

Дробеструйная обработка - это процесс обработки поверхности, используемый для унификации текстуры и внешнего вида обработанных металлических деталей. Благодаря движению мелких сферических частиц по поверхности, следы обработки и направленное отражение смягчаются, в результате чего получается гладкое, однородное, матовое покрытие с низким уровнем блеска. Она визуально стабилизирует поверхность, сохраняя точность размеров и четкость граней. В этой статье рассказывается о том, что такое дробеструйная обработка, как она работает, о применяемом оборудовании, выборе материала, отличиях от абразивной обработки, типичных областях применения в машиностроении и лучших практиках для стабильного массового производства.
Что такое дробеструйная обработка
Дробеструйная обработка улучшает однородность металлической поверхности за счет применения сферической среды, которая мягко зачищает микропики, а не срезает материал. В отличие от полировки или обработки щетками, которые основаны на удалении материала или направленном истирании, дробеструйная обработка позволяет получить нейтральный, ненаправленный матовый вид. При этом сохраняется геометрия, острые кромки, фаски и точные размеры, а видимая поверхность становится более ровной и утонченной.
Как работает дробеструйная обработка
Процесс обычно включает четыре последовательных этапа: очистку, маскировку, абразивную обработку и последующую очистку. Сначала детали тщательно обезжириваются, чтобы избежать образования пятен или загрязнения средой. Участки, которые не должны быть затронуты, такие как уплотнительные поверхности, сопрягаемые поверхности, резьба и базовые кромки, точно маскируются.
Механика взрывных работ
На этапе абразивной обработки поверхность преобразуется за счет микропилинга. Сопло удерживается на контролируемом расстоянии и под определенным углом, в то время как оператор или автоматизированная система перемещается по детали в виде плавных, перекрывающих друг друга перекрестных штрихов. Ключевые параметры, определяющие конечный результат, включают:
- Ударное давление: Обычно это давление контролируется в пределах $0,3\text{-}0,7 \text{МПа}$, оно определяет кинетическая энергия среды, что напрямую влияет на интенсивность упрочняющего воздействия и конечную величину Среднее значение шероховатости ($R_a$).
- Угол атаки: Удержание насадки перпендикулярный (90°) к поверхности часто является идеальным для обеспечения равномерного покрытия и минимизации направленной текстуры. Отклонение от этого угла может привести к появлению разводов.
- Расстояние отрыва: Контролируемое расстояние оптимизирует покрытие конуса распылителяСлишком близкое расположение создает интенсивные горячие точки, а слишком далекое снижает эффективность.
Среда воздействует на поверхность и перераспределяет колебания микровысоты, вызывая локальную пластическую деформацию, которая преобразует спекулярное (зеркальное) отражение в диффузноеВ результате получается гладкое матовое покрытие с низким уровнем глянца. После абразивной обработки остатки материала и пыль удаляются с помощью вакуумной или воздушной промывки, а деталь высушивается для сохранения визуальной четкости и стабильности процесса.
Инструменты, используемые для дробеструйной обработки
Для получения равномерного и однородного матового покрытия при дробеструйной обработке используется контролируемая оснастка. Следующее оборудование влияет на текстуру поверхности, стабильность покрытия и повторяемость в партиях.
Насадка для струйной обработки
Дробеструйное сопло ускоряет подачу материала и определяет форму удара по поверхности. Сопла, изготовленные из карбида или карбида бора, устойчивы к износу и помогают поддерживать стабильную геометрию распыления. Постоянный угол наклона сопла, расстояние между соплами и плавное перемещение поперечной штриховки очень важны для предотвращения образования разводов, теней или локальных шероховатостей.
Шкаф для абразивной обработки
Дробеструйная камера обеспечивает контролируемую рабочую среду и управляет циркуляцией чистой среды. Прозрачное смотровое окно, внутреннее освещение, регулируемые или вращающиеся приспособления обеспечивают видимость и равномерное покрытие, особенно при обработке деталей с несколькими поверхностями или геометрически сложных деталей.
Зажимные и вращающиеся приспособления
Инструменты для фиксации обеспечивают устойчивость и правильную ориентацию детали во время абразивной обработки. Вращающиеся или наклоняющиеся приспособления помогают оператору наносить равномерное распыление и достигать углублений, внутренних радиусов или многогранных поверхностей, не перерабатывая ни одной области.
Маскировочные материалы
Маскировка защищает критические размеры и функциональные поверхности, которые не должны подвергаться изменениям. К распространенным средствам маскировки относятся ленты, заглушки, колпачки и точно вырезанные экранирующие пленки. Они предотвращают микроотверждение на уплотнительных поверхностях, сопрягаемых участках, острых кромках и точках, контролируемых по допуску.
Средства защиты оператора
Защитные перчатки, рукава, защитные очки и одежда для защиты от пыли защищают оператора от отскочившего материала. Обеспечение эргономичного доступа и безопасного визуального контроля помогает поддерживать стабильность и повторяемость движений во время абразивной обработки.
Типы носителей и их выбор
Форма, твердость и размер материала определяют текстуру, отражательную способность и сохранность размеров. Выбор в значительной степени зависит от того, является ли приоритетом косметический вид, улучшение адгезии покрытия или защита жестких допусков на обработанной детали.
Стеклянная бусина
Стеклянные шарики - это сферические, химически инертные материалы, которые обеспечивают гладкую, мягкую матовую текстуру благодаря упрочняющему (ударному), а не абразивному (режущему) воздействию.
- Механизм и отделка: Они идеально подходят для косметических поверхностей, особенно для алюминиевых корпусов, прецизионных корпусов и потребительских товаров. Они смягчают следы обработки и направленное отражение, в результате чего получается однородное, малоглянцевое покрытие с легким шелковистым оттенком.
- Твердость и безопасность: Стеклянные бусины имеют относительно низкую твердость по шкале Мооса (около 5,5-6,5). Эта мягкость делает их безопасный с точки зрения размеров для большинства прецизионных деталей, обеспечивая минимальный съем материала.
- Ограничение: В результате многократных ударов стеклянные шарики разрушаются быстрее, чем керамические, что требует более частого пополнения запасов и более тщательного контроля. Рабочий микс для поддержания однородности партии.
Керамическая бусина
Керамические бусины - это сферические материалы премиум-класса, обычно изготавливаемые из соединений на основе циркония. Они отличаются повышенной прочностью и более строгой классификацией по размеру по сравнению со стеклянными шариками.
- Механизм и отделка: Высокая твердость и низкая скорость разрушения (что означает большую стабильность формы) создают Более плотный и равномерный рисунок зерна и превосходной повторяемостью от партии к партии. Это очень важно для таких отраслей, как медицинское приборостроение, аэрокосмические конструкции и высококачественные фирменные компоненты, где требуется контролируемый, повторяемый уровень чистовой обработки (значения $R_a$).
- Твердость и срок службы: Керамические бусины значительно тверже (часто 7,5-8,0 единиц по шкале Мооса) и дороже стеклянных, но их продолжительное срок службы часто делает их более экономически эффективными при выполнении больших объемов работ или при высоких требованиях.
- Производительность: В зависимости от силы нажатия и размера бисера (ячейки) они обеспечивают покрытие, которое может варьироваться от тонкого, четкого матового до гладкого сатинового.
Оксид алюминия
Оксид алюминия (глинозем) - это острый, угловатый и очень агрессивный абразив, который классифицируется как средство для резки, а не для упрочнения.
- Механизм и функция: Он повышает поверхностную энергию благодаря микрорезание и шероховатость субстрата. Это создает профиль с глубоким ключом (высокое значение $R_a$), который необходим для механическая блокировка с последующими покрытиями.
- Основное применение: Это предварительная обработка по золотому стандарту перед такими процессами, как анодирование, порошковое покрытие, PVD или гальваническое покрытие, для обеспечения максимальной адгезии и долговечности покрытия.
- Степень и твердость: Она очень твердая (9,0 по шкале Мооса), быстро удаляет окалину, ржавчину и тяжелые слои обработки. Различные размеры ячеек (например, 60-зернистая для агрессивной резки, 120-зернистая для более тонкой подготовки) выбираются в зависимости от требуемого профиль поверхности (анкерный рисунок) глубина. Примечание: Оксид алюминия оставляет промышленный, зернистый вид, и если требуется мягкая косметическая отделка, за ним следует проход с более легким бисером.
Полимерные и природные среды
Это самые мягкие и малотравматичные носители, предназначенные для работ, где целостность размеров и сохранность материалов являются абсолютным приоритетом.
Польза: В основном они используются для удаления светлых загрязнений, вспышек или унификации текстуры поверхности. не вызывая напряжения и не изменяя геометрию основы. Они часто являются самым безопасным выбором для очистки пресс-форм или деликатных приборов.
Механизм и типы: В эту категорию входят разработанные полимерные носители (например, нейлон, акрил) и натуральные носители (например, скорлупа грецкого ореха, кукурузные початки). Они очищают и унифицируют поверхности путем легкого протирания и микрокоррекции, а не резки или сильного упрочнения.
Основное применение: Они имеют решающее значение для тонкостенных деталей, деталей с высокими допусками (например, уплотнительные поверхности, резьба) или чувствительных материалов (например, мягких пластмасс или некоторых композитов), где недопустимо любое удаление материала или поверхностное напряжение.

Микроскопическое изображение абразивных материалов: Стеклянные и керамические шарики (сферические, для упрочнения) в сравнении с оксидом алюминия и полимерными/природными материалами (угловатые/мягкие).
Дробеструйная обработка по сравнению с абразивной обработкой
Хотя оба процесса используют высокоскоростное воздействие среды, их основные цели и результирующие состояния поверхности принципиально отличаются. Различие заключается в геометрии среды и приложенной кинетической энергии.
Механизм и энергия
При дробеструйной обработке используется сферическая среда с низкой плотностью (например, стеклянные или керамические шарики), приводимая в движение под контролируемым, как правило, более низким давлением. Этот процесс придает поверхности кинетическую энергию, восстанавливая микропики, оставшиеся после механической обработки, без значительного удаления материала. Это действие эффективно минимизирует напряжение на поверхности. В отличие от этого, при абразивной обработке используется угловатая, более плотная среда (например, оксид алюминия или карбид кремния) под большим давлением, которая агрессивно режет и разрушает существующую структуру поверхности, что приводит к потере материала.
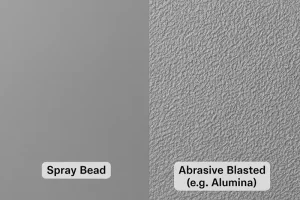
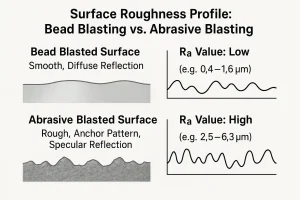
Внешний вид и текстура
Дробеструйная обработка позволяет получить мягкое, тонкое, ненаправленное матовое покрытие. Такая текстура очень желательна для корпусов косметических и потребительских товаров, где требуется рассеянное отражение света. Абразивная обработка позволяет получить более шероховатую, заметно более зернистую, более индустриальную текстуру с гораздо более высоким средним значением шероховатости ($R_a$). Это резкое увеличение площади поверхности характеризуется угловатым, ямочным профилем, известным как анкерный рисунок, необходимый для механического сцепления.
Сохранение размеров и кромок
Дробеструйная обработка считается безвредной для размеров. Поскольку этот процесс включает в себя микроупрочнение, а не резку, он эффективно сохраняет острые кромки, критические фаски и жесткие допуски на размеры. Абразивная обработка, в силу своей агрессивной, удаляющей материал природы, несет в себе значительный риск быстрого размягчения или скругления критических кромок и возникновения измеримых изменений размеров, если не контролировать процесс с помощью маскирования или автоматизированного перемещения.
Ориентация на конкретные случаи использования
Дробеструйная обработка служит преимущественно для окончательной косметической отделки, идеально подходящей для деталей из алюминия, нержавеющей стали или титана, которые будут находиться на виду или подвергаться обработке. Абразивная обработка определяется как необходимый этап предварительной обработки перед нанесением последующих финишных покрытий. Ее единственная цель - увеличить площадь поверхности и механическую способность сцепления, необходимую для надежной адгезии и долговечности таких процессов, как порошковое покрытие, анодирование, покраска или PVD/электроосаждение.
Преимущества и ограничения
Понимание сильных и слабых сторон дробеструйной обработки крайне важно для определения целесообразности ее использования в массовом производстве.
Ключевые преимущества
Бисерная обработка обладает особыми преимуществами, которые делают ее более эффективной по сравнению с агрессивными абразивными методами для прецизионных обработанных деталей:
- Равномерная матовая поверхность и эстетичный вид: Обеспечивает последовательное, ненаправленное матовая или сатиновая отделка путем упрочнения поверхности. Это высоко ценится в медицинское, пищевое и механическое машиностроение Сектора для чистоты, изысканности и уменьшения бликов.
- Минимальное воздействие на размеры: В процессе используется сферическая среда при более низком давлении, что обеспечивает не повреждает и не деформирует хрупкие материалы (например, алюминий или тонкостенные сплавы) и сохраняет точность размеров без значительного удаления материала.
- Улучшенные характеристики поверхности: В результате ударного воздействия может образоваться неглубокий слой сжимающее остаточное напряжение (эффект упрочнения), что помогает увеличение усталостного ресурса и снимают растягивающие напряжения в процессе обработки.
- Безопасность и экологический профиль: Стеклянные и керамические бусины часто не содержит свинца и химически инертен, производство меньше пыли и мусора по сравнению с пескоструйной обработкой, способствуя более чистой и безопасной работе с возможность многократного использования носителей.
Ограничения процесса
Чтобы избежать дорогостоящих переделок, инженерные команды должны знать границы, присущие данному процессу:
- Неэффективна при сильном налете/ржавчине: Дробеструйная обработка - это менее агрессивный чем пескоструйная или дробеструйная обработка и Не справляется с толстой ржавчиной, тяжелой окалиной или твердыми оксидными слоями. В качестве исходного материала для них требуется острый режущий абразив (например, оксид алюминия).
- Не идеальный профиль для адгезии краски: Гладкая, обработанная поверхность не создает глубокую якорную схему (высокий уровень $R_a$), необходимый для оптимального механическое скрепление толстых покрытий, таких как краска или порошок. Это ограничивает его применение там, где приоритетом является активация грубой поверхности.
- Риск встраивания в СМИ: Использование чрезмерно высокое давление или неправильная техника могут привести к тому, что стеклянные бусины вставить на поверхность компонента, которые могут загрязнить последующие химические процессы (например, анодирование) или повлиять на долгосрочные характеристики критически важных внутренних деталей двигателя.
- Более высокая первоначальная стоимость: Сайт более мелкий стеклянный и керамический бисер обычно дороже, чем традиционный песок или дробленый гравий, поэтому процесс обычно более дорогостоящий Для зачистки больших площадей и грубых работ.
Типичные инженерные применения
Уникальная способность дробеструйной обработки улучшать внешний вид поверхности без ущерба для точности делает ее незаменимой в ряде высокотехнологичных и потребительских отраслей.
Косметическая отделка: Этот процесс является предпочтительным выбором для получения подписи равномерная сатинированная поверхность на алюминиевые корпуса, прецизионные корпуса и компоненты из нержавеющей стали Используется в высококлассной бытовой электронике и приборах для уменьшения бликов и улучшения визуальной целостности.
Подготовка к химической отделке: Он регулярно используется в качестве щадящего заключительного подготовительного этапа перед процессами, чувствительными к шероховатости поверхности:
- Анодирование: Обеспечивает однородную, ненаправленную текстуру основы, которая устраняет разводы и обеспечивает равномерное впитывание красителя.
- Гальваническое покрытие/PVD: Очищает и стабилизирует поверхность, обеспечивая равномерную толщину и повышенную адгезию тонкопленочных покрытий.
Высококонсистентные и деликатные материалы: Контролируемая, неабразивная природа имеет решающее значение для отраслей промышленности с жесткими требованиями:
- Медицинская и пищевая промышленность: Наносится на хирургические инструменты, имплантаты и пищевую нержавеющую сталь для создания гладкая, очищаемая, неотражающая поверхность (Источник 1.4).
- Аэрокосмические сплавы: Идеально подходит для лечения высокопрочные аэрокосмические сплавы, такие как титан и инконель и далее тонкостенные детали (толщина $<1\text{мм}$), где удаление материала или пластическая деформация должны быть сведены к минимуму (источник 1.7).
- Функциональное усовершенствование: Используется в специализированных приложениях (например, поверхности зубьев шестерен или 3D-печатные детали) для достижения очистка поверхности плюс усиление сжимающих напряженийчто повышает усталостную прочность (источник 1.7).
Лучшие практики для последовательного массового производства
Соблюдение строгих передовых практик необходимо для достижения требуемого визуального и функционального соответствия при больших объемах обрабатываемых деталей. Отклонения в контрольных параметрах являются основной причиной дефектов поверхности.
Очистите деталь перед абразивной обработкой Загрязняющие вещества вызывают затенение и неравномерный цветовой отклик-Это особенно актуально для деталей, которые впоследствии будут анодированы или покрыты лаком. Обеспечьте тщательное обезжиривание и сушку с использованием промышленных методов очистки (таких как ультразвуковая очистка или обезжиривание паром), чтобы удалить все масла, охлаждающие жидкости, отпечатки пальцев или жидкости для резки. Любые остаточные загрязнения могут полимеризоваться под действием тепла трения, что приведет к постоянные, нежелательные пятна или локальные блестящие пятна на готовой поверхности.
Поддерживайте постоянный угол и расстояние между соплами Стабильная геометрия движения обеспечивает непрерывность текстуры и позволяет избежать разводов и "горячих точек". Обычно сопло следует держать перпендикулярно поверхности (под углом 90 градусов) для достижения наиболее равномерного эффекта или с небольшим смещением (например, 75-85 градусов) в зависимости от геометрии детали. Автоматизированные роботизированные системы струйной обработки являются идеальным решением для поддержания стабильности сложных деталей, устраняя несоответствия, вызванные усталостью оператора или ручной техникой.
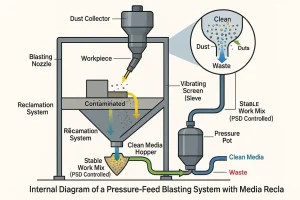
Контролируйте разбивку средств массовой информации и рабочий микс При многократном ударе носитель постепенно изнашивается или распадается на пыль. Этим разрушением необходимо управлять, чтобы сохраните требуемый уровень отделки. Определите регулярный Периодичность замены и проверки для поддержания стабильного Распределение частиц по размерам (PSD)-или Рабочий микс-внутри машины. Если носитель будет слишком мелким, поверхность станет слишком глянцевой, если слишком крупным - слишком шероховатой. Система регенерации должна эффективно удалять мелкие частицы и пыль, одновременно добавляя новые, правильно подобранные по размеру носители.
Маскирование критических функциональных поверхностей Маскировка защищает участки, где удаление материала или изменение поверхности недопустимо. Уплотнительные поверхности, прецизионные резьбовые отверстия, отверстия для подшипников, интерфейсы с допусками и базовые кромки может потребоваться снижение интенсивности или полная маскировка. Используйте высококачественные, прочные материалы, такие как стойкие ленты, силиконовые заглушки или специализированные покрытияДля того чтобы маскировка выдержала интенсивное кинетическое воздействие процесса абразивной обработки без повреждений и разрывов.
Заключение
Дробеструйная обработка является высокоэффективным и важным процессом финишной обработки прецизионных деталей. Она обеспечивает стабильное, повторяемое и визуально единое матовое покрытие, при этом активно сохраняя критическую точность размеров и четкость кромок. Кроме того, этот процесс подготавливает поверхность детали к высокопроизводительной последующей отделке, обеспечивая оптимальную адгезию и долговечность таких покрытий, как анодирование, окраска и PVD.
Загрузите свой рисунок для быстрого анализа технологичности и получения рекомендаций по параметрам абразивной обработки.


