

При выборе латуни для проектов по обработке с ЧПУ инженеры часто сравнивают H59 и H62 - две широко используемые китайские марки, определенные в GB/T 5231 для кованых латуней. Выбор влияет на обрабатываемость, коррозионные свойства (включая обесцинкование), достижимую чистоту поверхности и общую стоимость. Поскольку "международные эквиваленты" различаются по стандартам и особенно по содержанию свинца и легирующих добавок, всегда указывайте точный химический состав и требуемое соответствие в документах на покупку.
В данном руководстве приводится сравнительный анализ, ориентированный на инженеров и охватывающий состав, свойства, образование сколов, децинкрустацию и выбор в зависимости от области применения.
Что такое латунь H59?
Латунь H59, которую часто выбирают из-за ее экономичности, является наиболее предпочтительным материалом для крупносерийной обработки деталей. Его особые свойства очень полезны для автоматизированных процессов обработки.
Химический состав
| Специфический предмет | H59 (прибл.) |
| Cu (масс.%) | 57-60 |
| Zn (масс.%) | Баланс |
| Pb (масс.%) | след / за заказ |
| Фаза | альфа + бета |
По составу H59 находится близко к границе полей альфа- и бета-фаз:
-
Содержание меди (Cu): приблизительно 57-60%
-
Микроструктура: В первую очередь Двухфазная структура альфа + бетаПри этом бета-фаза обычно присутствует в более высоких пропорциях, чем в H62. Бета-фаза представляет собой более твердый и хрупкий.
Примечание к обозначению: H59/H62 - это китайские кованые латуни GB/T 5231. Международный эквивалент не существует. Если вам требуется международная марка, указывайте диапазоны Cu/Zn/Pb и любые специальные дополнения (например, As для DZR), а не только название.
Механические и физические свойства
Бета-фаза определяет механические свойства H59, которые подходят для высокоскоростного съема материала:
-
Прочность и твердость: Незначительно более высокая прочность на разрыв и твердость по сравнению с H62.
-
Пластичность: Низкая пластичность и удлинение.
-
Формирование: Менее подходит для сложных процессов холодной штамповки.
Коррозионная стойкость и долговечность
H59 демонстрирует общую устойчивость, но имеет существенные ограничения в специфических условиях:
-
В целом: Подходит для использования в сухих помещениях, внутри помещений или в некритичных условиях.
-
Чувствительность к обесцинкованию (DZR): Высоко восприимчивый подвержены децинкованию при контакте с водой, в среде с высоким содержанием хлоридов или аммиака, что ставит под угрозу их долговечность.
Типовые применения
Благодаря своей обрабатываемости и экономичности H59 идеально подходит для:
-
Детали, чувствительные к затратам, с большим объемом производства, где время цикла является основным фактором.
-
Детали токарных автоматов благодаря отличной стойкости к образованию стружки.
-
Стандартные компоненты, такие как гайки, болты и простые втулки.
-
Некритичные детали, работающие под давлением, в контролируемых условиях.
Что такое латунь H62?
Латунь H62 с чуть более высоким содержанием меди обеспечивает лучший баланс механических характеристик, коррозионной стойкости и эстетической привлекательности, что делает ее лучшим выбором для конкретных применений.
химический состав
| Специфический предмет | H62 (прибл.) |
| Cu (масс.%) | 60.5-63.5 |
| Zn (масс.%) | 36-39.5 |
| Pb (масс.%) | след / за заказ |
| Фаза | альфа-доминанта |
По составу H62 ближе к однофазной области альфа:
-
Содержание меди (Cu): приблизительно 60,5-63,5%
-
Микроструктура: В первую очередь однофазная структура альфа и лишь небольшое количество бета-фазы, если таковая имеется. Альфа-фаза представляет собой более мягкие и пластичные.
Примечание к обозначению: H59/H62 - это китайские кованые латуни GB/T 5231. Международный эквивалент не существует. Если вам требуется международная марка, указывайте диапазоны Cu/Zn/Pb и любые специальные дополнения (например, As для DZR), а не только название.
Механические и физические свойства
Преобладающая альфа-фаза делает H62 более пластичным и сбалансированным:
-
Производительность: В целом более сбалансирован по прочности и твердости, чем H59.
-
Пластичность: Значительно лучшая пластичность и удлинения.
-
Формирование: Подходит для процессов холодной штамповки, таких как гибка и клепка.
Коррозионная стойкость и долговечность
Высокое содержание меди и однофазная структура H62 повышают его долговременную стабильность:
-
Долгосрочная стабильность: Более надежны для компонентов, предназначенных для эксплуатации на открытом воздухе или в течение длительного времени.
-
Отделка: Легче добиться стабильного и высококачественного качества поверхности при нанесении гальванических покрытий.
Типовые применения
H62 используется там, где важны долговременная надежность и внешний вид:
-
Корпуса клапанов и фитинги для некритичных систем водоснабжения или жидкостей.
-
Контакт с водой и наружные детали, такие как светильники.
-
Декоративные/эстетические компоненты, требующие равномерной полировки и равномерного покрытия.
-
Прецизионные сопрягаемые детали, где пластичность помогает выдерживать допуски.
H59 против H62: Сравнение бок о бок
Выбор между H59 и H62 часто сводится к компромиссу между эффективность/стоимость производства и коррозионная стойкость/качество поверхности.
Состав и микроструктура (альфа и бета)
Ключевое различие заключается в микроструктуре:
-
H59: Более высокая доля хрупкой бета-фазы (альфа + бета) приводит к образованию более твердого материала, который естественным образом формирует Короткие, ломкие стружки во время обработки.
-
H62: Преимущественно мягкая и пластичная альфа-фаза обеспечивает лучшую удлинение и пластичность но имеет тенденцию производить более жесткие, Более длинные и жесткие чипсы.
Механические свойства
| Недвижимость | H59 Латунь | H62 Латунь | Влияние на конечную деталь и обработку |
| Сила/твердость | Немного выше | Сбалансированный / Немного ниже | H59: лучше для жесткости конструкции; H62: Лучше для холодной штамповки. |
| Пластичность (удлинение) | Нижний (хрупкий) | Значительно выше | H59: допускается минимальная холодная обработка; H62: Подходит для клепки, развальцовки или легкой гибки. |
Обрабатываемость
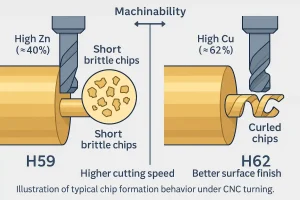
Иллюстрация образования стружки при обработке на станках с ЧПУ из латуни H59 (короткая стружка, высокая скорость) и латуни H62 (скрученная стружка, лучшая обработка).
Это, пожалуй, самый важный фактор для цехов с ЧПУ:
-
H59 (Формирование сколов): Естественные формы короткие, мелкие и ломкие щепки которые легко ломаются. Это идеальный вариант для высокоскоростная автоматизированная обработкатребуя минимальных стратегий стружкодробления. Он позволяет использовать более высокие скорости и подачи для максимального увеличения скорости съема материала (MRR).
-
H62 (Формирование сколов): Имеет тенденцию к образованию Более длинные, скрученные и струганные фишки (более жесткая альфа-фаза). Эффективный контроль стружки очень важен и требует специальной геометрии стружколомания или циклов сверления пека. Несмотря на потенциально более низкую скорость, это легче добиться более низких значений Ra и более четкое соответствие размеров.
Отделка поверхности и гальваническое покрытие
Качество поверхности напрямую связано с микроструктурой:
-
H62: Однородная структура альфа-фазы обеспечивает более устойчивая, стабильная поверхностьчто приводит к лучшей адгезии и более равномерному внешнему виду при последующем нанесении гальванических покрытий (никель, хром).
-
H59: Достигается приемлемая чистота обработки, но двухфазная (альфа + бета) микроструктура может привести к непоследовательное травление во время предварительной химической обработки, что требует более тщательной подготовки поверхности.
Обеззараживание и контакт с водой
H62 обычно проявляет меньшую склонность к обесцинкованию, чем H59, из-за большего содержания Cu и преобладания альфа-фазы; однако ни H59, ни H62 не являются специальными марками DZR. Для длительного контакта с водой (особенно горячей/мягкой/хлорированной) укажите латунь DZR (например, EN семейства CW602N / CuZn36Pb2As) или эквивалент в соответствии с вашим стандартом. Подтвердите требования (DZR, предельное содержание свинца) в PO/спецификации.
Стоимость и материальное обеспечение
-
Логика затрат: Более низкое содержание меди в H59, как правило, приводит к снижению стоимости сырья. Это важный фактор при крупносерийном производстве.
-
Доступность: Если вы покупаете пруток/катанку/трубу стандартных размеров, то обычно доступны обе марки; для жестких нестандартных размеров уточните время выполнения заказа - H59 часто снижает стоимость сырья, а H62 уменьшает риск отделки.
Сравнительная таблица H59 и H62
| Недвижимость | H59 (Cu ≈ 59%) | H62 (Cu ≈ 62%) |
| Состав (Cu/Zn) | Нижняя часть Cu | Выше Cu |
| Микроструктура | альфа + бета (больше бета) | Преимущественно альфа (в меньшей степени бета) |
| Обрабатываемость (стружка) | Превосходно (короткие, хрупкие) | Хорошо (длиннее, с завитушками) |
| Пластичность (удлинение) | Нижний | Выше |
| Восприимчивость DZR | Высокая восприимчивость | Умеренная восприимчивость |
| Консистенция поверхности/нанесения покрытия | Приемлемый | Лучше |
| Стоимость материала | Нижний | Немного выше |
| Типичное использование | Токарные детали большого объема | Контакт с водой/внешним миром, эстетические детали |
Соблюдение и ограничения
При выборе материала необходимо всегда соблюдать региональные нормативные требования, особенно в отношении здоровья населения и экологических ограничений.
Ведущий контент и региональные правила
-
Соответствие: Для компонентов, используемых в питьевой воде или регулируемых потребительских/промышленных целях, подтвердите ограничения на содержание свинца (например, SDWA/NSF США, директивы ЕС, RoHS/REACH, если применимо). Пригодность зависит от заказанного химического состава и местных правил. Если требуется низкое содержание свинца, укажите предел содержания свинца и запросите документацию о соответствии.
-
Заказ: H59/H62 могут быть заказаны в вариантах с низким содержанием свинца, но требования должны быть указаны в чертеже/PO (максимальное содержание свинца, тест/COC).
Когда следует требовать ДЗР
-
Риск: Длительный контакт с водой (горячей/мягкой/хлорированной), высоконадежная сантехника или прибрежная/химическая среда требуют повышенной прочности.
-
Технические характеристики: В этих случаях укажите марку DZR (например, CW602N) или региональный эквивалент. Названия и пределы варьируются в зависимости от стандарта, поэтому закупайте по составу + требованию DZR, а не по одному лишь названию.
Рекомендации по технологическому процессу обработки на станках с ЧПУ
Контрастное образование стружки требует различных стратегий обработки с ЧПУ для H59 и H62 для достижения максимальной эффективности и качества деталей.
Тенденции изменения параметров
-
H59 Стратегия (приоритет скорости): Извлеките выгоду из образование короткой стружки. Используйте высокие скорости вращения шпинделя и умеренной или высокой скорости подачи, чтобы максимизировать MRR. Края инструмента могут быть более острыми, но убедитесь, что надежная оснастка чтобы выдержать слабый ударный износ от ломающейся стружки.
-
H62 Стратегия (приоритет поверхности): Сосредоточьтесь на контроле стружки и стабильном удалении материала. Используйте умеренные скорости и постоянную, немного меньшую скорость подачи, чтобы контролировать стружку. Используйте немного больший хонингование/микрошампур на режущей кромке для повышения устойчивости и минимизации нарастания кромки (BUE). Стремиться к меньшие значения Ra (например, Ra 0,8-1,6 мкм) со специальными финишными проходами.
Подсказки к программе:
-
H59: Используйте высокие скорости/средневысокие подачи при черновой обработке; отделка требует отдельных, более консервативных параметров.
-
H62: Нанять геометрия прерывателя стружки и легкое хонингование кромок; параметры обработки должны быть направлены на Окно Ra 0,8-1,6 мкм.
Обработка после обработки (снятие напряжения)
-
Рекомендация: Латунь восприимчива к Коррозионное растрескивание под напряжением (КРН) когда внутреннее остаточное напряжение велико и он подвергается воздействию коррозионных агентов.
-
Постобработка: A низкотемпературный отжиг для снятия напряжения при 250-300 °C в течение 1-3 часов. настоятельно рекомендуется для людей, испытывающих сильный стресс H59 деталей.
Методы контроля чипов и использования охлаждающей жидкости
-
Поток охлаждающей жидкости: Всегда используйте обильный, хорошо направленный поток водосмешиваемой охлаждающей жидкости для отвода тепла и удаления стружки.
-
H62 Управление чипом: Из-за риска намотания длинной стружки (опилок) на инструмент или заготовку используйте специальные канавки для отламывания стружки на вставках, или включить цикл пек-бурения для механического разрушения длинных стружек.
Руководство по применению и выбору
Окончательное решение должно быть принято путем наложения требований к применению на свойства материала.
Выбор на основе сценария
| Сценарий | Рекомендуемый класс | Почему |
| Автоматизация больших объемов | H59 | Короткая хрупкая стружка позволяет увеличить MRR и снизить стоимость материала. |
| Контакт с водой/высокой влажностью | H62 (или DZR Grade) | При слабом воздействии воды H62 обычно работает лучше, чем H59, но для длительного контакта с водой рекомендуется использовать марку DZR. |
| Эстетика/Электропокрытие | H62 | Однородность финишного покрытия и превосходная адгезия. |
| Потребности в холодной штамповке/клепке | H62 | Для деформации после обработки требуется высокая пластичность. |
| Самый жесткий бюджет | H59 | Более низкое содержание меди приводит к снижению стоимости сырья. |
Заключение
Выбор между латунью H59 и H62 - это баланс приоритетов:
-
H59: Выберите более низкий стоимость и самый высокий скорость производства.
-
H62: Выбирайте лучшее коррозионная стойкость, начальник обработка поверхности, и долгосрочные надежность.
Пришлите нам ваш чертеж и спецификацию условий обслуживания. Мы дадим исчерпывающие рекомендации по материалам (H59, H62 или DZR), предложим оптимизированные параметры обработки с ЧПУ, план обработки поверхности, а также прозрачное предложение по стоимости и срокам выполнения заказа.
Свяжитесь с компанией "Обработка Minghe" сегодня чтобы превратить ваш дизайн из латуни в высококачественную готовую деталь.
Приведенная выше информация предназначена для общего инженерного руководства. Конкретные области применения должны соответствовать местным и региональным нормам (например, ограничения по содержанию свинца) и должны быть подтверждены испытаниями в конкретных областях применения.


