

В области Прецизионная обработка, накатка - это особый процесс, выходящий за рамки простого резания. Это важнейшая технология обработки поверхности, используемая для формирования сложных текстурных узоров на вращающихся металлических заготовках. Эти узоры в основном используются для улучшают сцепление, обеспечивают противоскользящие функцииили создать уникальную текстуру поверхности для функциональных компонентов. Насечка обычно встречается на ключевых механических деталях, таких как рукоятки инструментов, ручки управления и специализированные крепежные элементы, играя важную роль в обеспечении баланса между функциональностью и эстетикой.
Накатка - это процесс формирования поверхности. Его основной принцип заключается в применении давление роликов на вращающуюся цилиндрическую заготовку, заставляя поверхность материала подвергаться пластической деформации, тем самым формируя равномерную, повторяющуюся текстуру.
Кнурлинг относится к механическая деформационная обработка. В отличие от фрезерования или токарной обработки, она обычно не удаляет материал. Вместо этого образуются рельефные выступы и канавки за счет пластического течения металла. Накатка обычно выполняется на Токарные станки, где автоматическая синхронизация скорости подачи и скорости вращения шпинделя обеспечивает высокую согласованность и точность рисунка по всей поверхности.
Процесс накатки полностью зависит от синхронного движения и тщательно контролируемого давления. При вращении заготовки с высокой, но стабильной скоростью На поверхность подается ролик для накатки из закаленной стали. Давление от ролика должно быть достаточным, чтобы превысить предел текучести материала заготовки, заставляя металл растекаться в желаемую текстуру.
Успешное формирование рисунка насечки в значительной степени зависит от синхронизация коэффициента подачи инструмента и скорости вращения шпинделя. Если шаг инструмента не точно совпадает с подачей на оборот, ролик будет ходить неправильно, что приведет к серьезному, часто неустранимому дефекту, известному как "Двойное слежение". Точность Настройка - единственный надежный способ управления синхронизацией с высокой степенью риска, обеспечивающий чистое перераспределение материала по детали.
Накатка может быть классифицирована по нескольким признакам в зависимости от способа выполнения, используемого метода формования и геометрии получаемого рисунка. Понимание этих различий помогает инженерам выбрать правильную установку, которая соответствует назначению, качеству поверхности и эффективности производства.
Насечка может выполняться как вручную на обычном токарном станке, так и автоматически на станке машина. Нанесение накатки в настоящее время является предпочтительным выбором для производства, где качество поверхности, точность и время цикла имеют решающее значение, благодаря автоматическому .
После определения типа операции необходимо определить способ формирования детали - пластическая деформация или легкая резка.
: , .
Геометрия валика определяет стиль текстуры и механические свойства готовой поверхности.

Распространенные виды накатки: прямая, алмазная и спиральная.
-
: Состоит из параллельных осевых линий. Используется там, где компоненты должны скользить или выравниваться линейно.
-
: Самый распространенный шаблон, предоставляющий отличные разнонаправленный захватИдеально подходит для ручек и рукояток.
-
: Угловой рисунок, используемый для декоративных целей или передачи крутящего момента.
Выбор правильного материала так же важен, как и выбор правильного инструмента или процесса накатки. Различные металлы по-разному реагируют на высокое давление при роликовой формовке.
Производительность и стабильность накатки в значительной степени зависят от пластичности материала - способности металла пластически деформироваться без образования трещин.
Алюминий, латунь и мягкая сталь идеально подходят для накатки форм. Эти металлы плавно деформируются под давлением, создавая четкую и равномерную текстуру.
Нержавеющая сталь и титан требуется Нарезная накатка и тщательный контроль и скорость подачи. Достаточное количество смазки и жесткая настройка инструмента необходимы для предотвращения болтовня инструмента или преждевременного износа.
Чугун и другие хрупкие сплавы следует избегать. Низкая пластичность делает их очень склонными к поверхностному растрескиванию под давлением накатки, что приводит к разрушению детали.
Преимущества и недостатки накатки
Преимущества
-
Усиленная рукоятка: Наиболее практичная причина нанесения накатки - обеспечение надежного, нескользящего перемещения, особенно для ручных или регулируемых деталей.
-
Быстрый процесс: По сравнению с фрезерованием текстурных узоров, накатка выполняется быстрее и требует минимального износа инструмента.
-
Эстетическая ценность: Придает промышленный, высокоточный вид, что позволяет использовать его в качестве брендинга во многих механических конструкциях.
-
Нет материальных отходов: Поскольку накатка вытесняет, а не удаляет материал, она сводит к минимуму образование стружки.
Ограничения
-
Рост в размерах: Выходящий наружу поток материала увеличивает диаметр детали (обычно +0,2-0,4 мм), что необходимо компенсировать при проектировании.
-
Не подходит для хрупких металлов: Чугун и подобные сплавы могут растрескаться под высоким давлением.
-
Требуется идеальная установка: Даже незначительное несоответствие подачи и шага приводит к двойному слежению, что портит деталь.
-
Ограничено цилиндрической геометрией: Накатка лучше всего подходит для круглых деталей; некруглые поверхности обычно требуют фрезерования или текстурирования.
Насечки следует наносить только в тех случаях, когда конструкция требует улучшенного взаимодействия с поверхностью, тактильного управления или передачи крутящего момента. Это не эстетическое решение, а продуманная функциональная спецификация. Инженеры обычно используют накатку в следующих случаях:
-
: Когда деталь должна управляться рукой (например, ручки медицинских приборов, винты с большим пальцем). Насечка обеспечивает прочный, устойчивый к скольжению захват, что является обязательным условием в маслянистых или высокотемпературных средах.
-
: Когда необходимо передать крутящий момент между двумя деталями, не прибегая к сложным крепежным элементам. Правильно спроектированный интерфейс с накаткой создает надежную механическую блокировку.
-
: Для значительного увеличения трения в пресс-фит и интерференционные узлы, предотвращающие вращение или проскальзывание между сопрягаемыми материалами (например, металл, запрессованный в пластик).
-
: Для видимых компонентов, где текстура передает точность, качество и мастерство, например, циферблаты электронных устройств высокого класса.
Накатка играет важную роль в улучшении функциональности и визуального дизайна в различных отраслях производства.

Промышленные образцы рукояток, ручек и регулировочных деталей с накаткой.
В целом его применение можно разделить на три группы:
-
: Создает противоскользящие поверхности на рукоятках инструментов, ручках регулировки, медицинских и лабораторных приборах.
-
: Используется на видимых компонентах, таких как циферблаты управления, придавая им первоклассные тактильные ощущения.
-
: Наносится на прессованные детали для увеличения трения и обеспечения механической фиксации.
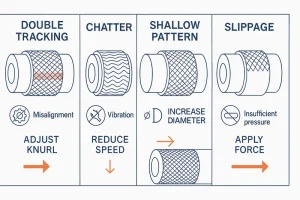
Распространенные дефекты накатки и способы их устранения.
Опытный машинист знает, что накатка - это неумолимый процесс, где небольшие ошибки в настройке сразу же приводят к визуальным дефектам. Их устранение требует понимания механики:
Пластическая деформация при накатке неизбежно влияет на конечные размеры детали, что является критическим фактором, который необходимо учитывать на этапе проектирования.
Накатка обычно приводит к увеличению наружного диаметра детали примерно на на . Это увеличение обусловлено тем, что вытесненный материал вытесняется наружу.
Инженеры-конструкторы должны предварительно рассчитать и соответственно уменьшить начальный диаметр заготовки, чтобы компенсировать увеличение размеров, вызванное накаткой, и обеспечить соответствие конечного размера заданным допускам.
Настоятельно рекомендуется фаска края, где начинается и заканчивается накатка. Это предотвращает появление заусенцев и обеспечивает чистую, четко очерченную начальную и конечную точку узора, что позволяет избежать смещения краев.
Сайт площадь рифления, тип рисунка и шаг должны быть четко указаны на техническом чертеже, чтобы ориентировать программатор для точного управления.
Q1. ?
A: . , .
Q2. ?
A: () , . () , , .
Q3. ?
A: . . , .
Q4. ?
A: . , . . .
Q5. ?
A: , , . , “” .
Нанесение накатки - незаменимая технология в современном прецизионном производстве, обеспечивающая не только текстуру поверхности, но и баланс между функциональными характеристиками и эстетическими требованиями. Тщательно выбирая правильный тип узора, настройку инструмента и регулируя параметры в соответствии с материалом, производители могут добиться превосходного сцепления, долговечности и визуального баланса в своих конструкциях деталей.
На сайте Мы специализируемся на прецизионной токарной обработке и улучшенной отделке поверхностей, включая услуги по нанесению подробной накатки как для промышленных, так и для декоративных применений.
Если ваш следующий проект требует точного контроля текстуры и стабильного качества, свяжитесь с нашей командой инженеров, чтобы обсудить ваши спецификации или запросить бесплатное предложение уже сегодня.


