
Почему 5-осевые траектории инструментов требуют уникальной оптимизации
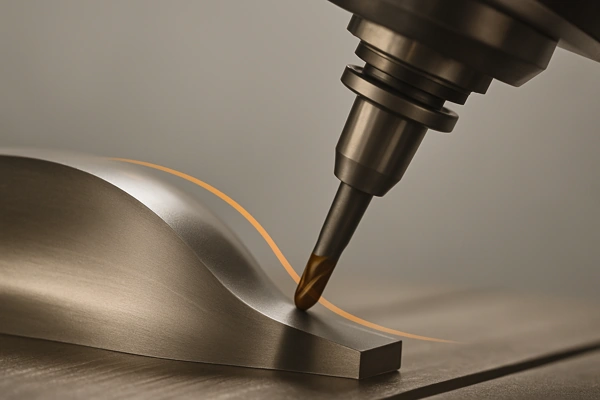
При 3-осевой обработке движение инструмента происходит прямолинейно по фиксированным осям. Но в 5-осевых системах ЧПУ добавление вращательного движения меняет все. Инструмент не только перемещается в пространстве, но и постоянно меняет свою ориентацию по отношению к заготовке. Это означает, что любая неэффективность при программировании траектории инструмента многократно увеличивается по нескольким осям.
Такая сложность ставит новые задачи в области управления движением, предотвращения столкновений и обеспечения однородности поверхности. Оптимизация траекторий движения инструмента в 5-осевой среде - это не только сокращение времени цикла, но и сохранение долговечности станка, минимизация ошибок и обеспечение стабильного качества деталей.
Эта статья основана на наших исчерпывающее руководство по 5-осевой обработке с ЧПУ уделяя особое внимание стратегиям оптимизации траектории инструмента.
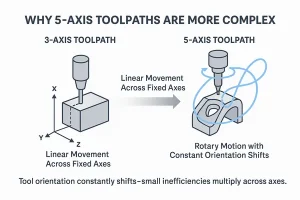
Иллюстрация, показывающая, как 5-осевые траектории инструмента отличаются от 3-осевых тем, что позволяют одновременно изменять перемещение и ориентацию.
Типичные проблемы при плохой настройке траекторий движения по 5 осям
Без надлежащей оптимизации траектории 5-осевых инструментов могут принести больше вреда, чем пользы. К числу наиболее распространенных проблем относятся:
- Чрезмерная резка воздуха, когда инструмент движется, но не захватывает материал.
- Внезапные движения поворотной осикоторые увеличивают механический износ
- Выдавливание или столкновенияОсобенно в подрезы или глубокие полости
- Несоответствующая обработка поверхности вызванные неравномерной подачей или смещением ориентации инструмента
Эти проблемы не только влияют на качество обработанной детали, но и приводят к ненужной нагрузке на станок и потере времени цикла. Они не всегда очевидны, пока вы не столкнетесь с отклонениями в размерах или дефектами отделки готовых деталей.
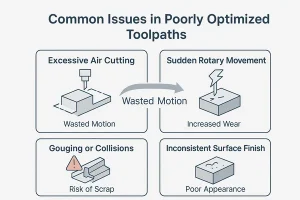
Диаграмма, показывающая воздушное резание, выдалбливание и внезапное изменение ориентации инструмента в плохо оптимизированных траекториях 5-осевых инструментов.
Стратегии создания гладких и эффективных траекторий движения инструментов
Эффективные 5-осевые траектории движения инструмента обеспечивают баланс между движением станка и целями обработки. Одна из проверенных стратегий - свести к минимуму резкие изменения ориентации инструмента. Этого можно достичь, используя непрерывные траектории на основе поверхности-Например, морфные или поточные стратегии, которые более естественно повторяют геометрию детали.
Другой ключевой техникой является сглаживание переходов между векторами инструмента для уменьшения внезапных вращательных смещений. Это не только улучшает качество обработки поверхности, но и минимизирует скачки нагрузки на поворотные оси. По возможности используйте кратчайшие траектории наклона и поддерживайте постоянный угол опережения инструмента, чтобы сократить время работы в воздухе и ускорение оси.
Сосредоточившись на плавном движении и сократив ненужные перестановки, вы сможете повысить общую эффективность цикла без ущерба для точности.

Боковое сравнение чрезмерно наклоненной и оптимизированной ориентации инструмента, показывающее, как углы наклона влияют на досягаемость инструмента и стабильность обработки.
Оптимизация углов наклона и поворотных движений
Одним из самых мощных рычагов в 5-осевой обработке является управление углами наклона. Небольшая корректировка ориентации инструмента - например, уменьшение наклона с 30° до 10° - может значительно снизить износ инструмента и улучшить доступ к сложным элементам. Однако чрезмерный наклон может увеличить вероятность образования строжки или ограничить досягаемость.
Современные CAM-системы позволяют задавать пределы наклона, предельные скорости вращения поворотной оси и даже кривые смешения ориентации инструмента. Эти настройки помогают избежать экстремальных или рывковых вращательных движений, вызывающих вибрацию и напряжение станка.
В критических зонах, таких как лопатки турбин или крыльчатки, используйте контролируемое перемещение оси вращения для поддержания постоянного угла зацепления. Это помогает сохранить целостность инструмента и обеспечивает постоянный контакт с поверхностью на протяжении всего прохода.
Сокращение времени воздушной резки и простоя оборудования
При 5-осевой обработке легко недооценить, сколько времени инструмент проводит в движении без резания. Эти "воздушные резы" часто происходят из-за неэффективных переходов между проходами или неоптимальных стратегий входа/выхода. Со временем они приводят к увеличению времени цикла и ненужному износу станка.
Чтобы уменьшить воздушное резание, используйте стратегии, обеспечивающие зацепление инструмента на как можно большей части пути. Оптимизируйте высоту втягивания, используйте меньшие расстояния между зазорами и настраивайте движения соединения, чтобы они более точно соответствовали геометрии детали. Многие CAM-системы позволяют выполнять динамическую привязку и автоматическую настройку втягивания - функции, которые помогают поддерживать производительность инструмента.
Сокращение непроизвольных движений не только повышает эффективность, но и увеличивает загрузку шпинделя, обеспечивая более высокую производительность за машино-час.
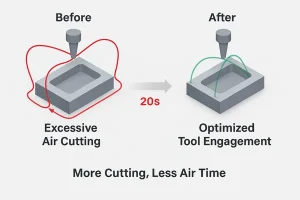
Сокращение ненужного воздушного резания повышает эффективность обработки и использование инструмента при 5-осевых операциях.
Управление отклонением и вибрацией инструмента
При обработке глубоких карманов или деталей с большим вылетом отклонение инструмента становится критической проблемой, особенно в 5-осевых установках, где инструмент может подходить под менее жесткими углами. Отклонение приводит к неточностям в размерах, плохой обработке поверхности и преждевременному износу инструмента.
Для борьбы с прогибом по возможности уменьшайте длину торчащего инструмента и используйте оптимизированные параметры резания, например, меньшее радиальное зацепление. Высокопрочные резцедержатели и более короткие инструменты также помогают минимизировать вибрацию. Кроме того, стратегии траектории движения инструмента, поддерживающие постоянное зацепление, такие как трохоидальное движение или высокоэффективное фрезерование (HEM), могут значительно снизить силы резания.
Заблаговременное управление жесткостью и динамикой инструмента позволяет цехам добиваться более жестких допусков и увеличения срока службы инструмента при выполнении сложных 5-осевых операций.
Улучшение качества обработки поверхности в сложных геометриях
Тонкость обработки поверхности при 5-осевой обработке в значительной степени зависит от плавности перехода инструмента по кривым и контурам. Резкие изменения ориентации или непоследовательные переходы могут оставлять видимые следы инструмента, особенно на поверхностях свободной формы, таких как пресс-формы или аэрокосмические компоненты.
Чтобы улучшить качество обработки, уменьшите расстояние между проходами при чистовой обработке и примените дуговую фильтрацию для сглаживания переходов. Такие типы траектории движения инструмента, как параллельная поверхности или морф между кривыми, обеспечивают более контролируемое взаимодействие, уменьшая гребни и несовпадающие проходы. Кроме того, использование инструментов с большим радиусом угла поможет сгладить переходы и минимизировать следы от гребешков.
Усовершенствованная поверхность не только улучшает внешний вид, но и позволяет сократить или устранить необходимость во вторичных процессах полировки или шлифовки.
Выбор правильных типов траекторий инструмента для 5-осевых работ
Не все траектории движения инструмента созданы одинаковыми, и при 5-осевой обработке выбор неправильной стратегии может привести к неэффективности или даже к неудаче. Например, фрезерование со стружкой идеально подходит для обработки конических стенок с помощью боковой поверхности инструмента, в то время как контурное фрезерование лучше подходит для обработки крутых элементов с помощью кончика инструмента.
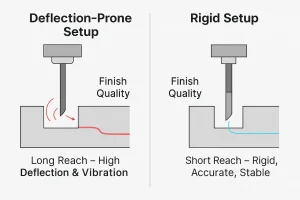
Визуальное сравнение между траекторией движения инструмента, склонной к прогибам, и жесткой установкой, которая минимизирует вибрацию и улучшает качество обработки поверхности.
Траектории инструмента Morph отлично подходят для обработки текучих поверхностей, обеспечивая постоянный шаг между границами. Траектории обтекания предпочтительны при обработке лопастей турбин или крыльчаток из-за их направленности. Некоторые CAM-платформы также поддерживают гибридные траектории, объединяющие черновую и получистовую обработку в одно непрерывное движение.
Выбор правильного типа траектории помогает согласовать движение инструмента с геометрией детали, что повышает эффективность и качество обработки.
Автоматизация балансировки и ручная регулировка
Современное программное обеспечение CAM предлагает мощные функции автоматизации - автоматическое предотвращение столкновений, адаптивные скорости подачи и рекомендации по ориентации инструмента. Но если полагаться только на эти настройки по умолчанию, можно получить неоптимальные результаты в критических областях.
Опытные программисты часто точно настраивают векторы ориентации, отменяют стандартные переходы или разбивают траектории инструментов вручную, чтобы добиться более плавного движения. Для деталей с жесткими допусками или труднодоступных элементов ручная доработка обеспечивает лучший контроль и точность.
Наилучшие результаты достигаются при сочетании автоматизации с экспертной оценкой: используйте программное обеспечение для создания прочной основы, а затем применяйте свои знания в области обработки для повышения качества траектории инструмента.
Читать далее: Углубите свои знания о 5-осевой обработке
Эта статья является частью нашей серии статей о продвинутой 5-осевой обработке.
Вам нужен структурированный обзор принципов 5-осевой обработки, типов станков и рекомендаций по проектированию?
Ознакомьтесь с нашим полным Руководство по 5-осевой обработке с ЧПУ для более глубокого понимания.
Нужна помощь в разработке стратегий 5-осевых траекторий инструментов или в проектах по индивидуальной обработке?
Свяжитесь с нашей командой инженеров чтобы обсудить ваши потребности или запросить цену.


