

Глубина резания (DOC) является одним из основных параметров обработки. Она напрямую влияет на силы резания, тепловыделение и образование стружки, что, в свою очередь, определяет качество поверхности и стабильность размеров. В этой статье объясняется, что означает DOC в токарной и фрезерной обработке и как его рассчитать, разъясняется принципиальная разница между DOC и скоростью подачи, а также кратко описываются ключевые факторы, ограничивающие безопасное использование DOC на практике.
Что такое глубина реза при обработке?
Проще говоря, Глубина разреза (DOC) означает толщину материала, снимаемого режущим инструментом за один проход при входе в заготовку. В практических сценариях обработки мы должны различать два важнейших понятия:
-
ap (глубина реза): На сайте фрезерованиеэто глубина, на которую инструмент входит в заготовку вдоль ее оси (Осевая глубина реза). На сайте поворотобычно относится к Радиальная глубина резаэто расстояние, на которое инструмент проникает в заготовку в радиальном направлении.
-
ae (радиальная ширина разреза/шага): Это ширина контакта между боковой поверхностью инструмента и заготовкой. При торцевом фрезеровании или пазовании она определяет ширину бокового резания инструмента и обычно обозначается как Ступенчатый.
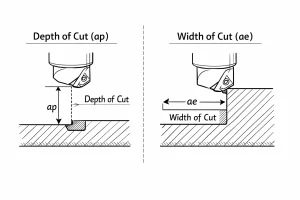
Существенное различие между ap и ae: С точки зрения морфологии микросхем, ap определяет "высоту" чип, в то время как ae определяет "ширину" чипа.
В современном Высокоэффективная обработка (HEM) Инженеры, как правило, предпочитают использовать комбинацию большой ап и маленький аэ. Такой "глубокий и тонкий" подход распределяет тепловую нагрузку по большей части режущей кромки, предотвращая чрезмерную концентрацию тепла на кончике инструмента. Таким образом, поддерживается высокая скорость съема материала (MRR) и значительно увеличивается срок службы инструмента.
Существенные различия между скоростью подачи и глубиной резания (DOC)
Новички часто путают эти два параметра. Хотя оба они определяют Скорость удаления материала (MRR)Но они принципиально отличаются по своим физическим механизмам и влиянию на процесс обработки.
1. Различия в физическом определении
Скорость подачи описывает скорость перемещения инструмента относительно заготовки (измеряется в мм/мин или мм/об), тогда как Глубина разреза (DOC) определяет, насколько глубоко инструмент проникает в заготовку. Проще говоря, DOC определяет площадь поперечного сечения одного разреза, в то время как Скорость подачи определяет время необходимых для выполнения этого разреза.
2. Влияние на качество обработки
Соответствующая скорость подачи ограничивается как твердостью материала, так и глубиной резания. Если скорость подачи слишком высока в погоне за скоростью, то силы резания резко возрастет. Это может вызвать стук станка или скол инструментаа в тяжелых случаях может даже повредить шпиндель станка.
3. Отношения динамического равновесия
Существует "компромисс" или обратная зависимость между DOC и скоростью подачи. Для поддержания постоянная нагрузка на шпиндель и расширить срок службы инструментаКак правило, при увеличении глубины резания необходимо уменьшить скорость подачи; и наоборот, при неглубоком резании скорость подачи можно увеличить, чтобы сохранить эффективность производства.
Почему важна глубина реза?
- Управление теплом: Большая часть тепла при резании уносится стружкой. Неправильные настройки DOC могут привести к накоплению тепла на кончике инструмента, что значительно сокращает срок его службы.
- Качество поверхности: Финишные операции требуют очень маленькой глубины резания для достижения зеркальной чистоты, в то время как черновые операции требуют большой глубины резания для быстрого удаления материала.
- Контроль затрат: Оптимизированная глубина резания сокращает время цикла обработки, снижая удельную стоимость детали.
Как рассчитать глубину реза
Расчеты зависят от типа процесса:
Глубина резания при токарной обработке
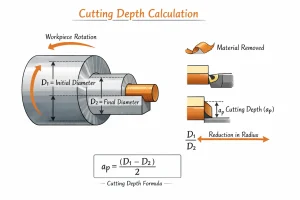
При токарной обработке глубина резания ap рассчитывается как:
ap = (D - d) / 2
Где D - начальный диаметр, а d - конечный диаметр.
Глубина среза при фрезеровании
При фрезеровании глубина реза задается непосредственно в программе ЧПУ с помощью двух измерений: осевая глубина реза (ап) и радиальная глубина реза (ae, step-over). На практике выбор DOC часто связан со скоростью съема материала:
MRR (см³/мин) = ae × ap × Vf / 1000
Где Vf - скорость подачи (мм/мин), ae - радиальное зацепление (мм), ap - осевая глубина (мм).
Общие правила подсказывают:
-
Грубость: ap часто устанавливается на 25%-50% диаметра инструмента (типично для бокового фрезерования с хорошей жесткостью; используйте меньшие значения для полного паза).
-
Отделка: ap обычно 0,05 мм-0,2 ммв зависимости от допусков и требований к качеству поверхности.
Синергетическая взаимосвязь между DOC и другими факторами обработки
При установке глубины резания недостаточно полагаться только на справочники материалов. Необходимо оценить переменные всей системы обработки, поскольку следующие факторы напрямую определяют фактический верхний предел полезной глубины резания:
1. Свес инструмента и соотношение L/D (критическая переменная)
Отношение длины свеса инструмента к его диаметру (Л/Д) является основной движущей силой механической обработки болтовня.
-
Низкий свес (L/D < 3): Система отличается высокой жесткостью, что позволяет использовать больший DOC для максимальной производительности инструмента.
-
Длинный свес (L/D > 5): При увеличении свеса жесткость на кончике инструмента падает по экспоненте. В таких случаях ap должно быть значительно меньше, чтобы избежать появления следов вибрации или возможной поломки инструмента.
2. Жесткость станка и мощность шпинделя
Глубина пропила напрямую определяет сопротивление резанию и нагрузку.
-
Ограничения по мощности: Если DOC слишком агрессивна, крутящий момент шпинделя может быть недостаточным, что приведет к колебаниям оборотов или аварийным сигналам перегрузки шпинделя.
-
Жесткость конструкции: Легкие станки могут испытывать вибрацию корпуса при резке с высокой нагрузкой. В таких случаях для обеспечения точности размеров необходима стратегия "несколько проходов, малый DOC".
3. Состояние охлаждающей жидкости и смазки
При большем DOC в зоне резания создается более высокая температура.
-
Пространство для эвакуации чипов: На сайте паз При работе с большим DOC может произойти набивка стружки во фрезах. Без достаточного давления охлаждающей жидкости для вымывания стружки возникает "вторичное резание", которое может мгновенно сжечь режущую кромку.
-
Внутреннее охлаждение: Инструменты с Сквозная шпиндельная охлаждающая жидкость (TSC) Как правило, поддерживают более крупные DOC, чем внешнее заливное охлаждение, поскольку подают охлаждающую жидкость непосредственно в зону резания, способствуя как отводу тепла, так и удалению стружки.
4. Стабильность установки заготовки
Способ крепления заготовки определяет ударную нагрузку, которую может выдержать установка.
-
Тонкостенные или сложные детали: Такие заготовки имеют низкую жесткость конструкции и склонны к деформации под действием сил резания. DOC должна быть чрезвычайно консервативной, обычно в сочетании со стратегиями высокоскоростной обработки (HSM) (высокие обороты, малая DOC, быстрая подача).
-
Жесткий зажим: При использовании надежных заготовок, таких как мощные тиски или гидравлические приспособления, можно использовать более крупный DOC для увеличения скорости съема материала.
Факторы, влияющие на глубину реза
Перед установкой параметров необходимо оценить следующие переменные:
- Материал заготовки: Чем выше твердость (например, титановые сплавы, нержавеющая сталь), тем меньше должна быть глубина реза.
- Материал инструмента: Твердосплавные инструменты могут выдерживать гораздо большую глубину реза по сравнению с инструментами из быстрорежущей стали (HSS).
- Жесткость машины: Чем устойчивее машина, тем большую нагрузку при резке она может выдержать.
- Охлаждающая жидкость: Эффективное охлаждение обеспечивает большую глубину реза за счет управления тепловым напряжением.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ: Часто задаваемые вопросы
Вопрос: Какова минимальная глубина реза при обработке? О: Как правило, глубина резания не должна быть меньше радиуса носовой части инструмента (R). Если DOC меньше радиуса носовой части, инструмент будет "тереть" или "обжигать" материал, а не резать его, что приведет к закалке и серьезному ухудшению качества поверхности.
Вопрос: Какова максимальная глубина реза при обработке? О: Обычно рекомендуется не превышать 2/3 эффективной длины режущей кромки пластины. Кроме того, обратитесь к ограничениям мощности шпинделя станка, чтобы избежать аварийных сигналов перегрузки.
Заключение
Правильная настройка глубины резания - это ключ к снижению затрат и повышению эффективности. Правильная настройка параметров не только защищает дорогостоящее оборудование, но и обеспечивает точность и безупречность каждой детали, поставляемой заказчику.
Ищем профессиональные решения в области механической обработки? Являясь ведущим поставщиком услуг по прецизионной обработке, мы обладаем более чем 15-летним опытом работы в отрасли. Если у вас возникли проблемы с оптимизацией параметров обработки или вам требуются высококачественные услуги по производству с ЧПУ:


