

Введение
Компания Minghe помогла тысячам инженеров и покупателей, перед которыми стоит одна и та же задача: снизить затраты на обработку с ЧПУ без ущерба для производительности и надежности деталей. В условиях высокой плотности и низких объемов производства этот баланс особенно важен.
За годы работы мы убедились, что экономия средств достигается не за счет коротких путей, а за счет более разумных решений на каждом этапе процесса. Каждый шаг - от первоначального проектирования и выбора материала до стратегии обработки и сотрудничества с поставщиками - открывает возможности для оптимизации.
В этой статье мы расскажем вам о том, какие именно методы мы используем в компании Minghe, чтобы сократить расходы, не срезая углов.
Оптимизация конструкции деталей для обеспечения технологичности
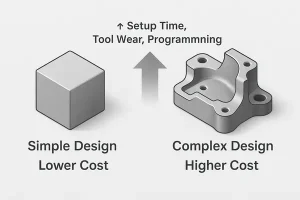
На этой диаграмме сравниваются простые и сложные конструкции деталей, наглядно показывая, как геометрия влияет на стоимость обработки.
По нашему опыту, самый быстрый способ снизить затраты на обработку с ЧПУ - это упростить саму деталь. Сложные детали увеличивают время программирования, настройки станка и износ инструмента - особенно при малых и средних объемах производства.
Вот несколько проверенных практик дизайна, которые мы рекомендуем своим клиентам:
- Используйте большие внутренние радиусы
Острые углы внутри карманов требуют использования инструментов малого диаметра, которые режут медленнее и чаще ломаются. Вместо этого подбирайте внутренние углы под стандартные размеры инструментов - это сделает траекторию инструмента более гладкой и сократит время обработки. - Поддерживайте постоянную толщину стенок
Тонкие стенки могут прогибаться или вибрировать под нагрузкой при резании, что может привести к дребезгу, плохой обработке поверхности или даже поломке детали. Равномерная, умеренная толщина стенок делает обработку более стабильной и снижает количество брака. - Придерживайтесь стандартных размеров отверстий и резьбы
Использование нестандартных диаметров или типов резьбы часто означает более медленную смену инструмента или изготовление его на заказ. По возможности используйте общие размеры сверл (например, Ø6 мм, Ø10 мм) и типы резьбы (например, M6, UNC ¼"), чтобы упростить обработку и снизить затраты. - Ограничение декоративных или косметических элементов
Выгравированные логотипы, текст или узоры могут выглядеть великолепно, но они также требуют дополнительного программирования и смены инструмента. Если брендирование необходимо, рассмотрите вариант лазерной маркировки после обработки. - Конструкция для удобного доступа к инструментам
Чем больше поверхностей нужно обработать, тем больше требуется заготовок. Постарайтесь разместить как можно больше критических элементов на доступных гранях - в идеале за одну установку. - Избегайте глубоких и узких полостей
Детали с большим отношением глубины к ширине замедляют обработку и увеличивают вероятность отклонения инструмента. Если необходимо выполнить глубокие пропилы, увеличьте отверстие или разделите деталь на отдельные компоненты. - Предпочитайте фаски плотным филе
Фаски быстрее обрабатываются стандартными инструментами. Для узких фасок часто требуются инструменты меньшего размера и более медленные проходы. Если не требуется прочность или сопряжение, фаски являются более экономичным вариантом. - Подгоните размер детали под стандартные размеры
Проектирование деталей в соответствии со стандартными размерами прутка, листа или экструзии минимизирует отходы материала и время черновой обработки. Например, если разработать деталь диаметром 49 мм вместо 51 мм, она может подойти к стандартному прутку диаметром 50 мм.
Быстрый контрольный список дизайна:
- Размеры внутренних углов соответствуют стандартным инструментам?
- Есть ли тонкие стенки меньше ~1,5× диаметра инструмента?
- Можно ли обрабатывать большинство деталей в одной ориентации?
- Отверстия и резьба имеют стандартные размеры?
- Какие-нибудь косметические разрезы можно пропустить или сделать после обработки?
Хороший дизайн - это не только производительность, но и эффективность изготовления детали. А небольшие изменения на стадии CAD могут привести к большой экономии на производстве.
Выберите экономичные материалы
Выбор правильного материала - это не только производительность, он играет важную роль как во времени обработки, так и в общей стоимости производства. В компании Minghe мы часто помогаем клиентам сэкономить до 30%, просто перейдя на более обрабатываемый или легкодоступный сплав.
Вот основные принципы, которыми следует руководствоваться при выборе материала:
- Приоритет отдается обрабатываемости
Некоторые металлы гораздо легче поддаются резке, чем другие. Алюминиевые сплавы, такие как 6061 или 7075, а также латунь или мягкая сталь для свободной обработки обеспечивают более быструю подачу и долгий срок службы инструмента. Напротив, нержавеющая сталь, титан и закаленные стали быстро изнашивают инструмент и замедляют производство. - Не переборщите со спецификацией
Если ваша деталь не требует исключительной коррозионной стойкости или высокой прочности, возможно, вам не нужен материал высшего класса. Например, переход с нержавеющей стали 304 на 303 может значительно сократить время цикла без существенных потерь в производительности. - Проверьте наличие и формат запасов
Некоторые специальные сплавы или заготовки больших размеров имеют длительное время изготовления или минимальные объемы заказа. По возможности подбирайте размеры детали в соответствии со стандартными размерами прутка, листа или экструзии - это сократит количество отходов сырья и головную боль при поиске поставщиков. - Думайте не только о стоимости килограмма сырья
Алюминий может быть дороже низкоуглеродистой стали в килограммах, но обычно он гораздо быстрее обрабатывается. Во многих случаях экономия времени компенсирует более высокую стоимость материала - особенно при изготовлении крупносерийных деталей. - Обратитесь к поставщику за рекомендациями
Машиностроительные предприятия часто знают, какие материалы они могут обрабатывать наиболее эффективно. Мы помогли клиентам сократить расходы, найдя заменители материалов, которые работают так же хорошо, но обрабатываются быстрее или лучше обрабатываются.
Сравнение стоимости материала и обрабатываемости:
| Материал | Обрабатываемость | Уровень затрат | Примечания |
|---|---|---|---|
| Алюминий 6061 | Превосходно | Низкий | Быстрая обработка, идеально подходит для изготовления прототипов и корпусов |
| Латунь C360 | Превосходно | Средний | Режет как масло, но стоимость сырья выше. |
| Мягкая сталь 1018 | Хорошо | Низкий | Надежность и универсальность для конструкционных деталей |
| Нержавеющая сталь 303 | Ярмарка | Средний | Лучшая обрабатываемость по сравнению с 304 |
| Нержавеющая сталь 304 | Бедный | Высокий | Заготовка быстро затвердевает, замедляется обработка |
| Титан Ti-6Al-4V | Очень плохо | Очень высокий | Требуется специальная оснастка и настройка |
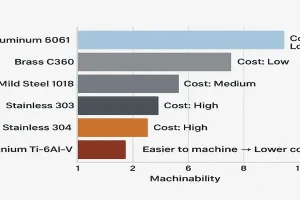
Эта таблица ранжирует такие материалы, как алюминий, латунь, нержавеющая сталь и титан, по степени обрабатываемости на станках с ЧПУ.
Лучший материал - это тот, в котором соблюден правильный баланс между производительностью, доступностью и простотой обработки. Правильный выбор на ранней стадии может значительно снизить затраты, не влияя на качество конечного использования.
По возможности используйте стандартные допуски
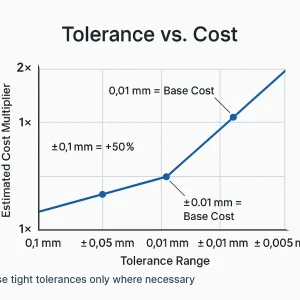
Этот график иллюстрирует экспоненциальный рост стоимости обработки по мере увеличения точности допусков на размеры.
Одним из самых больших факторов, влияющих на стоимость обработки с ЧПУ, являются жесткие допуски. Хотя высокая точность необходима для некоторых деталей, многие конструкции включают в себя допуски, которые жестче, чем необходимо - часто по привычке или из осторожности.
Вот как оптимизировать допуски для повышения эффективности затрат:
- Будьте внимательны к допускам
Не каждое отверстие или поверхность должны быть выполнены с точностью ±0,01 мм. Для некритичных элементов более слабые допуски - ±0,1 мм или даже ±0,2 мм - могут ускорить производство, уменьшить износ инструмента и повысить выход продукции. - Следуйте международным стандартам
Придерживаясь стандартов ISO или ANSI, магазины могут использовать проверенные методы контроля и стандартные измерительные приборы. Это также облегчает переделку или воспроизведение деталей у разных поставщиков. - Сохраняйте косметические характеристики в спокойном состоянии
Логотип, кромка или внешняя поверхность, которая не сопрягается с другими компонентами, не нуждается в жестком допуске. Мы часто видим проекты, в которых декоративные поверхности имеют завышенные допуски, что приводит к лишним затратам. - Избегайте допусков на штабелирование
Если несколько размеров зависят друг от друга, чтобы выдержать общее расстояние, даже небольшие ошибки могут увеличиться и привести к переделке. В таких случаях лучшим решением может стать переосмысление конструкции или добавление регулировочных пазов. - Четко определите зоны толерантности
Вместо того чтобы переопределять каждую деталь, используйте общее примечание о допуске в заголовке чертежа (например, "±0,1 мм, если не указано иное") и применяйте более жесткие допуски только там, где они действительно необходимы.
Оценка влияния на затраты в зависимости от диапазона допустимых отклонений:
| Диапазон допусков (метрический) | Влияние на стоимость по сравнению с базовым уровнем |
|---|---|
| ±0,10 мм | Базовый уровень (норма) |
| ±0,05 мм | +10-20% |
| ±0,01 мм | +30-50% |
| ±0,005 мм или плотнее | +70-100%+ |
Совет профессионала: Узнайте у поставщика, какие допуски он может выдерживать на своих станках "естественным образом". Проектирование с учетом этих возможностей позволяет избежать специальных настроек, замедлений или проверок, которые увеличивают скрытые расходы.
Допуски - это мощный инструмент, но, как и все инструменты, он должен использоваться с умом.
Минимизация настроек и изменений инструментов
При обработке с ЧПУ время, затрачиваемое на резку, - не единственный фактор, влияющий на стоимость, - настройка и смена инструмента могут спокойно добавлять часы на производство, особенно при обработке нескольких деталей или небольших партий.
Вот как сократить расходы за счет минимизации настроек:
- Сократите количество установок
Каждый раз, когда необходимо перевернуть или переориентировать деталь, станок должен быть остановлен, оператор должен переместить ее и проверить выравнивание. Это все время, за которое вы платите. Проектируйте свою деталь так, чтобы за один установ можно было обработать как можно больше элементов. - Консолидация функций на доступных поверхностях
Мы часто помогаем клиентам перерабатывать конструкции, требующие трех или четырех отдельных направлений обработки. Реорганизовав элементы или изменив геометрию, многие из них можно перенести на одно лицо, что позволяет сэкономить часы работы. - Стандартизация оснастки
Если для вашей детали требуется 15 различных диаметров инструмента, ожидайте увеличения времени на программирование и настройку. По возможности разрабатывайте детали, которые можно резать стандартными концевыми фрезами, сверлами и типами резьбы, уже имеющимися на складе большинства мастерских. - Избегайте функций, требующих специальных инструментов
Глубокие шпоночные пазы, подрезы или карманы с малым радиусом часто требуют дорогостоящей индивидуальной оснастки или дополнительных проходов. Если конструкция может обеспечить ту же функцию с помощью более простой геометрии, она почти всегда дешевле. - Соединяйте похожие детали вместе
Если вы производите семейство деталей, стандартизируйте для них как можно больше - размеры отверстий, ширину пазов и качество обработки поверхности. Это позволит повторно использовать одни и те же траектории и настройки инструментов, сводя к минимуму переналадку. - Инвестируйте в быстросменное крепление
При больших объемах или повторных заказах быстросменные приспособления или мягкие зажимные губки могут значительно сократить время загрузки деталей. Хотя это требует определенных предварительных затрат, экономия на длительных партиях часто быстро окупается.
Совет по эффективности: Если ваш поставщик использует 5-осевую обработку, спросите, как можно изменить конструкцию вашей детали, чтобы в полной мере использовать ее преимущества. Мы видели случаи, когда деталь с двумя установками превращалась в однопроходную, что сокращало трудозатраты вдвое.
Дизайн для серийного производства
Обработка с ЧПУ становится значительно эффективнее, когда детали проектируются с учетом повторяемости. В то время как создание прототипов позволяет добиться большей гибкости, серийные работы требуют постоянства и скорости - и на то, и на другое можно повлиять непосредственно при проектировании.
Вот как оптимизировать ваши детали для серийного производства:
- Конструкция для стабильного, повторяемого крепления
Неправильные формы, круглые основания или труднозажимные геометрии часто замедляют процесс серийной работы. Детали, которые сидят ровно и могут быть быстро выровнены, идеально подходят для массового производства. При необходимости добавьте контрольные кромки или элементы выравнивания непосредственно в конструкцию. - Симметрия рычага
Симметричные детали часто можно обрабатывать в зеркальном отображении, используя одно и то же приспособление. Это сокращает количество необходимых пользовательских настроек и позволяет операторам обрабатывать лево- и правосторонние детали без перепрограммирования. - Рассмотрим возможность обработки нескольких деталей
Если ваша деталь небольшая, вы можете разместить несколько деталей в одном приспособлении. Мы регулярно разрабатываем приспособления, вмещающие 2, 4 и даже 10 деталей одновременно, что позволяет за один цикл изготовить несколько готовых компонентов. - Используйте вкладки или соединительные элементы для работы
При обработке тонких деталей или деталей из мягкого материала добавление небольших выступов между компонентами или на удерживающую раму облегчает обработку и доводку. Впоследствии их можно удалить с минимальными дополнительными затратами. - Стандартизация функций в семействах продуктов
Если вы производите несколько родственных деталей, унифицируйте такие детали, как шаблоны отверстий, ширина пазов или размеры резьбы. Это позволит цеху повторно использовать траектории инструментов и приспособлений в разных сериях, что сократит время и стоимость программирования. - Предвидеть износ инструмента и колебания материала
При длительных сериях даже небольшие различия в твердости сырья или накоплении стружки могут повлиять на допуски. Избегайте погранично тонких стенок или слишком плотного прилегания, которые могут выйти из строя на полпути к выпуску партии.
Производственный совет: Сообщите поставщику о предполагаемом годовом объеме. Если вы планируете делать несколько заказов в течение определенного времени, они смогут амортизировать затраты на крепеж и предложить более выгодные цены на каждую деталь.
Учитывайте расходы на постобработку
Легко упустить из виду время и затраты, которые добавляются после завершения обработки, но такие этапы после обработки, как финишная обработка, нанесение покрытий и удаление заусенцев, могут составлять удивительную часть общей стоимости детали.
Вот как держать эти расходы под контролем:
- Не дорабатывайте то, что в этом не нуждается
Мы часто видим детали с тонкой отделкой поверхности (например, Ra 1,6 мкм или выше) на всех гранях, даже на внутренних или скрытых. Если поверхность не будет видна, к ней не будут прикасаться или она не повлияет на сборку, рассмотрите вариант более грубой, но приемлемой отделки. - Минимизация требований к косметике
Обработанная текстура, полированные поверхности или дробеструйная обработка могут выглядеть великолепно, но каждая дополнительная отделка означает дополнительные затраты времени и средств. Стратегически подходите к выбору того, где внешний вид имеет значение. Для брендинга простая лазерная маркировка после механической обработки обычно намного экономичнее гравировки. - По возможности совмещайте этапы отделки
Если деталь требует анодирования и лазерной маркировки, планируйте, что они будут выполняться последовательно, без дополнительных настроек. Создание плоских поверхностей для маркировки или включение элементов выравнивания может ускорить этот процесс. - Избегайте сложных задач маскировки
Если для нанесения покрытия требуется маскировать определенные участки (например, резьбу или контактные поверхности), это обычно требует ручного труда. По возможности проектируйте деталь так, чтобы маскируемые и покрываемые участки были естественно разделены - например, по высоте или ориентации. - Учитывайте изломы кромок и заусенцы
Острые внутренние кромки часто требуют ручной зачистки, что увеличивает трудозатраты. Вместо этого, если необходимо, сделайте фаски или радиусы, чтобы обеспечить возможность машинного снятия заусенцев или уменьшить необходимость в послеоперационной очистке. - Четко общайтесь с поставщиком
Расплывчатые спецификации вроде "гладкая поверхность" или "легкая полировка" оставляют возможность для интерпретации и чрезмерной обработки. Вместо этого укажите диапазон шероховатости поверхности (например, Ra не более 3,2 мкм), тип покрытия и требуемый уровень визуального качества.
Совет по отделке: Если вы не уверены, какое покрытие или отделка лучше всего подходят для вашей области применения, попросите у поставщика образцы или фотографии. 10-минутное обсуждение часто может избавить от дорогостоящих догадок.
Сотрудничайте с поставщиком механической обработки на ранних этапах
Некоторые из наиболее эффективных возможностей экономии возникают еще до того, как будет вырезан один чип. Привлечение поставщика ЧПУ на ранней стадии проектирования поможет вам избежать дорогостоящих ошибок и найти более простые способы изготовления детали.
- Используйте обратную связь DFM, чтобы избежать чрезмерного усложнения
Мы знаем бесчисленное множество случаев, когда небольшие изменения глубины кармана, размера резьбы или допуска экономили часы обработки. Заблаговременное предоставление модели позволяет поставщику выявить эти вопросы до того, как они станут проблемой. - Спросите о рекомендациях по материалам
Скорее всего, в вашем цехе есть предпочтения по материалам, основанные на том, что имеется в наличии, что хорошо обрабатывается или что лучше всего подходит для их технологического процесса. Иногда переход с нержавеющей стали 304 на 303 или с холоднокатаной на горячекатаную сталь дает значительную разницу в стоимости и сроках изготовления. - Поймите возможности их машин
Не все мастерские используют 5-осевое оборудование, имеют сверхточные шпиндели или специализируются на определенных сплавах. Поинтересуйтесь, как выглядит их типичная установка, а затем согласуйте свой проект с их сильными сторонами. - Объемы и будущие потребности
Мы часто можем оправдать инвестиции в крепеж, оптимизацию программы или оптовые цены, если знаем, что деталь пойдет в производство. Конструкция, которая отлично подходит для создания единичных прототипов, может оказаться не очень подходящей для масштабирования, если это не будет учтено заранее. - Поддерживайте открытую связь
Лучшие проекты по механической обработке получаются, когда обе стороны согласованы. Когда мы понимаем функцию детали, а не только ее геометрию, мы можем предложить лучшие варианты изготовления. Например, превращение сложной полости в две более простые детали, соединенные болтами, иногда позволяет сократить время обработки вдвое.
Реальный совет: Не ждите окончательного чертежа. Быстрый обмен экранами или отправка STEP-файла в середине проектирования часто приводит к лучшим результатам, чем запросы на поставку в последнюю минуту с заблокированной геометрией.
Заключение
Сокращение расходов на обработку с ЧПУ - это не просто срезание углов, а принятие более разумных решений с самого начала. На каждом шагу есть возможности для экономии времени и денег: от уточнения геометрии детали и выбора правильных материалов до упрощения настройки и согласования с возможностями поставщика.
Компания Minghe помогла тысячам инженеров оптимизировать свои детали для производства без ущерба для качества, долговечности и сроков изготовления. Независимо от того, разрабатываете ли вы прототип или готовитесь к крупносерийному производству, мы готовы помочь вам сделать ваши конструкции более эффективными и экономичными.
Готовы сократить расходы на обработку без ущерба для качества?
📩 Свяжитесь с нами прямо сейчас, чтобы получить бесплатный обзор DFM и конкурентоспособное предложение


