
При механической обработке деталь может выглядеть законченной после резки, но ее края не всегда остаются в идеальном состоянии. Небольшие металлические выступы, тонкие рельефные края или острые точки часто остаются вокруг отверстий, краев профиля и углов. Эти остатки кромок обычно называют заусенцы. Хотя они обычно невелики, они все же могут повлиять на сборку, безопасность и последующую обработку поверхности.
В этой статье рассказывается о том, что такое заусенцы, где они обычно появляются, о распространенных типах заусенцев, причинах их образования, а также о распространенных методах их удаления и контроля в процессе обработки.
Что такое заусенец в механической обработке?
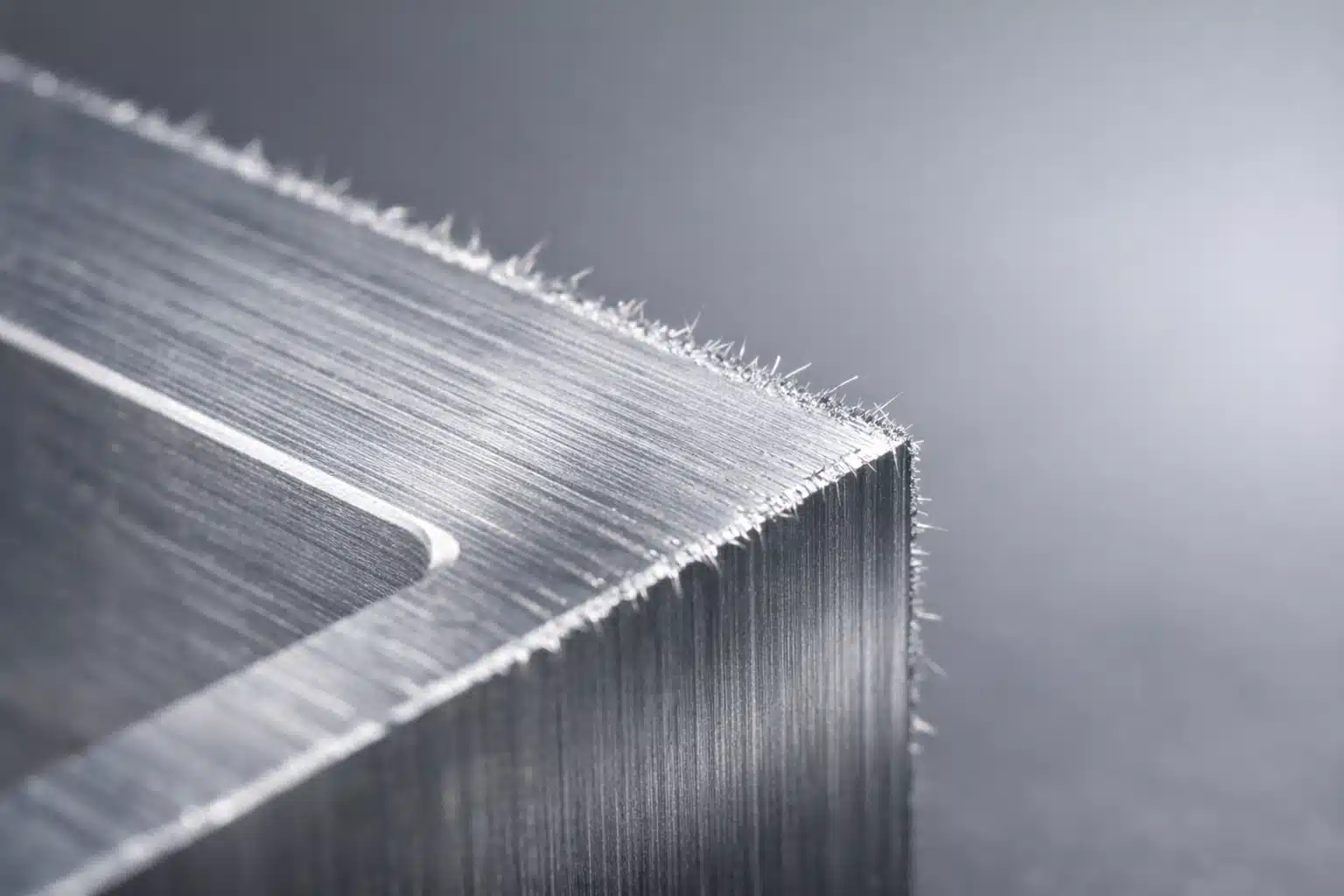
Под заусенцами понимаются мельчайшие выступы, остающиеся на краях или отверстиях заготовки, когда в процессе обработки не удается добиться чистого разделения материала. С физической точки зрения, заусенец не является функциональной особенностью конструкции детали; скорее, это результат пластической деформации, когда металл выдавливается к периферии под действием сил резания. Эти остатки обычно проявляются в виде тонких лент, острых точек или небольших выступов.
В практике металлообработки морфология заусенцев зависит от пластичности материала. Для высокопластичных металлов, таких как алюминиевые сплавы или нержавеющая сталь, заусенцы часто существуют в виде скрученных тонких пленок. И наоборот, в более твердых материалах они выглядят как короткие острые фрагменты. Независимо от их формы, они означают, что материал не смог чисто разрушиться в конце реза, оставив после себя лишние следы на контуре детали.
Виды заусенцев при обработке
Заусенцы не всегда имеют одинаковую форму. На основании их внешнего вида и способа образования заусенцы, обычно встречающиеся при обработке, можно разделить на несколько типов. Понимание этих общих типов помогает определить, откуда берутся заусенцы, и решить, как с ними обращаться.
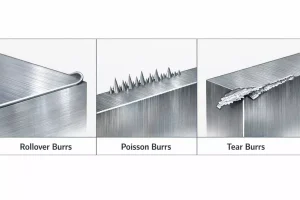
Заусенцы при перекатывании
Когда материал на краю не отделяется чисто, а вытягивается наружу, может образоваться заусенец от перекатывания. Этот тип заусенцев обычно тонкий и может выглядеть как небольшая приподнятая губа по краю. Он часто встречается на более вязких материалах, таких как алюминиевые сплавы и нержавеющая сталь.
Пуассон Беррс
Заусенцы Пуассона часто бывают короткими, острыми и относительно твердыми. Вместо того чтобы выглядеть как тонкая приподнятая кромка, они обычно проявляются в виде небольшого заостренного выступа, остающегося на кромке после обработки. Хотя они могут быть небольшими по размеру, они могут оказывать более непосредственное влияние на безопасность кромок и их обработку.
Заусенцы
Рваные заусенцы обычно образуются на заключительном этапе, когда инструмент выходит из материала. Поскольку материал кромки не отделяется чисто, а растягивается дальше, на кромке детали может остаться тонкий остаток, похожий на хвост.
Что вызывает заусенцы при обработке?
Образование заусенцев обычно не вызвано каким-то одним фактором. Вместо этого он возникает в результате совместного воздействия свойств материала, состояния инструмента и условий обработки. При механической обработке то, сможет ли кромка отделиться чисто, часто зависит от сил и поведения разрушения на заключительном этапе резания. Общие причины в основном включают следующее.
Пластичность материала
Различные материалы по-разному реагируют на резку. Материалы с более высокой пластичностью и прочностью, скорее всего, будут растягиваться и скручиваться на кромке, а не ломаться начисто. В результате на таких материалах, как алюминиевые сплавы, нержавеющая сталь и медь, чаще всего образуются заметные заусенцы.
Состояние инструмента
Острота инструмента напрямую влияет на чистоту резки материала. По мере износа инструмента режущее действие смещается от чистого срезания в сторону сдавливания и волочения. В таких условиях вероятность аккуратного отделения материала от кромки снижается, а заусенцы остаются.
Параметры резки
Скорость подачи, частота вращения шпинделя и глубина резания влияют на загрузку материала и образование стружки. На выходе из отверстия, тонких кромках и на завершающей стадии резания плохо подобранные параметры могут сделать разделение материала менее полным и увеличить образование заусенцев.
Условия поддержки заготовки
В местах выхода отверстий, тонкостенных кромок или частично незакрепленных участках материал часто имеет слабую поддержку. Если эти участки не имеют достаточной поддержки на заключительном этапе обработки, кромка с большой вероятностью будет вытягиваться наружу, образуя перекат или острые заусенцы.
Путь инструмента
То, как инструмент входит в материал и выходит из него, также может повлиять на то, где появляются заусенцы и насколько они серьезны. Если инструмент выходит на более тонкую или слабую кромку, заусенцы часто более заметны. По этой причине конструкция траектории движения инструмента влияет не только на эффективность резания, но и на качество кромки.
Как удалить заусенцы
После появления заусенцев необходимость их удаления и выбор метода обычно зависят от материала, геометрии детали, требований к точности и конечного применения детали. Некоторые небольшие заусенцы требуют лишь простой зачистки кромок, в то время как заусенцы, расположенные на отверстиях, уплотнительных поверхностях или кромках сборки, часто требуют более тщательного удаления. К распространенным методам удаления заусенцев в основном относятся следующие.

Ручное удаление заусенцев
Ручное удаление заусенцев - один из самых распространенных методов. Обычно он подходит для деталей небольшого объема, сложных участков или кромок, требующих локальной и точной обработки. К распространенным инструментам относятся ножи для удаления заусенцев, напильники, наждачная бумага, шаберы и небольшие шлифовальные инструменты. Основное преимущество этого метода - гибкость, что делает его полезным для обработки неровных или труднодоступных участков. Его основное ограничение - низкая эффективность, а согласованность действий часто зависит от опыта оператора.
Снятие фаски и обрезка кромок
Для отверстий, кромок профилей и монтажных кромок фаска и отламывание кромок - распространенные способы удаления заусенцев. Добавив небольшую фаску или сломав кромку, можно удалить заусенцы, сделав при этом кромку более чистой и безопасной. Этот метод особенно подходит для обычных профилей и кромок отверстий, но он требует, чтобы в конструкции были допустимы небольшие изменения формы кромки.
Механическое удаление заусенцев
Механическое удаление заусенцев обычно используется в серийном производстве и может включать в себя обработку щетками, ленточную шлифовку, виброшлифовку и галтовку. Эти методы, как правило, более эффективны и подходят для последовательной обработки большого количества деталей. Однако интенсивность обработки необходимо тщательно контролировать, чтобы избежать чрезмерного удаления материала на чувствительных к размерам кромках.
Специальные методы удаления заусенцев
Для деталей со сложной геометрией, множеством поперечных отверстий или труднодоступными внутренними кромками могут применяться специальные методы, такие как термическое, электрохимическое или химическое удаление заусенцев. Эти методы, как правило, лучше подходят для конкретных областей применения и позволяют достичь труднодоступных для ручной обработки мест, но они также требуют более высокой стоимости процесса и более ограниченных условий применения.
Как предотвратить появление заусенцев
Вместо того чтобы удалять заусенцы только после завершения обработки, зачастую эффективнее уменьшить их образование во время самого процесса обработки. Хотя заусенцы не всегда можно устранить полностью, оптимизация инструментов, параметров резания и условий обработки обычно позволяет уменьшить как количество, так и серьезность заусенцев. Общие подходы включают следующее:
- Держите инструменты острыми: Чем острее инструмент, тем более чисто можно резать материал, а не вдавливать или втягивать его в заусенец.
- Оптимизируйте параметры резки: Правильная скорость подачи, частота вращения шпинделя и глубина реза помогают улучшить разделение материала и уменьшить остатки на кромке.
- Улучшение поддержки заготовки: Обеспечение лучшей поддержки в местах выхода отверстий, тонких краев или незакрепленных участков может уменьшить переворачивание и разрывы.
- Настройте траектории движения инструментов: Более тщательное планирование мест входа и выхода инструмента из материала поможет уменьшить заусенцы на критических кромках.
- По возможности добавьте фаски или разрывы по краям: Если конструкция позволяет, небольшие фаски или ломаные кромки могут уменьшить влияние заусенцев на сборку и безопасность кромок.
Поэтому предотвращение образования заусенцев связано не только с последующей обработкой. Оно также зависит от чистоты разделения материала во время обработки. Это позволяет сократить последующую работу по удалению заусенцев, улучшая при этом однородность кромок и общее качество детали.
Заключение
На первый взгляд может показаться, что заусенец - это лишь небольшой остаток, оставшийся на кромке детали, но на самом деле он отражает совокупное влияние разделения материала, состояния инструмента и условий обработки. Понимание того, что такое заусенцы, их распространенных типов и причин их образования, помогает составить более полное представление о качестве кромок при обработке.
Разные детали не всегда требуют одинаковой обработки заусенцев. Во многих случаях решение о том, как бороться с заусенцами, само по себе является частью общей стратегии обработки.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Как определить, есть ли на кромке заусенцы?
Заусенец часто можно определить по состоянию краев и внешнему виду поверхности. К общим признакам относятся неровные края, необычное отражение света вдоль края, небольшое перекатывание вокруг отверстия или шероховатость и царапины при прикосновении. Для небольших деталей или участков с более жесткими требованиями к качеству можно также использовать лупы, микроскопы или оборудование для оптического контроля, чтобы более тщательно изучить кромку. При проверке острых кромок следует избегать прямого контакта с руками, чтобы снизить риск порезов.
Как уменьшить заусенцы при фрезеровании?
Для уменьшения заусенцев при фрезеровании обычно используется комбинация управления инструментом, параметров резания и планирования траектории движения инструмента. Поддержание остроты инструмента помогает более чистому разделению материала, а правильная скорость подачи, скорость вращения шпинделя и глубина резания могут уменьшить вытягивание и скручивание кромок. Лучшая поддержка тонких кромок, углов и мест выхода инструмента также может помочь. В некоторых случаях регулировка траектории входа и выхода инструмента или добавление небольших фасок и разрывов кромок, если это позволяет конструкция, может еще больше уменьшить проблемы, связанные с заусенцами.
Какие инструменты используются для снятия заусенцев?
Инструменты, используемые для снятия заусенцев, обычно зависят от материала, размера заусенца, расположения кромки и объема производства. К обычным ручным инструментам относятся ножи для снятия заусенцев, напильники, наждачная бумага, шаберы и небольшие шлифовальные инструменты. Для деталей с большим объемом производства также часто используются щетки, вибрационная обработка, ленточная шлифовка и галтовка. Для деталей со сложной геометрией, множеством поперечных отверстий или труднодоступными внутренними кромками могут применяться специальные методы, такие как термическое, электрохимическое или химическое удаление заусенцев.