

Пассивирование поверхностей из нержавеющей стали необходима для достижения долгосрочной коррозионной стойкости и поддержания надежности деталей. Этот контролируемый химический процесс восстанавливает естественную защиту сплава после механической обработки или сварки. При изготовлении и очистке остатки свободного железа или загрязняющие вещества могут повредить оксидный слой, что приведет к образованию ржавчины или точечной коррозии.
В этом руководстве объясняется, что такое пассивация нержавеющей стали, зачем она нужна, как происходит процесс, основные методы и стандарты пассивации, методы проверки и безопасности, а также ответы на общие инженерные вопросы.
Что такое пассивация нержавеющей стали
Сайт процесс пассивации нержавеющей стали это контролируемая химическая обработка, которая удаляет поверхностное свободное железо и загрязнения, способствуя образованию плотного, стабильного слоя оксида хрома, который значительно повышает коррозионную стойкость.
В отличие от покрытия или гальваники, пассивация нержавеющей стали не добавляет никакого слоя материала - она восстанавливает собственное пассивное состояние металла и практически не влияет на размеры и механические свойства.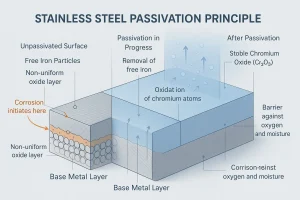
Краткая история пассивации нержавеющей стали
Концепция пассивации была впервые признана в начале XX века, когда инженеры заметили, что нержавеющая сталь естественным образом образует тонкую пленку оксида хрома, которая предотвращает появление ржавчины. В 1913 году металлург Гарри Брерли, открывший нержавеющую сталь, подтвердил это свойство самозащиты.
В 1930-х годах для восстановления и укрепления этого пассивного слоя после механической обработки или сварки стали применять химические методы обработки с использованием азотной кислоты. Позднее эти методы переросли в современные стандарты, такие как ASTM A967 и AMS 2700, которые продолжают определять сегодняшнюю практику пассивации нержавеющей стали.
Зачем выполнять пассивацию нержавеющей стали
Пассивирующая обработка широко используется в прецизионном производстве для обеспечения надежной коррозионной стойкости и продления срока службы.
-
Улучшенная коррозионная стойкость: Образует плотный слой оксида хрома, который противостоит влаге, солям и обычным химическим веществам.
-
Удаляет производственные остатки: Удаляет свободное железо, полировочные составы и окислы, которые могут привести к образованию ржавчины.
-
Повышение чистоты и гигиены: Обеспечивает более чистую и однородную поверхность, подходящую для использования в пищевой, фармацевтической и медицинской промышленности.
-
Снижение затрат на техническое обслуживание: Минимизирует время простоя и замены, повышая общую экономичность жизненного цикла.
-
Ремонт сварных швов: Устраняет обесцвечивание и восстанавливает внешний вид зон, подвергшихся тепловому воздействию.
Эффективная пассивация нержавеющей стали предотвращает преждевременную коррозию и обеспечивает стабильное качество поверхности.
Как выполняется пассивация нержавеющей стали
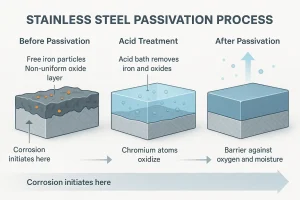
Сайт процесс пассивации нержавеющей стали как правило, включает очистка и обезжиривание → кислотное травление/реакция пассивации → многократное ополаскивание → сушка и регенерация оксидной пленки или контроль.
Каждый этап напрямую влияет на качество, консистенцию и долговременную коррозионную стойкость пассивирующей пленки.
1. Очистка и обезжиривание
Используйте щелочные или нейтральные моющие средства при температуре 40-60 °C в течение 5-15 минут для удаления остатков масла, смазки и охлаждающей жидкости после обработки или полировки.
После ополаскивания поверхность должна пройти испытание на водонепроницаемость - Непрерывная водная пленка свидетельствует о полной чистоте, а капли - об остатках масла или поверхностно-активных веществ.
Недостаточная очистка может привести к появлению темных пятен или неравномерному образованию оксидной пленки на более поздних этапах процесса пассивации.
2. Кислотное травление и пассивация
Погрузите детали в растворы азотной (20-50 %) или лимонной (4-10 %) кислоты, чтобы растворить поверхностное железо и способствовать обогащению хромом.
Азотная кислота обеспечивает сильную активацию, но требует удаления дыма и нейтрализации отходов; лимонная кислота более безопасна и идеально подходит для марок 304 / 316.
Время и температура должны тщательно контролироваться - недостаточная обработка оставляет свободное железо, а чрезмерная обработка может привести к затуплению поверхности или появлению точечной коррозии.
Типичные параметры: 20-50 °C для азотных систем (20-30 мин) и 50-65 °C для лимонных систем (10-40 мин).
3. Многоступенчатое ополаскивание
Промойте детали три или четыре раза деионизированной водой, чтобы удалить остатки кислот и солей.
Высокочистые компоненты часто требуют заключительной горячей DI-полоскания (60-80 °C) для предотвращения загрязнения хлоридами.
Проводимость должна оставаться ниже 50 мкСм/см, подтверждая, что все активные ионы были удалены до сушки.
4. Сушка и образование пленки
Сушите компоненты фильтрованным горячим воздухом или в чистой духовке при температуре ниже 80 °C, чтобы избежать появления следов окисления.
Во время сушки слой оксида хрома естественным образом преобразуется при контакте с кислородом - в течение нескольких минут защитная пассивная пленка стабилизируется и обеспечивает полную коррозионную стойкость.
Осмотр должен подтвердить наличие однородной, без пятен поверхности, готовой к испытаниям или сборке.
Распространенные методы пассивации
Разное методы пассивации доступны для поверхностей из нержавеющей стали. Каждый из них обладает разной степенью эффективности, воздействия на окружающую среду и подходит для конкретных марок или отраслей промышленности.
| Метод | Химическая система | Ключевые особенности и применение |
|---|---|---|
| Пассивация азотной кислотой | HNO₃ (20-50 %) | Традиционное, сильное удаление железа; требует контроля дыма и нейтрализации. |
| Пассивация лимонной кислотой | C₆H₈O₇ (4-10 %) | Безопасный и экологически чистый; идеально подходит для 304/316 и гигиенических производств. |
| Азотная кислота + дихромат натрия | HNO₃ + Na₂Cr₂O₇ | Высокая интенсивность, но содержит Cr⁶⁺; снимается с производства из-за токсичности. |
| Электрополировка (с пассивацией) | Смеси H₃PO₄ + H₂SO₄ | Удаляет микропики и образует превосходный оксидный слой; используется для зеркальных или высокочистых деталей. |
Выбор метода пассивации зависит от марки сплава, качества обработки поверхности и экологических норм в соответствии с такими стандартами, как ASTM A967 или AMS 2700.
Основные преимущества пассивации

Ключ преимущества пассивации нержавеющей стали К ним относятся улучшенные антикоррозийные характеристики и увеличенный срок службы:
-
Повышенная коррозионная стойкость против точечной коррозии и трещин.
-
Восстановление внутренней производительности удаляя вкрапления и свободное железо.
-
Более длительный срок службы и низкая стоимость благодаря сокращению времени обслуживания и простоев.
-
Улучшенный внешний вид и чистота поверхностиИх легче дезинфицировать.
-
Восстановление зоны сваркиУстраняет тепловой оттенок и обесцвечивание.
Стандарты пассивации
Международные стандарты пассивации определять химические растворы, параметры процесса и методы проверки для обеспечения постоянной коррозионной стойкости деталей из нержавеющей стали.
| Стандарт | Область применения и описание | Типовые применения |
|---|---|---|
| ASTM A967 | Определяет концентрацию азотной и лимонной кислоты, температуру, продолжительность и приемочные испытания; заменяет QQ-P-35. | Детали общей обработки, крепеж |
| AMS 2700 | Спецификация для аэрокосмической отрасли, в которой особое внимание уделяется химическому контролю и испытаниям на коррозию. | Аэрокосмические и оборонные компоненты |
| ASTM A380 | Общее руководство по очистке, удалению окалины и пассивации нержавеющих сталей. | Промышленное оборудование и трубопроводы |
| ASTM B912 | Признает электрополировку как эффективный процесс пассивации. | Медицинские, полупроводниковые, санитарные детали |
Проверка и тестирование
Проверка качества пассивации обеспечивает полное развитие оксидного слоя и устойчивость к коррозии.
Общие процедуры валидации включают:
-
Испытание на водонепроницаемость - Обратите внимание, образует ли вода сплошную пленку; разрывы или капли указывают на загрязнение или неполную пленку.
-
Испытание медным купоросом - Погрузите в раствор CuSO₄; осаждение меди свидетельствует о наличии свободного железа и недостаточной пассивации.
-
Испытание солевым аэрозолем - Для оценки защитных свойств подвергнуть контролируемому воздействию соляного тумана; продолжительность зависит от стандарта.
-
Испытание на влажность или погружение в воду - Имитируйте конденсацию или длительное воздействие; проверьте наличие ржавчины, пятен или обесцвечивания.
Если тест не удался, то обычно причинами являются недостаточная предварительная очистка, неравномерная обработка кислотой, плохое ополаскивание или неполная сушка.
Если пассивация нержавеющей стали не выполнена, остатки свободного железа быстро окисляются во влажной или богатой хлоридами среде, образуя пятна ржавчины и сокращая срок службы.
Меры предосторожности
Безопасность при пассивировании нержавеющей стали имеет решающее значение для долговечности как работников, так и оборудования.
-
Личная защита: Используйте кислотостойкие перчатки, защитные очки или щитки и фартук.
-
Вентиляция: Эксплуатируйте азотные системы с эффективным отводом дыма.
-
Химический контроль: Поддерживайте надлежащую концентрацию, температуру и продолжительность, чтобы предотвратить перетравливание или обесцвечивание.
-
Избегайте смешанных материалов: Не обрабатывайте в одной ванне различные марки нержавеющей стали.
-
Тщательное ополаскивание: Многоступенчатая промывка DI-водой предотвращает образование остатков кислоты или хлоридов.
-
Обращение с отходами: Нейтрализуйте и утилизируйте отработанные растворы в соответствии с правилами.
Строгое соблюдение правил безопасности обеспечивает стабильность и воспроизводимость результатов пассивации.
Часто задаваемые вопросы
Q1 Всегда ли требуется пассивация для нержавеющей стали?
Настоятельно рекомендуется для использования в пищевой, медицинской, морской и хлорированной среде; опционально - для мягких условий внутри помещений.
Q2 Какую кислоту выбрать - лимонную или азотную?
Лимонная кислота более безопасна и экологична; азотная кислота удаляет железо более агрессивно, но требует более жесткого контроля отходов.
Q3 Меняет ли пассивация размеры или цвет?
Он практически не изменяет размеры, поверхности выглядят немного светлее и чище.
Q4 Как долго держится пассивирующая пленка?
Он остается стабильным при нормальной эксплуатации; рекомендуется периодически проверять детали, находящиеся в условиях воздействия хлоридов или повышенной влажности.
Q5 Чем пассивация отличается от электрополировки?
Пассивация химически удаляет свободное железо и реформирует оксидный слой, а электрополировка сглаживает поверхность и одновременно создает пассивную пленку более высокого класса.
Заключение
Правильно пассивация нержавеющей стали значительно улучшает коррозионную стойкость, внешний вид и чистоту, снижая при этом общую стоимость жизненного цикла.
Следуя ASTM A967 или AMS 2700 и проведение испытаний на водонепроницаемость, медным купоросом или солевыми брызгами обеспечивает стабильное, повторяемое качество.
Готовы начать свой проект по пассивации? Загрузите свои рисунки и наша команда инженеров предоставит оптимизированный процесс пассивации и коммерческое предложение.


