Титановые сплавы являются важнейшими материалами в аэрокосмической, медицинской и высокопроизводительной автомобильной промышленности благодаря своим исключительным свойствам. соотношение прочности и веса и коррозионной стойкостью. Однако успешная обработка этих материалов сопряжена с серьезными инженерными проблемами, требующими применения специализированного инструмента и оптимизированной обработки. Стратегии ЧПУ. В этой статье подробно рассматриваются основные вопросы обработки титана и описываются практические стратегии для достижения эффективности и точности.
Что такое обработка титана
Обработка титана включает в себя субтрактивные производственные процессы, такие как фрезерование, точение и сверление, применяемые к чистому титану или его сплавам. Эти процессы необходимы для создания высокоточных компонентов для ответственных применений, где свойства материала имеют первостепенное значение.

Вид крупным планом прецизионной детали из титанового сплава, на которой видны гладкие следы обработки и строгие допуски.
- Основная задача - придать материалу форму, соответствующую конечным техническим характеристикам, часто со сложной геометрией и жесткими допусками (например, ±0,015 мм).
- Обработка должна сохранять целостность материала, не допуская таких дефектов, как поверхностные трещины, альфа-кейс (твердый, хрупкий слой) и чрезмерное остаточное напряжение.
- Такие сплавы, как Ti-6Al-4V (5 класс, сплав α + β) и Ti-5Al-2.5Sn (сплав α) - наиболее часто обрабатываемые варианты, каждый из которых имеет немного разные характеристики обработки.
- Из-за высокой стоимости титанового материала и критичности компонентов надежность процесса и минимальное количество брака являются непреложными требованиями.
Стратегия обработки титановых сплавов
| Задача по обработке | Влияние на обработку | Стратегия оптимизации | Инженерное обоснование |
|---|---|---|---|
| Низкая теплопроводность (концентрация тепла) | Быстрое термическое размягчение и износ наконечника инструмента из-за накопления тепла на границе инструмент-стружка. | Низкая скорость резки (vₙ) и Эффективное охлаждение/смазка. | Снижает скорость выделения тепла, поддерживая температуру инструмента и стружки ниже критических пределов (≈ 500 °C), что продлевает срок службы инструмента. |
| Химическая реактивность (адгезия / диффузия) | Катастрофическое разрушение инструмента, нарастающая кромка (BUE) и плохое качество обработки поверхности. | Низкая скорость резки (vₙ) и Охлаждающая жидкость с высокой смазывающей способностью. | Предотвращает превышение температуры резания над порогом активации (> 500 °C), при котором титан вступает в сильную реакцию с инструментальными материалами, такими как WC или Co. |
| Высокая прочность при повышенных температурах | Высокие силы резания и повышенная нагрузка на шпиндель. | Высокие скорости подачи (f) и Острые режущие инструменты. | Большая толщина стружки отводит тепло от инструмента и минимизирует фрикционный контакт; острые кромки снижают усилие и уменьшают трение. |
| Эластичность и "пружинистость" | Износ боковой поверхности и низкая точность размеров. | Высокие скорости подачи (f) и Инструменты с положительным углом наклона. | Более толстая стружка и положительная геометрия ракеля снижают упругое восстановление и истирание, улучшая контроль допуска (± 0,01 мм). |
| Образование сегментированных (зазубренных) сколов | Циклические силы резания и микро сколы на кромке инструмента. | Установка жесткой машины, Стабильное крепление, и Регулируемая скорость резки. | Минимизирует вибрацию и механические удары, вызванные периодическим сегментированием стружки, повышая целостность поверхности. |
Проблемы при обработке титана
Физические и химические свойства титана напрямую приводят к возникновению специфических, постоянных проблем на производстве. Эти проблемы напрямую влияют на производственные затраты, время цикла и качество конечного компонента.
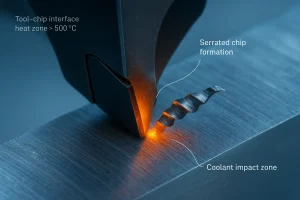
Визуализация крупным планом сегментации титановой стружки в процессе резания, подчеркивающая границу раздела инструмент-стружка и тепловые эффекты, характерные для обработки Ti-6Al-4V.
- Быстрый износ инструмента и катастрофический отказ: Концентрация тепла и химические механизмы износа в совокупности вызывают чрезвычайно быстрый и непредсказуемый износ режущего инструмента. Срок службы инструмента может составлять всего несколько минут, что требует частой и дорогостоящей замены инструмента.
- Низкая износостойкость увеличивает стоимость инструмента на деталь и требует частого прерывания процесса для проверки инструмента.
- Непредсказуемый отказ может привести к немедленной утилизации компонентов, что дорого, учитывая цену титановых изделий.
- Сохранение целостности поверхности и предотвращение загрязнения: Сильные термические и механические напряжения могут повредить поверхностный слой обрабатываемой детали.
- Чрезмерное нагревание вызывает локальное фазовое превращение и может привести к образованию твердых, хрупких альфа-кейс на поверхности, что снижает усталостную прочность и требует последующего удаления.
- Достижение требуемой чистоты поверхности (часто Ra от 0,8 мкм до 1,6 мкм) затруднено из-за BUE и износа боковой поверхности.
- Управление чипом: Образующаяся стружка горячая, острая и склонна к привариванию к себе, инструменту или заготовке.
- Плохой отвод стружки приводит к повторному резанию, нагреву и поломке инструмента.
- Стружка также может повредить готовые поверхности детали или загрязнить систему охлаждения.
- Высокая сила резания и вибрация: Высокая прочность материала требует больших усилий, что увеличивает риск прогиба, болтовня (самовозбуждающаяся вибрация), а также сокращение срока службы станков и приспособлений.
- Жесткое крепление и станки с высокой динамической жесткостью обязательны для минимизации относительных перемещений между инструментом и заготовкой.
- Тепловая деформация: При интенсивном фрезеровании локальный нагрев и низкая жесткость могут вызвать незначительные деформации в тонкостенных титановых деталях. Поддержание стабильной температуры и жесткое крепление сводят этот риск к минимуму.
Режущие инструменты для титана
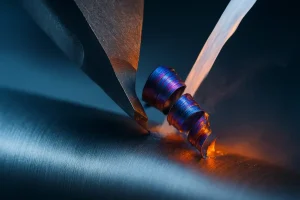
Изображение токарной обработки титана крупным планом показывает сегментированную синюю стружку и применение СОЖ в зоне резания.
Выбор правильного материала, геометрии и покрытия режущего инструмента является единственным наиболее важным фактором для успешной и эффективной обработки титана. Выбор инструмента должен учитывать высокую теплоту и химическую реактивность процесса.
- Твердые сплавы: Мелкозернистый карбид вольфрама (WC) без покрытия является основным материалом. Особые сорта с высоким содержанием кобальта (около 10% - 12%) обеспечивают прочность и устойчивость к механическим ударам и термической усталости, характерным для титана.
- Твердый сплав должен обладать высокой горячей твердостью и прочностью на поперечный разрыв.
- Покрытия, наносимые методом PVDТакие материалы, как TiAlN (нитрид титана и алюминия) или AlTiN, могут улучшить эксплуатационные характеристики за счет теплового барьера, но для сохранения остроты кромки их необходимо наносить тонким слоем.
- Геометрия и угол наклона граблей: Геометрия инструмента разработана таким образом, чтобы эффективно управлять теплом и сдвигом материала, не создавая чрезмерного трения.
- Используйте позитив углы наклона для снижения сил резания и отвода тепла в стружку. Положительная геометрия способствует чистому резанию и минимизирует затирание боковой поверхности.
- Острые режущие кромки необходимы, что требует контролируемого Т-образного участка с малым радиусом или хонингование чтобы сбалансировать остроту и прочность кромки.
- Большой чип-брейкер Канавки, как правило, избегаются; вместо них предпочтительны открытые, полированные геометрии для эффективного схода стружки.
- Стиль вставки и держатели инструментов: Индексируемые вставки должны быть выбраны для обеспечения высокой прочности и надежной посадки.
- Круглые вставки или инструменты с большими ведущие углы (например, 45°) очень эффективны при фрезеровании, так как они разжижают стружку и направляют усилия в осевом направлении на шпиндель, продлевая срок службы инструмента.
- Держатели инструментов должны обеспечивать максимальную жесткость, часто используются термоусадочные или гидравлические патроны с высоким усилием зажима для устранения биения и гашения вибрации.
- Усовершенствованная оснастка: Для черновой обработки и крупносерийного производства преимущества имеют специализированные материалы.
- Керамические вставки (особенно нитрид кремния или керамика, армированная вискерами) могут работать на значительно более высоких скоростях резания (Vc от 150 до 300 м/мин) при черновой обработке, но они очень хрупкие и требуют очень стабильных условий обработки и станков.
- Поликристаллический алмаз (PCD) высокоэффективен для чистого, нелегированного титана, но обычно не подходит для абразивных титановых сплавов, таких как Ti-6Al-4V из-за химического износа.
Рекомендуемая установка инструмента
- Используйте мелкозернистый твердый сплав с PVD-покрытием (TiAlN / AlTiN) для общей обработки сплавов α + β.
- Керамические пластины Si₃N₄ для высокоскоростной чистовой обработки при высокой жесткости установки.
- PCD инструменты для обработки деталей из чистого титана или композитных материалов, требующих сверхтонкой обработки поверхности.
- Комбинируйте с гидравлическими или термоусадочными держателями и сквозным охлаждением (70 - 100 бар) для оптимальной стабильности.
Процесс обработки титана с ЧПУ
Да, титановые сплавы могут быть CNC обработанный эффективно - при условии, что скорость, подача, подача СОЖ и жесткость станка точно контролируются. Успешный Обработка на станках с ЧПУ Титан опирается на стратегию низкоскоростного, высокопоточного и агрессивного, последовательного нанесения Охлаждающая жидкость высокого давления (HPC). В параметрах процесса приоритет должен отдаваться тепловому контролю, а не максимальной скорости съема материала (MRR).
Стратегия охлаждения и смазки
- Охлаждающая жидкость высокого давления (HPC): Подача охлаждающей жидкости под высоким давлением (70 - 100 бар) обязательна для удаления стружки из зоны резания и отвода концентрированного тепла.
- HPC также способствует разрушению стружки и предотвращает повторное резание.
- Растворимое масло (эмульсия) является предпочтительным типом охлаждающей жидкости, обеспечивая превосходную смазку и теплопередачу по сравнению с синтетическими маслами.
- Охлаждающая жидкость для сквозного инструмента: Подача СОЖ непосредственно через каналы в держателе и режущем инструменте обеспечивает точное нанесение в точку воздействия (режущую кромку).
Оптимизация параметров резания
- Низкая скорость резания (Vc): Наиболее критичным параметром является скорость резки. Низкая теплопроводность задерживает тепло, поэтому низкий Vc необходим для предотвращения быстрого термического износа и температуры вспышки 750 °C.
- Рекомендуемый диапазон для черновой обработки Ti-6Al-4V с карбидом обычно составляет Vc 40-60 м/мин.
- Высокая скорость подачи (fz): Используйте относительно высокую нагрузку на стружку (подача на зуб, fz), чтобы обеспечить постоянный отвод тепла с толстой стружкой, минимизируя тепловое воздействие на боковую поверхность инструмента.
- Толщина стружки должна превышать радиус носа или подготовку режущей кромки для чистого среза.
- Глубина среза (ап): Поддерживайте постоянную, глубокую радиальную (ae) или осевую (ap) глубина реза больше, чем площадь износа боковой поверхности. Это гарантирует, что инструмент режет в чистой, свежей зоне, а не трет закаленную область.
- Трохоидальное фрезерование и высокоэффективные методы фрезерования (HEM) эффективны при фрезеровании с использованием полного ap и низкого ae для поддержания постоянного, низкого радиального зацепления стружки, что уменьшает тепловые колебания.
Требования к станкам и оборудованию
- Жесткость машины: Используйте мощные, высокожесткие Станки с ЧПУ с тяжелой конструкцией (например, коробчатыми направляющими) и прочными шпинделями. Станок должен воспринимать большие периодические усилия резания, не отклоняясь.
- Крепление: Излишне продуманное крепление необходимо для гашения вибрации и предотвращения смещения заготовки. Используйте минимальный выступ инструмента, чтобы обеспечить максимальную жесткость системы и вывести частоту дребезга за пределы рабочего диапазона.
- Мониторинг и адаптивное управление: Внедрение систем для контроля износа инструмента в режиме реального времени (например, акустической эмиссии или датчиков силы) и адаптивное управление для автоматической регулировки скорости подачи в зависимости от нагрузки на шпиндель, что обеспечивает постоянство срока службы инструмента и защиту от внезапных поломок.
- Стратегия фрезерования (Climb vs. Conventional): Фрезерование подъема является наиболее предпочтительным, так как обеспечивает вхождение инструмента в материал при максимальной толщине стружки и срезание по направлению вниз, снижая эффект трения и минимизируя риск BUE.
Общие вопросы об обработке титана
В следующих кратких ответах рассматриваются некоторые из наиболее распространенных вопросов, возникающих у производственных команд в связи с обработкой титановых сплавов.
Сложно ли обрабатывать титан?
Да - низкая теплопроводность и высокая прочность приводят к накоплению тепла и быстрому износу инструмента, что затрудняет эффективную резку.
Можно ли обрабатывать титан на станках с ЧПУ?
Безусловно. С помощью жестких станков, твердосплавных инструментов с покрытием TiAlN и Охлаждающая жидкость высокого давления (70 бар - 100 бар), точность Обработка на станках с ЧПУ достигается превосходная точность и качество обработки поверхности.
Какие инструменты лучше всего подходят для резки титана?
Наиболее распространены мелкозернистые твердые сплавы (TiAlN / AlTiN); керамика или PCD используются для специализированных классов.
Почему обработка титана стоит дорого?
Срок службы инструмента невелик, скорость резки низкая, но соотношение прочности и веса, а также устойчивость к коррозии делают титан экономически эффективным для применения в аэрокосмической и медицинской промышленности.
Заключение
Обработка титановых сплавов - сложная, требующая больших усилий инженерная задача, где успех определяется тщательностью управление процессомспециализированный инструмент и глубокое понимание термических и химических свойств материала. Придерживаясь принципов низкой скорости резания, высокой подачи, агрессивного Охлаждающая жидкость высокого давленияИспользуя прочную твердосплавную оснастку с положительной геометрией, производители могут смягчить основные проблемы, связанные с быстрым износом и высоким нагревом. В результате оптимизированная Стратегии ЧПУ превратить сложный технологический процесс в надежную и эффективную операцию, способную производить высокотехнологичные компоненты, необходимые для критически важных отраслей промышленности. Экспертиза процесса имеет первостепенное значение для максимизации скорости съема материала при обеспечении качества деталей и срока службы инструмента. Хотя обработка титана связана с более высокими затратами на инструмент и материалы, чем обработка стали или алюминия, его превосходные характеристики оправдывают инвестиции в критически важные компоненты.