Nos domínios da engenharia de produção e da conceção de produtos, a planicidade da superfície afecta não só a estética, mas também a precisão da montagem e a segurança operacional. Um furo escareado é um tipo fundamental e crítico de processamento de furos, com o seu valor central a residir na obtenção de uma integração perfeita entre os elementos de fixação e a superfície da peça de trabalho.
O domínio das especificações do processo e das técnicas de aplicação do escareamento é uma base essencial para qualquer engenheiro garantir que os produtos cumprem as normas industriais. Este guia técnico fornece uma visão abrangente dos furos de escareamento, desde as definições e passos de construção até à resolução de problemas comuns.
O que é um furo escareado?
Um furo escareado refere-se a um alargamento cónico processado na abertura de um furo cilíndrico existente numa peça de trabalho. O seu principal objetivo é proporcionar um espaço rebaixado para os parafusos de cabeça chata, permitindo que a cabeça do parafuso fique nivelada ou ligeiramente abaixo da superfície da peça de trabalho depois de apertada.
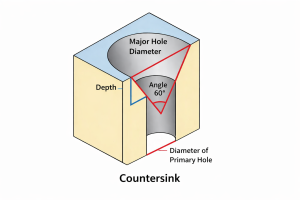
Do ponto de vista geométrico, um furo escareado padrão consiste em duas partes: um furo piloto cilíndrico na parte inferior e um recesso cónico na parte superior. Esta estrutura não só melhora a arrumação do exterior, como também evita que as cabeças dos parafusos salientes prendam objectos ou causem riscos, o que é particularmente vital em espaços de montagem apertados.
Como fazer um furo escareado
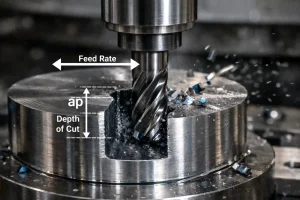
O processamento de um furo escareado não é uma simples questão de aumentar o diâmetro do furo; é um processo de corte profissional que requer um controlo preciso da profundidade e do ângulo. Para garantir que o furo é plano e encaixa perfeitamente no parafuso, recomenda-se que siga estes passos padronizados:
Perfuração de um furo piloto
Antes de processar o escareador, deve ser efectuado um furo piloto. O diâmetro do furo piloto deve ser ligeiramente superior ao diâmetro nominal da rosca do parafuso, normalmente entre 0,2 e 0,5 mm. É essencial assegurar que o furo piloto é perpendicular à superfície; se o furo piloto estiver inclinado, o escareador subsequente também estará inclinado, impedindo que a cabeça do parafuso fique nivelada.
Seleção e instalação da broca escareadora
Selecione uma broca de escareamento que corresponda às especificações do parafuso e ao ângulo necessário, por exemplo, 90 graus. Ao carregar a broca numa prensa de perfuração ou num berbequim manual, verifique sempre a sua excentricidade para evitar uma forma de furo irregular ou poligonal causada por um eixo descentrado.
Definir o limite de profundidade
Para maquinação de precisão ou produção em massa, recomenda-se a instalação de um limitador de profundidade na prensa de perfuração ou na broca. Se não estiver disponível um limite de hardware, efectue primeiro um corte de teste em material de sucata. Meça a profundidade necessária para que o parafuso fique perfeitamente nivelado e marque a escala de avanço para garantir a consistência em vários furos.
Início da perfuração e remoção de aparas
Ligar a broca e começar a cortar a uma velocidade de rotação baixa. Siga o princípio da alimentação de curso curto, que envolve perfurar até uma certa profundidade e depois levantar ligeiramente a broca. Isto ajuda a remover os detritos da superfície cónica, evitando que a acumulação de aparas risque a parede do furo ou cause marcas de vibração.
Inspeção e afinação
Depois de atingir a profundidade pretendida, parar a máquina e colocar um parafuso no orifício para um teste de ajuste. Idealmente, a cabeça do parafuso deve ficar aproximadamente 0,1 mm abaixo da superfície para ter em conta a espessura dos revestimentos ou tintas subsequentes. Se a profundidade for insuficiente, reinicie a broca e aprofunde ligeiramente o corte.
Tipos de furos escareados
O perfil geométrico de um escareador deve corresponder exatamente ao cone do fixador para assegurar uma distribuição uniforme da carga. Dependendo da forma da cabeça do fixador e das normas de engenharia aplicáveis, os tipos comuns de furos de escareamento incluem:
Classificação por padrão e ângulo de fixação
-
Escareador de 90°: A norma universal para parafusos métricos.
-
82° Escareador: A especificação típica para fixadores imperiais (Unified Thread Standard).
-
Ângulos de aplicação especial: Dependendo dos requisitos específicos de engenharia, também são utilizados ângulos como 60°, 100°, 110° e 120°.
Classificação por forma funcional de engenharia
-
Escareador de cabeça plana: A forma mais utilizada, caracterizada por um recesso cónico com um topo plano. O ângulo incluído é normalmente de 82° para ferragens comerciais (especialmente no trabalho da madeira) e frequentemente de 100° para rebitagem ou aplicações específicas de ferragens aeroespaciais.
-
Escareador de cabeça oval: Especificamente concebido para parafusos de cabeça oval que apresentam um exterior ligeiramente convexo e liso. O ângulo incluído é tipicamente de 100°, frequentemente utilizado em projectos industriais, tais como molduras e remates, em que é necessária uma fixação e uma estética.
-
Escareador de cabeça redonda: Embora menos comum, este tipo combina eficazmente com parafusos de cabeça redonda. É tipicamente utilizado em casos especializados em que se pretende uma cabeça de parafuso saliente e decorativa como caraterística de design, ou quando se instalam fixadores de perfil plano em ferragens que não possuem furos escareados nativos.
Dimensões dos furos do escareador
Nos desenhos de engenharia, as especificações dimensionais devem ser rigorosamente seguidas para garantir a precisão do ajuste. Segue-se uma tabela de referência para as dimensões comuns do escareador com base nas normas ISO:
Tabela de tamanhos de furos escareados para parafusos de cabeça chata (ISO)
Todas as dimensões estão em milímetros, exceto o ângulo de escareamento.
Fonte de dados: A Bíblia do Engenheiro - Dados ISO de escareação
| Tamanho do fixador (rosca) | Diâmetro do orifício piloto (Fecho H12) | Diâmetro do furo piloto (ajuste normal H13) | Diâmetro do orifício piloto (ajuste solto H14) | Diâmetro do escareador | Ângulo do escareador (°) |
| M3 | 3.2 | 3.4 | 3.6 | 6.94 | 90 |
| M3.5 | 3.7 | 3.9 | 4.2 | 8.96 | 90 |
| M4 | 4.3 | 4.5 | 4.8 | 9.18 | 90 |
| M5 | 5.3 | 5.5 | 5.8 | 11.47 | 90 |
| M6 | 6.4 | 6.6 | 7 | 13.71 | 90 |
| M8 | 8.4 | 9 | 10 | 18.25 | 90 |
| M10 | 10.5 | 11 | 12 | 22.73 | 90 |
| M12 | 13 | 13.5 | 14.5 | 27.21 | 90 |
| M16 | 17 | 17.5 | 18.5 | 33.99 | 90 |
| M20 | 21 | 22 | 24 | 40.71 | 90 |
Tabela de tamanhos de furos escareados para fixadores de máquina de 82 graus (ANSI em polegadas)
Todas as dimensões estão em polegadas, exceto o ângulo do escareador.
Fonte de dados: A Bíblia do Engenheiro - Dados ANSI 82° Countersunk
| Tamanho do fixador (rosca) | Diâmetro do orifício piloto (ajuste apertado) | Diâmetro do furo piloto (ajuste normal) | Diâmetro do orifício piloto (ajuste solto) | Diâmetro do escareador | Ângulo do escareador |
| #0 | 1/15 | 6/79 | 3/32 | 5/42 | 82 |
| #1 | 3/37 | 4/45 | 8/77 | 13/89 | 82 |
| #2 | 3/32 | 7/69 | 7/62 | 16/93 | 82 |
| #3 | 5/47 | 8/69 | 9/70 | 1/5 | 82 |
| #4 | 3/25 | 9/70 | 14/97 | 9/40 | 82 |
| #5 | 9/64 | 5/32 | 11/64 | 25/99 | 82 |
| #6 | 2/13 | 10/59 | 5/27 | 12/43 | 82 |
| #8 | 9/50 | 10/51 | 13/61 | 1/3 | 82 |
| #10 | 15/73 | 21/95 | 5/21 | 5/13 | 82 |
| #12 | 15/64 | 15/61 | 6/23 | 39/89 | 82 |
| 1/4 | 17/64 | 9/32 | 19/64 | 36/71 | 82 |
| 5/16 | 21/64 | 11/32 | 23/64 | 40/63 | 82 |
| 3/8 | 25/64 | 13/32 | 27/64 | 16/21 | 82 |
| 7/16 | 29/64 | 15/32 | 31/64 | 69/85 | 82 |
| 1/2 | 17/32 | 9/16 | 39/64 | 7/8 | 82 |
| 9/16 | 19/32 | 5/8 | 43/64 | 1 | 82 |
| 5/8 | 21/32 | 11/16 | 47/64 | 1 1/8 | 82 |
| 3/4 | 25/32 | 13/16 | 29/32 | 1 3/8 | 82 |
Aplicações e usos dos furos escareados
Os modelos de escareadores são amplamente utilizados em cenários com requisitos rigorosos de qualidade de superfície e utilização de espaço,

e dinâmica de fluidos. As suas principais aplicações funcionais incluem:
Manutenção da suavidade da superfície e da dinâmica dos fluidos
Nos componentes estruturais em que é necessário um nivelamento absoluto da superfície (como as peles exteriores dos veículos de alta velocidade), os furos escareados garantem que os fixadores não perturbam a continuidade da superfície. Isto reduz efetivamente a resistência dos fluidos e evita a turbulência ou o ruído aerodinâmico durante o funcionamento a alta velocidade.
Prevenção de interferências mecânicas e otimização do espaço
Em montagens de precisão ou estruturas mecânicas compactas, o escareamento elimina as saliências da superfície ao enterrar a cabeça do fixador no substrato. Isto evita a interferência física entre peças móveis e permite designs ultra-finos, permitindo que os componentes se empilhem ou deslizem sem obstrução.
Melhorar a segurança operacional e a experiência ergonómica
Ao eliminar as cabeças dos parafusos expostas, os orifícios de rebaixamento evitam que os operadores ou o pessoal de manutenção sejam arranhados por arestas metálicas afiadas. Além disso, em dispositivos portáteis ou produtos industriais que requerem um contacto frequente, o rebaixamento assegura que os fixadores não perturbam a aderência geral ou a continuidade tátil.
Escareador vs. Contrafuro
Na conceção mecânica, os furos escareados e os furos escareados são as duas caraterísticas mais frequentemente confundidas.
A Escareador apresenta uma secção transversal cónica típica (em forma de V). Os bordos do furo são inclinados num ângulo específico, concebido especificamente para acomodar parafusos de cabeça escareada. A inclinação encaixa perfeitamente na parte inferior cónica da cabeça do parafuso, proporcionando uma função de auto-centralização.
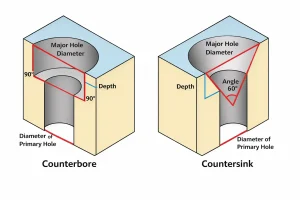
Em contrapartida, um Contra-furo apresenta-se como um alargamento cilíndrico (de fundo plano). Apresenta um fundo plano e paredes laterais verticais. É utilizado principalmente para acomodar parafusos de cabeça cilíndrica ou outros elementos de fixação com cabeças de fundo plano. Devido à sua superfície de apoio plana, um escareador pode suportar pressões de aperto mais elevadas.
Outros buracos na engenharia
O processamento de furos é um vasto ramo da maquinagem e o escareamento é apenas uma parte dele:
Visão geral dos tipos de furos comuns
- Buraco cego: Um furo que não penetra na parte de trás da peça; o controlo da profundidade é fundamental.
- Furo passante: Penetra completamente no material para ligação ou drenagem/ventilação.
- Cara de pau: Limpa apenas a superfície rugosa à volta de um furo para proporcionar uma superfície de apoio plana para uma anilha.
- Furo roscado: Possui roscas internas para fixação direta por aparafusamento de um parafuso.
FAQ
Quais são as duas razões pelas quais um furo tem de ser escareado?
Existem duas razões principais: em primeiro lugar, por razões de segurança e de planicidade, eliminando as saliências da superfície para evitar entalamentos, interferências ou riscos; em segundo lugar, por razões aerodinâmicas, mantendo uma superfície aerodinâmica para reduzir a resistência.
Quais são os erros mais comuns na construção de rebaixamentos?
Os erros mais comuns incluem ângulos desfasados entre o escareador e o parafuso (por exemplo, 90° vs. 82°), perfuração demasiado profunda e vibração da superfície causada por velocidades de rotação excessivas.
Quais são as desvantagens de um furo escareado?
Um escareador enfraquece a espessura do material na abertura do furo. Para chapas finas, isto pode resultar numa resistência estrutural insuficiente ou fazer com que a cabeça do parafuso "puxe" o material sob alta tensão.
Como é que se repara um furo escareado na engenharia?
Se um escareador for processado demasiado grande, as soluções comuns incluem a utilização de um tamanho de parafuso maior e uma nova perfuração, a utilização de pastilhas de reparação de roscas dedicadas (como Helicoils), ou o enchimento e nova maquinagem.
Conclusão
Um furo escareado é um importante elemento de design que equilibra a estética industrial com a função mecânica. Ao utilizar escolhas dimensionais padronizadas e processos de corte precisos, pode melhorar significativamente a precisão da montagem e a durabilidade do produto.
Se pretender otimizar o seu design de escareador com base em peças e materiais reais, pode carregar os seus desenhos e parâmetros-chave. Os nossos engenheiros podem ajudá-lo a avaliar a seleção de tamanhos e as soluções de maquinação.