ferramenta quando se trabalha com ligas de bronze específicas que contêm elementos abrasivos, uma vez que podem ser mais exigentes para a aresta de corte do que o latão de corte livre normal.
Conclusão
O SFM é mais do que apenas um parâmetro de velocidade. Reflecte a forma como a ferramenta, o material e as condições de corte são combinados. Compreender e definir corretamente a SFM pode ajudar a melhorar o acabamento da superfície e a vida útil da ferramenta, tornando o processo global de maquinagem mais estável e eficiente.
FAQ
Um SFM mais elevado é sempre melhor?
Não. Um SFM mais elevado pode melhorar a eficiência da maquinagem e, em alguns casos, o acabamento da superfície, mas apenas se se mantiver dentro de um intervalo adequado. Se o SFM for demasiado elevado, o desgaste da ferramenta pode aumentar rapidamente e o calor de corte pode tornar-se mais concentrado. Se a SFM for demasiado baixa, é mais provável que ocorram arestas postiças, corte instável e acabamento superficial deficiente. O SFM correto é normalmente aquele que cria um bom equilíbrio entre a vida útil da ferramenta, a qualidade da peça e a eficiência da maquinação.
Que ferramentas podem ser utilizadas para calcular a SFM?
Na maquinagem real, existem quatro tipos comuns de ferramentas utilizadas para calcular a SFM. A primeira é uma calculadora SFM em linhaque permite aos utilizadores introduzir o diâmetro da ferramenta e a velocidade do fuso, ou começar com um SFM recomendado e calcular as RPM. O segundo é gráficos de dados de corte ou catálogos digitais fornecidos pelos fabricantes de ferramentasque lista as gamas recomendadas de SFM, avanço e velocidade para diferentes materiais. O terceiro é aplicações móveis de maquinagemque incluem frequentemente conversões rápidas para SFM, RPM, velocidade de avanço e dados de perfuração. A quarta é a funções de cálculo incorporadas em alguns softwares de programação CNC ou sistemas CAMque ajudam a definir a velocidade de corte e a velocidade do fuso durante a programação. Na prática, estas ferramentas devem ser utilizadas como ponto de partida e as definições finais devem ainda ser ajustadas de acordo com o material, a ferramenta e as condições de corte efectivas.
O que é um bom SFM para o aço?
Não existe um valor SFM único que funcione para todos os aços. O intervalo correto depende do tipo de aço, da dureza, do material da ferramenta, do revestimento e do estado do líquido de refrigeração. Em geral, o aço com baixo teor de carbono permite frequentemente um SFM mais elevado, enquanto o aço de liga ou o aço endurecido requerem normalmente uma gama mais conservadora. Na maquinagem real, a abordagem mais segura é começar com os dados recomendados pelo fornecedor da ferramenta e, em seguida, ajustar a velocidade com base no desgaste da ferramenta, no acabamento da superfície e na estabilidade do corte.


