В сфере механического производства и технического обслуживания целостность и надежность компонентов часто зависят от качества внутренней резьбы. На сайте резьбовой метчик это специализированный режущий или холодноштамповочный инструмент, необходимый для создание эти точные внутренние резьбы в предварительно просверленных отверстиях. Для профессионалов B2B - от специалистов по поиску поставщиков до инженеров-технологов - освоение методов выбора инструмента, технических стандартов и оптимизации процесса, описанных здесь, имеет первостепенное значение для минимизации брака, продления срока службы инструмента и обеспечения безопасности продукции.
Что такое резьбонарезной метчик
Резьбонарезной метчик - это закаленный инструмент с прецизионной заточкой, создающий требуемый профиль внутренней резьбы путем вращательного движения и контролируемой осевой подачи в предварительно обработанное отверстие. Это наиболее распространенный и эффективный метод создания внутренней резьбы.
Структура и принципы
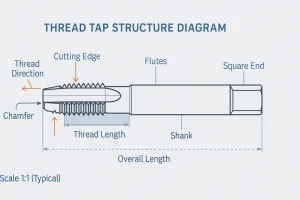
Основная функция крана определяется принципом его работы:
- Принцип резания (нарезные метчики): Эти метчики создают резьбу, срезая и удаляя материал (образуя стружку) с помощью острых режущих кромок. Режущие метчики универсальны и подходят для широкого спектра материалов, включая закаленные и хрупкие металлы.
- Принцип формовки (формовочные метчики): Также известны как роликовые метчики или метчики без стружки. Они работают за счет сильного радиального давления, смещая и пластически деформируя материал в форму резьбы, что приводит к нулевые чипы. Этот процесс упрочняет поверхность, создавая резьбу, как правило, 20%-30% прочнее, но этот инструмент строго ограничен высоко пластичными материалами (например, алюминием, низкоуглеродистой сталью).
Типы кранов
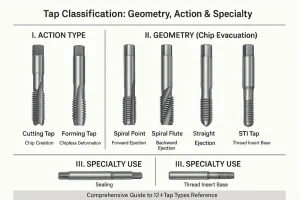
Понимание структурной геометрии каждого типа метчиков имеет решающее значение для прогнозирования эффективности удаления стружки и выбора подходящего инструмента для работы. Конструкции метчиков подразделяются по геометрии, назначению и конкретной форме резьбы, для создания которой они предназначены.
Распространенные типы промышленных кранов
Метчики со спиральным наконечником (метчики-пистолеты)
Спиральный метчик имеет только частичные канавки вдоль корпуса, а основное режущее действие сосредоточено на передней грани, расположенной под углом. Такая геометрия очень эффективна для перемещения отрезанной стружки вперед и в сторону отверстия. Таким образом, метчики со спиральным наконечником являются оптимальным выбором для сквозное отверстие применения, обеспечивая высокую скорость резания и эффективность обработки.
Метчики со спиральной флейтой
Спиральные метчики характеризуются непрерывными спиральными канавками, обычно с большим углом спирали (от 35∘ до 45∘). Такая конструкция активно поднимает стружку назад и вверхи извлекает их из отверстия. Этот механизм обратной эвакуации необходим для глухое отверстие и является наилучшим выбором для обработки липких, вязких материалов (например, нержавеющей стали), где скопление стружки является основным фактором риска.
Метчики с прямой флейтой
Метчики с прямыми флейтами имеют параллельные флейты, что приводит к низкой эффективности отвода стружки. Стружка в основном скапливается внутри желобков. Такая конструкция лучше всего подходит для хрупкие материалы (например, чугун, латунь), которые дают короткую сегментированную стружку, не позволяющую легко заклинить кран.
Формовочные метчики (метчики для прокатки)
Формовочные метчики создают резьбу через пластическая деформация а не резать. Они устраняют проблемы, связанные с удалением стружки, и позволяют получать резьбу с повышенной прочностью за счет поверхностного упрочнения. Однако они требуют строго контролируемых параметров процесса и Более жесткие допуски на пилотные отверстия.
Трубные краны
Трубные метчики - это специализированные инструменты, используемые для нарезания резьбы в трубных фитингах или клапанах. Они включают в себя Конические трубные краны (NPT/BSPT)которые создают коническую резьбу для герметичного уплотнения жидкостью или газом, и Прямые трубные краны (NPSF/NPSM) для негерметичных соединений.
Компоненты набора ручных метчиков
При ручном нарезании резьбы используется набор из трех инструментов, длина которых определяется длиной фаски, предназначенной для распределения нагрузки при резании: Конический метчик (длинная фаска, для начала), Штекерный краник (средняя фаска, для основного реза), и Донный кран (короткая фаска, для завершения резьбы в глухом отверстии).
Специализированные типы кранов
В то время как стандартные типы кранов служат для большинства применений, несколько специализированных конструкций имеют решающее значение для нишевых промышленных целей:
- Метчики STI (вставка с винтовой резьбой): Предназначен для нарезания внутренней резьбы увеличенного размера специально для установки проволочных резьбовых вставок (Heli-Coil), обычно используемых в алюминиевых корпусах для восстановления или усиления изношенной резьбы.
- Гаечные краны: Отличается длинным хвостовиком и геометрией прямой фаски, оптимизированной для крупносерийного непрерывного нарезания сквозных отверстий при производстве гаек и крепежа.
- Метчики с прерывистой резьбой (метчики с чиппером): Режущие кромки сегментированы или намеренно удалены, чтобы разбить стружку на более мелкие сегменты, что значительно снижает засорение в прочных или вязких материалах.
- Трапециевидные (Acme) метчики: Используется для изготовления резьбы силовых передач с трапецеидальным профилем, обеспечивая плавное движение и высокую грузоподъемность в ведущих винтах или приводах.
- Левосторонние краны: Изготовление левых резьб, используемых во вращающемся оборудовании, для предотвращения самоотвинчивания под действием крутящего момента.
- Комбинированные краны: Интеграция сверления и нарезания резьбы за один проход - идеальное решение для оптимизации времени цикла на автоматизированных производственных линиях.
Размеры и допуски
Основой надежной внутренней резьбы является точная подготовка отверстий и строгое соблюдение международных классов допусков. Даже незначительные отклонения в размерах могут резко увеличить крутящий момент, износ инструмента или привести к срыву резьбы.
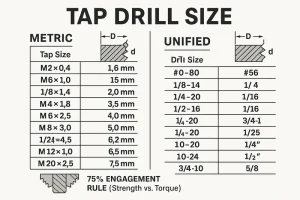
Таблица размеров пилотных отверстий (резьба ≈75%)
🧮 Примечание инженера: Правило "зацепления резьбы 75%" позволяет достичь почти максимальной прочности, сохраняя момент нарезания резьбы в безопасных пределах. Инженеры должны обеспечить жесткий контроль допуска на диаметр пилотного отверстия, поскольку при зацеплении свыше 80% крутящий момент возрастает экспоненциально, что часто приводит к срыву метчика.
Классы допусков резьбы (пригодность и взаимозаменяемость)
| Стандарт | Класс | Тип посадки | Описание | Приложение |
| Метрическая (ISO) | 6H | Нормальная посадка | Стандартный допуск, нулевой припуск для оптимальной посадки. | Наиболее часто используется для болтов и винтов общего назначения. |
| 7H | Свободный крой | Слегка ослабленная посадка для компенсации последующего нанесения покрытия. | После обработки поверхности или крупных деталей. | |
| Унифицированные (ANSI/ASME) | 2B | Стандартная посадка | Нормальная посадка, обеспечивающая плавную сборку и зазор. | Промышленные и механические компоненты. |
| 3B | Точная подгонка | Минимальный зазор/люфт, требуется строгий контроль за износом крана. | Аэрокосмические и высокоточные узлы. |
Распространенные ошибки и риски при определении размеров
| Состояние | Причина | Последствия | Профилактика / корректирующие действия |
| Неразмерное отверстие | Сверло меньше, чем указано в спецификации | Чрезмерный крутящий момент, немедленная поломка крана. | Используйте проверенные таблицы сверления; проверьте диаметр пилотного отверстия. |
| Отверстие увеличенного размера | Слишком большое сверло | Слабая нить, вытягивается под нагрузкой. | Проверьте калибровку сверла; используйте следующий меньший номинальный размер. |
| Изношенный краник | Ухудшение геометрии инструмента | Плохая обработка резьбы, заниженный диаметр шага. | Замените или перешлифуйте метчик в соответствии с предписанным сроком службы инструмента. |
| Неправильная терпимость | Выбран неправильный класс (например, 5H вместо 6H) | Плохая посадка или неплотная сборка, заедание. | Проверьте требуемый класс с помощью манометров Go/No-Go. |
Как выбрать правильный размер и допуск метчика
Выбор подходящего размера метчика и класса допуска - это не просто обращение к диаграмме, а необходимость сбалансировать прочность, требования к сборке и эффективность производства.
1. Подберите размер метчика в соответствии со свойствами материала
- Вязкие материалы (например, алюминий, мягкая сталь): Используйте стандартное зацепление резьбы 75% для обеспечения максимальной прочности без чрезмерного крутящего момента.
- Твердые или хрупкие материалы (например, чугун, закаленная сталь): Уменьшите зацепление до 60%-65%, чтобы предотвратить поломку инструмента.
- Мягкие металлы (например, медь, латунь): Во избежание деформации можно использовать меньшее зацепление (≈70%).
2. Рассмотрите функцию сборки
- Высокопрочные или несущие соединения: Выберите более плотное прилегание например, ISO 6H или UN 3B для обеспечения максимального контакта.
- Детали, требующие легкой разборки, или поверхности с покрытием: Выберите более свободные фасоны например, ISO 7H или UN 2B.
- Герметизация или системы под давлением: Используйте конические резьбы (например, NPT, BSPT) для самоуплотняющегося зацепления.
3. Согласуйте допуск метчика с классом крепежа
Перед нарезанием резьбы всегда проверяйте допуск крепежа. Например, сопряжение внутренней резьбы 6H с болтом 6g обеспечивает стандартную посадку класса 2 по стандартам ISO. Несоответствие допусков может привести к ослаблению или интерференции посадки, что приведет к преждевременному разрушению резьбы.
4. Проверьте точность пилотного отверстия
Даже отклонение диаметра пилотного отверстия на ±0,05 мм может значительно изменить крутящий момент и качество резьбы. Используйте калиброванные сверла и развертки для поддержания постоянства, особенно на производственных линиях с ЧПУ.
🧩 Совет профессионала: Если вы сомневаетесь, начните с пилотного отверстия чуть большего размера и измерьте полученную резьбу с помощью калибра Go/No-Go. Легче исправить неплотное прилегание, чем восстанавливать сломанный метчик.
Процесс нарезания резьбы и технология изготовления инструментов
Для успешного нарезания резьбы требуется синхронизация управления станком с физическими ограничениями инструмента и материала, часто с использованием передовых технологий оснастки.
Контроль и выполнение процессов
- Выравнивание и жесткое нарезание резьбы: Для операций с ЧПУ, Жесткая резьба не подлежит обсуждению. Он электронно синхронизирует скорость вращения шпинделя и скорость подачи (f= шаг × число оборотов в минуту), исключая вредные осевые нагрузки на метчик. Перед нарезанием резьбы вход в отверстие должен быть с фаской чтобы защитить первую нить и направить метчик.
- Смазка и охлаждение: Режущие метчики требуют большого количества правильно подобранной смазочно-охлаждающей жидкости для снижения температуры и промывки стружки. Формовочные метчики требуют специализированной Масло для нарезания резьбы под высоким давлением чтобы выдержать интенсивный фрикционный контакт.
- Оптимизация скорости и подачи: Скорость нарезания резьбы значительно ниже скорости сверления. Правильные параметры полностью зависят от характеристик метчика основной материал и покрытие.
Технология инструментов: Базовые материалы и покрытия
Возможности крана напрямую зависят от его конструкции:
- Базовые материалы: HSS-Co (кобальт) обеспечивает повышенную твердость нержавеющей стали в горячем состоянии. Твердый карбид обеспечивает максимальную жесткость и износостойкость при работе с закаленными сталями и абразивными материалами.
- Покрытия: Такие покрытия, как TiAlN (нитрид титана алюминия) необходимы для работы в высокотемпературных средах, так как они повышают срок службы инструмента и обеспечивают более высокую скорость обработки поверхности, противостоя окислению и эффективно передавая тепло.
Контроль качества процессов и устранение неполадок
Управление износом инструмента и оперативное устранение распространенных неисправностей - ключевые факторы контроля производственных затрат и поддержания качества.
Распространенные неисправности и их устранение
| Риск/проблема | Индикация | Решение и обслуживание |
| Поломка крана | Внезапная перегрузка по крутящему моменту. | Причина: Неразмерное пилотное отверстие, засорение стружкой, несоосность. Безопасное удаление: Используйте Электроэрозионная обработка (EDM) или ультразвуковым методом, чтобы сохранить окружающие нити. |
| Плохое качество резьбы | Грубая обработка поверхности, резьба не поддается контролю калибром. | Проверьте режущие кромки метчика (износ); убедитесь, что используется правильная смазочно-охлаждающая жидкость и параметры процесса. |
| Оборванные/слабые нити | Резьбомер показывает заниженное зацепление. | Причина: Диаметр пилотного отверстия слишком велик (меньше диаметра зацепления 60%). Пересмотрите схему сверления и немедленно скорректируйте размер отверстия. |
Определение качества и обслуживание инструментов
- Проверка качества: Готовые нити должны быть проверены с помощью Измерители резьбы "идет/не идет чтобы убедиться, что они соответствуют заданному допуску (6H,2B).
- Обслуживание: Только режущие метчики могут быть профессионально заточены для восстановления режущей кромки. Все метчики, особенно инструменты с прецизионным покрытием, должны храниться с антикоррозийным маслом и быть защищены от механических повреждений.
Заключение
Успешная обработка резьбы - это результат точное планирование и строгое исполнение. Освоив правильный тип метчика, стандарт допуска и методы контроля процесса, производители могут свести к минимуму количество отказов и добиться превосходного качества резьбы и эффективности производства.
Освойте тонкости определения размеров пилотных отверстий и стандарты допусков, чтобы обеспечить надежное производство резьбы с высокой степенью чистоты. Изучите наш обширный каталог высокопроизводительных метчиков сегодня или свяжитесь с нашим отделом продаж чтобы запросить коммерческое предложение на изготовление следующего крупносерийного инструмента.
Вопросы и ответы по тейпированию
В чем заключается основное различие между геометрией спирального острия и спиральной флейты?
О: Разница заключается в управлении чипом: Метчики со спиральным наконечником извлечение микросхем впередБлагодаря этому они идеально подходят для сквозные отверстия. Метчики со спиральной флейтой щепа для подъема назад, который необходим для слепые отверстия и липких материалов, таких как нержавеющая сталь.
В каких случаях следует выбирать формовочный метчик вместо режущего?
О: Вам следует выбрать Формовочный метчик только для высокопластичных материалов (например, алюминия, низкоуглеродистой стали), когда требуется бесстружечная обработка и 20%-30% более прочные нити из-за поверхностного упрочнения. Для всех остальных материалов Режущий кран требуется.
Каково основное инженерное правило для определения размера пилотного отверстия?
О: Важнейшим правилом является 75% Захват резьбы стандарт. Такой процент зацепления обеспечивает почти максимальную прочность резьбы, одновременно сохраняя резьбовую крутящий момент безопасно ниже порога, вызывающего катастрофическую поломку крана.
Каковы три основные причины выхода из строя или поломки крана?
О: Большинство неудач происходит из-за чрезмерный крутящий момент. Три основные причины: Неразмерные пилотные отверстия (слишком много материала для резки), засорение стружкой (флейты забиты стружкой), и Перекос (отсутствие жесткой нарезки или плохая настройка станка).
Какой самый безопасный метод удаления сломанного, затвердевшего крана?
О: Самый безопасный, бесконтактный метод, сохраняющий окружающие нити, - это Электроэрозионная обработка (EDM). Этот процесс разрушает закаленный материал метчика с помощью электрода, избегая осевых усилий, которые могут привести к дальнейшему повреждению детали.