
В обработке с ЧПУ обработка поверхности описывает микроскопическую текстуру, остающуюся на детали после резки, шлифовки или полировки.
Она напрямую влияет на эксплуатационные характеристики детали - трение, износостойкость, герметичность, усталостную прочность и даже внешний вид.
Каждая траектория движения инструмента и режущие движения оставляют тонкие следы, образуя пики и впадины, измеряемые микрометрами.
Более гладкая поверхность с небольшими неровностями обычно обеспечивает лучшее прилегание при сборке, более высокую коррозионную стойкость и долговечность.
Типичные значения варьируются от Ra 3,2 мкм для общей обработки до Ra 0,8 мкм или более тонкие для уплотнения или прецизионных поверхностей.
Что такое отделка поверхности
Отделка поверхности, иногда называемая текстурой поверхности, относится к мелким неровностям на поверхности материала.
Он включает в себя три основных элемента -шероховатость, волнистость, и лежать-которые в совокупности определяют общий рельеф местности.
- Шероховатость: Мелкие неровности, образующиеся в процессе резки.
- Волнистость: Крупные волнистые участки, вызванные вибрацией или прогибом.
- Lay: Доминирующее направление детали, создаваемое траекторией обработки.
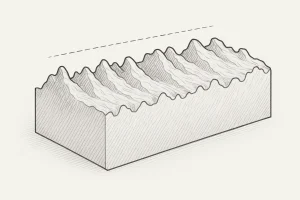
Трехмерный технический эскиз профиля обработанной поверхности, иллюстрирующий пики, долины и среднюю линию для оценки шероховатости.
Эти факторы в совокупности определяют как функциональное, так и эстетическое качество обработанной детали.
Почему чистота поверхности имеет значение при обработке
Качество поверхности влияет практически на все эксплуатационные характеристики деталей.
- Точность подгонки и размеров - Гладкие поверхности обеспечивают правильное сопряжение и строгий контроль допусков.
- Трение и износ - Уменьшенная шероховатость минимизирует трение и продлевает срок службы деталей.
- Усталостная прочность - Гладкие профили устраняют места концентрации напряжений, которые могут привести к образованию трещин.
- Смазка и уплотнение - Правильная текстура поверхности улучшает удерживание жидкости и надежность уплотнения.
- Адгезия покрытия - Равномерная текстура способствует равномерному нанесению покрытия и гальванической обработки.
В таких высокоточных отраслях, как аэрокосмическая промышленность, медицина и производство пресс-форм, качество обработки поверхности напрямую связано с надежностью, экономичностью и сроком службы изделий.
Как измеряется шероховатость поверхности
Измерение шероховатости поверхности позволяет определить изменения высоты поверхности для получения численных значений шероховатости.
Обычно используются три основных метода измерения:
- Контактный профилометр - Щуп перемещается по поверхности и регистрирует вертикальные отклонения для вычисления Ra, Rz и среднеквадратичного значения.
- Оптические измерения - Бесконтактные системы, такие как лазерные или световые интерферометры, быстро и без повреждений снимают профиль поверхности.
- Метод сравнения - Операторы сравнивают заготовку со стандартными эталонными пластинами или образцами для быстрого контроля на производстве.
В современных мастерских обычно используются контактные профилометры, поскольку они обеспечивают баланс между точностью, стоимостью и простотой калибровки.
Параметры и символы шероховатости поверхности
Качество поверхности определяется несколькими ключевыми параметрами и стандартными обозначениями, используемыми в технических чертежах.
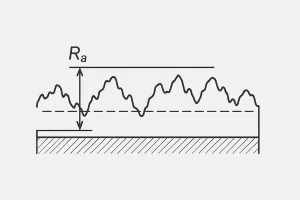
Техническая диаграмма, иллюстрирующая, как измеряется Ra (средняя арифметическая шероховатость) на профиле обработанной поверхности.
Ra - среднее арифметическое шероховатости
Представляет собой среднее отклонение пиков и долин поверхности от средней линии.
- Фрезерование или точение: Ra ≈ 3,2 мкм
- Тонкое шлифование: Ra ≈ 0,8 мкм
- Полировка: Ra ≤ 0,2 мкм
Rz - десятибалльная высота
Указывает среднюю разницу между пятью самыми высокими пиками и пятью самыми глубокими долинами в пределах длины выборки.
Он особенно полезен для оценки уплотнительных и несущих поверхностей.
RMS - среднеквадратичная шероховатость
Аналогичен Ra, но придает больший вес экстремальным пикам и долинам.
Применяется в аэрокосмической промышленности и для оценки оптических поверхностей.
Укладка и волнистость
Укладка описывает основное направление рисунка на поверхности, в то время как волнистость представляет собой более крупные периодические отклонения, вызванные вибрацией станка или инструмента.
Диаграмма преобразования шероховатости поверхности
Разные регионы и стандарты по-разному выражают качество поверхности.
Наиболее широко используются ISO 1302 и ASME B46.1, которые классифицируют поверхности по значениям Ra и номерам марок.
| Ra (мкм) | Rz (мкм) | Типичный процесс обработки |
|---|---|---|
| 12.5 | 50 | Грубое точение / фрезерование |
| 6.3 | 25 | Полуфабрикаты |
| 3.2 | 12.5 | Общая отделка |
| 1.6 | 6.3 | Прецизионное точение |
| 0.8 | 3.2 | Тонкое измельчение |
| 0.4 | 1.6 | Суперфинишная обработка |
| 0.2 | 0.8 | Полировка |
| Класс ISO | Ra (мкм) | Пример процесса |
|---|---|---|
| N1 | 0.025 | Поверхность оптического зеркала |
| N4 | 0.2 | Полированные детали |
| N6 | 0.8 | Тонкое измельчение |
| N8 | 3.2 | Общая обработка |
| N10 | 12.5 | Грубое вращение |
| N12 | 50 | Отлитая поверхность |
Обозначения Ra и N-класса взаимозаменяемы; например, Ra 1,6 мкм ≈ N6.
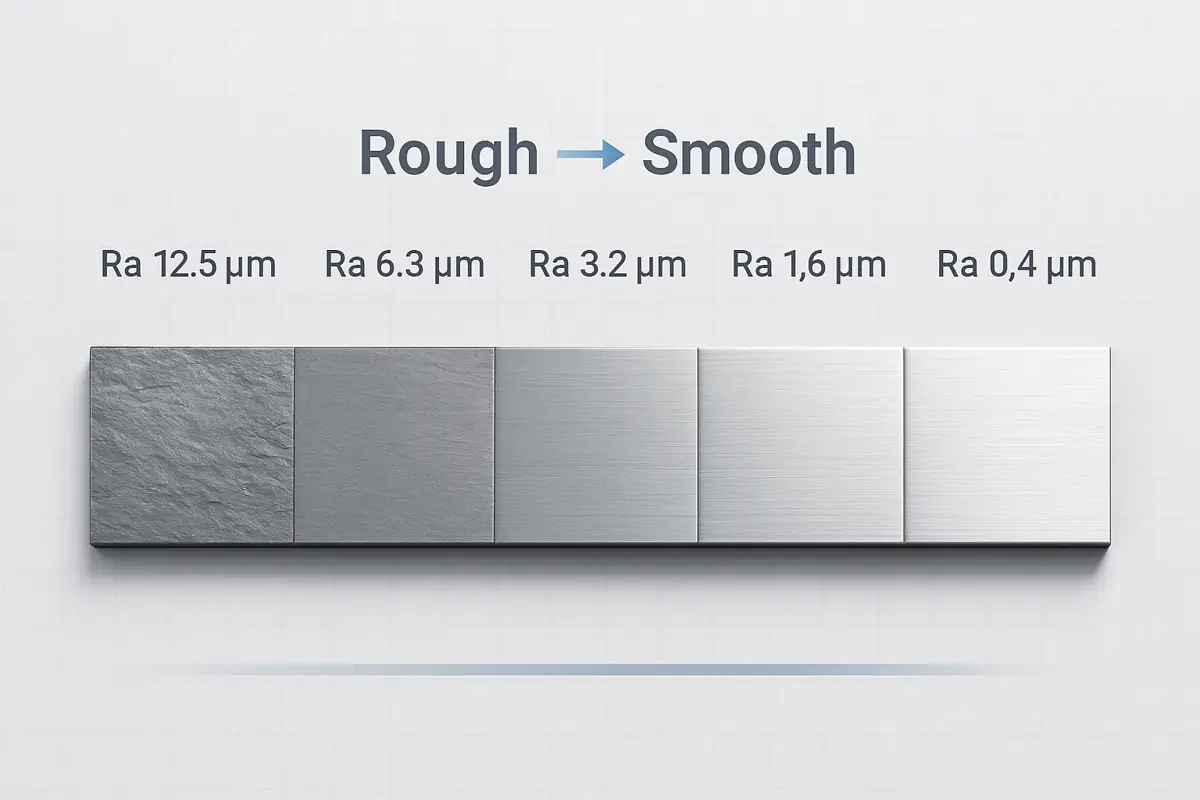
Визуальное сравнение уровней чистоты поверхности
Цифровые значения шероховатости сами по себе не всегда передают визуальные или тактильные различия.
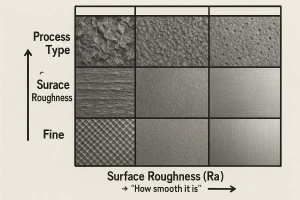
Визуальная диаграмма, сравнивающая типы процессов обработки и соответствующие уровни шероховатости поверхности (Ra) от грубой до тонкой отделки.
Визуальное сравнение помогает инженерам и покупателям быстро понять, что представляет собой каждый уровень.
| Уровень отделки | Ra (мкм) | Визуальный облик | Типичный процесс |
|---|---|---|---|
| N12 - N10 | 50 - 12.5 | Видимые следы от инструментов, грубая текстура | Грубое вращение |
| N9 - N8 | 6.3 - 3.2 | Равномерный рисунок, слегка шероховатый на ощупь | Общая обработка |
| N7 - N6 | 1.6 - 0.8 | Гладкая поверхность, мало видимых линий | Тонкое измельчение |
| N5 - N4 | 0.4 - 0.2 | Яркий и отражающий | Полировка или хонингование |
| N3 - N1 | ≤ 0.1 | Зеркальная отделка | Прецизионная полировка |
Факторы, влияющие на качество поверхности
Качество обработанной поверхности зависит от множества взаимодействующих переменных.
- Геометрия и износ инструмента
- Скорость резания и подача
- Твердость материала заготовки
- Состояние смазки и охлаждения
- Вибрация станка и жесткость крепления
Например, увеличение скорости подачи обычно увеличивает шероховатость, а недостаточное количество охлаждающей жидкости может привести к образованию наростов на кромках и разрывов, которые ухудшают качество обработки.
Шероховатость поверхности в сравнении с шероховатостью поверхности
Шероховатость поверхности - это измеряемый компонент шероховатости поверхности, количественно определяющий небольшие неровности с помощью таких параметров, как Ra и Rz.
Однако чистота поверхности - это более широкий термин, включающий в себя шероховатость, волнистость, направление укладки и описывающий всю текстуру поверхности.
Две детали могут иметь одинаковое значение Ra, но отличаться по текстуре и функциональности, если их укладка или волнистость различны.
Это различие гарантирует, что в проектных чертежах будут указаны как количественные параметры, так и текстурные характеристики.
Заключение
Шероховатость поверхности - важнейший показатель качества обработки.
Он определяет, насколько хорошо деталь прилегает, двигается, уплотняется и выдерживает нагрузку.
Оптимизируя параметры резания, геометрию инструмента и стратегии охлаждения, производители могут эффективно и экономично достигать заданной чистоты обработки.
Установление реалистичных требований к отделке на ранней стадии проектирования позволяет лучше контролировать расходы и обеспечивать стабильные эксплуатационные характеристики.
Запросите цену у нашей команды инженеров.
Загрузите свои чертежи, чтобы быстро получить инженерный анализ и смету.


