

В сложной сфере производства достижение точности деталей зависит от выбора правильного технологического процесса. В данном руководстве рассматриваются три основных типа процессов механической обработки (резка, абразивная и финишная обработка и нетрадиционные), детализация десять основных техник которые инженеры используют для придания материалам нужной формы.
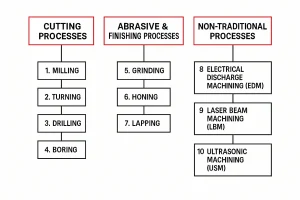
Процессы резки
Процессы резания составляют большую часть механической обработки, опираясь на острые режущие инструменты для приложения механической силы и быстрого удаления материала. Эти методы, включая фрезерование, точение, сверление и растачивание, необходимы для создания базовой геометрии детали и достижения эффективное формование в больших объемах.
1. Фрезерование
Фрезерование является одним из наиболее универсальных и гибких процессов. В нем используется многозубый вращающийся резец, а заготовка или резец перемещаются по нескольким осям (3-осевой или 5-осевой) для точной формовки детали. Этот метод позволяет обрабатывать сложные геометрические формы, что делает его основным выбором для всех сфер - от изготовления пресс-форм до производства аэрокосмических компонентов.
- Ключевая особенность: Высокая многоосевая производительностьПодходит для сложных геометрических форм, таких как плоскости, контуры, пазы и полости.
- Основные приложения: Изготовление пресс-форм, сложных механических кронштейнов и аэрокосмических компонентов.
- Этапы работы:
- Зажим деталей: Надежно закрепите заготовку на столе для обеспечения жесткости.
- Программирование пути: Определите траекторию движения инструмента и задайте параметры резания (подачу и скорость).
- Высокоскоростная резка: Фреза вращается с высокой скоростью, удаляя материал с помощью многоосевых движений.
- Управление микросхемами: Постоянно удаляйте стружку и используйте охлаждающую жидкость для контроля теплового расширения.
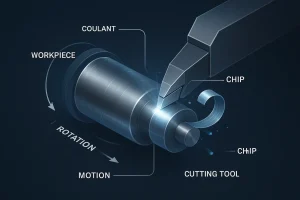
2. Поворот
Поворот это основополагающий процесс резки, используемый для создания деталей с вращательной симметрией. Заготовка вращается с высокой скоростью, а одноточечный режущий инструмент перемещается вдоль оси или в радиальном направлении для удаления материала с внешней или внутренней поверхности детали.
- Ключевая особенность: Эффективная обработка частей революцииВ первую очередь это внешние и внутренние цилиндрические элементы.
- Основные приложения: Производство валов, резьбы, штифтов и дисков.
- Этапы работы:
- Крепление заготовки: Закрепите круглую заготовку в патроне для высокоскоростного вращения.
- Настройка и подача инструмента: Неподвижный инструмент перемещается в радиальном или осевом направлении с точно заданной скоростью подачи.
- Черновая/финишная обработка: Выполняйте черновую резку с большим удалением материала, а затем точную чистовую резку.
- Расставание: После того как деталь сформирована, ее отрезают от исходного материала.
3. Бурение
Бурение это эффективный метод обработки отверстий, предназначенный для создания или увеличения цилиндрических отверстий. В нем используется сверло, которое вращается и подается в осевом направлении в заготовку, обычно используемую для создания мест для последующей сборки.
- Ключевая особенность: Высокая эффективность для создания сквозных или монтажных отверстий; относительно единственная функция.
- Основные приложения: Создание монтажных отверстий для винтов, штифтов или проходов.
- Этапы работы:
- Центрирование: Используйте центровочное сверло, чтобы точно определить место входа в отверстие. . Подача сверла: Основное сверло вращается и подает заготовку в осевом направлении.
- Бурение Пек: Для глубоких отверстий используйте прерывистое извлечение (бурение пек) для эффективного отвода и охлаждения стружки.
- Проверка отверстий: Для точности измерьте диаметр и расположение отверстия.
4. Расточка
Скука это процесс чистовой обработки, направленный на увеличение, уточнение и коррекцию размера, округлости или концентричности существующего отверстия. Для достижения окончательных, высокоточных геометрических требований к отверстию используется одно- или многоточечная расточная линейка.
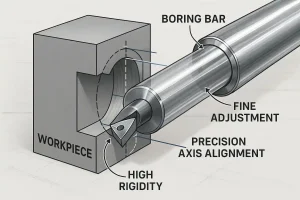
- Ключевая особенность: Высокая точностьВ основном используется для коррекции геометрической точности, соосности и шероховатости поверхности отверстия, чтобы соответствовать строгим допускам.
- Основные приложения: Обработка отверстий цилиндров двигателей и посадочных мест под подшипники.
- Этапы работы:
- Пособие по черновой работе: Убедитесь, что отверстие обработано и остался небольшой припуск для чистовой обработки.
- Регулировка расточной линейки: Точная установка диаметра расточного прутка с допуском до микрона.
- Финишная обработка с низкой подачей: Жесткая расточная линейка выполняет тонкое резание вдоль стенки отверстия при низкой скорости подачи.
- Валидация измерений: Проверьте окончательный размер и форму отверстия с помощью точных измерительных приборов (например, пневматических манометров).
Абразивные и отделочные процессы
Абразивные и отделочные процессы удаляют материал с чрезвычайно малым шагом благодаря действию абразивные частицы. Эти методы обычно следуют за первоначальным разрезанием, направленным на максимизацию шероховатость поверхности, точность размеров и геометрическая точность-Они являются ключом к соблюдению самых строгих требований к допускам.
5. Шлифование
Шлифование - это высокоточный метод обработки, особенно подходящий для твердых материалов. При этом используется высокоскоростной вращающийся шлифовальный круг с абразивными частицами для удаления материала посредством микросрезания и трения, что приводит к исключительно высокой чистоте поверхности и точности размеров.
- Ключевая особенность: Подходит для чрезвычайно твердые материалы (например, из закаленной стали), обеспечивая превосходное обработка поверхности и точность размеров.
- Основные приложения: Обработка шейки вала, кромки прецизионного инструмента и дорожек качения подшипников.
- Этапы работы:
- Выбор и балансировка колес: Выберите подходящий тип абразива, зернистость и связка для материала и сбалансируйте колесо.
- Колесная правка: Периодически обработка поверхности колеса чтобы обнажить новые острые абразивные частицы.
- Высокоскоростной контакт: Диск вращается с высокой скоростью, контактируя с заготовкой с минимальной подачей для удаления материала.
- Постоянное охлаждение: Используйте обильные охлаждающая жидкость для контроля термического повреждения и предотвращения прожогов и микротрещин.
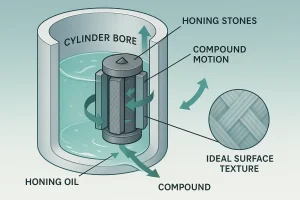
6. Хонингование
Хонингование - это процесс суперфинишной обработки, применяемый в первую очередь к внутренней поверхности отверстий. При этом используется хонинговальная головка и абразивные бруски для медленного возвратно-поступательного резания стенок отверстия, улучшающего округлость и текстуру поверхности за счет удаления мелких дефектов.
- Ключевая особенность: Форма суперфинишВ основном используется для улучшить округлость и текстуру поверхности отверстия.
- Основные приложения: Обработка гильз цилиндров и отверстий гидравлических клапанов.
- Этапы работы:
- Установка хонинговальной головки: Вставьте оснащенную абразивными камнями хонинговальную головку в предварительно обработанное отверстие.
- Давление и смазка: Камни расширяются под контролируемым давлением при подаче специализированного хонинговального масла.
- Составное движение: Хонинговальная головка совершает медленное вращательное и осевое возвратно-поступательное движение.
- Узор крест-накрест: Точное управление соотношением скоростей для формирования оптимального перекрёстная штриховка на стенке для удержания смазки.
7. Притирка
Притирка - это еще один процесс суперфинишной обработки, используемый для достижения чрезвычайно высокой плоскостности и чистоты поверхности. При этом используется притирочный инструмент (притирочная пластина) и абразивная суспензия, удаляющая микроскопическое количество материала за счет свободного истирания.
- Ключевая особенность: Достигает чрезвычайно высоких плоскостность и чистота поверхностиУдаление минимального количества материала.
- Основные приложения: Отделка оптических поверхностей, уплотнительных поверхностей клапанов и поверхностей блока манометров.
- Этапы работы:
- Подготовка суспензии: Смешайте ультрамелкие абразивные частицы с жидкостью, чтобы получить притирочную суспензию.
- Применение шлама: Равномерно нанесите притирочный раствор на поверхность притирочной пластины.
- Свободное истирание: Заготовка перемещается по поверхности пластины в произвольном порядке для обеспечения нефиксированного, неповторяющегося относительного движения.
- Окончательная очистка: Тщательно очистите заготовку, чтобы удалить все остатки абразивных частиц.
Нетрадиционные процессы
Специальные и нетрадиционные процессы не опираются на обычные силы резания. Вместо этого они используют специализированные физические воздействия, такие как электрическая, световая или химическая энергия для удаления материала. В основном они используются для обработки сверхтвердые или хрупкие материалы, или для создания сложные микроструктуры с которыми не могут справиться обычные методы.
8. Электроэрозионная обработка (EDM)
EDM это бесконтактный процесс, при котором материал удаляется с использованием электрической энергии, а не механической силы. Он работает с любым электропроводящим материалом и особенно эффективен при обработке материалов высокой твердости и сложных полостей.
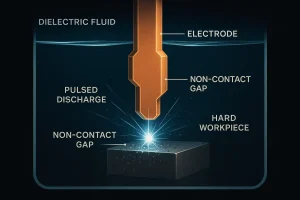
- Ключевая особенность: Бесконтактный процессРаботает со всеми проводящими материалами, отлично справляется с механической обработкой высокотвердые материалы и глубокие, узкие полости.
- Основные приложения: Изготовление прецизионных пресс-форм и сложных внутренних элементов.
- Этапы работы:
- Изготовление электродов: Создайте необходимые медный или графитовый электрод в качестве инструмента.
- Диэлектрическое погружение: Погрузите заготовку и электрод в изолирующая диэлектрическая жидкость.
- Импульсный разряд: Применяет высокочастотное импульсное напряжение между электродом и заготовкой, создавая искры, которые расплавляют или испаряют материал.
- Промывка: Диэлектрическая жидкость постоянно циркулирует, чтобы смыть выветрившийся материал (шлак) и охладить зазор.
9. Обработка лазерным лучом (LBM)
LBM - это бесконтактный процесс, в котором для удаления материала используется высокоэнергетический луч света. Сфокусированный луч использует тепловую энергию для расплавления и испарения заготовки, что делает его пригодным для точной резки и сверления микроотверстий в различных материалах.
- Ключевая особенность: БесконтактныйНебольшая зона термического воздействия, подходит для различных материалов, превосходит резка тонких листов и сверление микроотверстий.
- Основные приложения: Точность маркировка, резка тонких листов и сверление сверхтонких отверстий.
- Этапы работы:
- Фокусировка луча: Высокоэнергетический лазер фокусируется до чрезвычайно малого размера пятна с помощью оптической системы.
- Позиционирование с ЧПУ: Компьютер управляет движением луча или сцены по запрограммированной траектории.
- Удаление материала: Сфокусированный луч мгновенно испаряет или расплавляет материал.
- Assist Gas: Для удаления расплавленного материала и обеспечения чистоты реза подается струя вспомогательного газа (например, азота или кислорода).
10. Ультразвуковая обработка (USM)
USM - это уникальный нетрадиционный процесс, используемый в основном для обработки хрупких материалов. В нем используется головка инструмента, вибрирующая на ультразвуковой частоте, для подачи абразивной суспензии, которая с высокой скоростью воздействует на заготовку, удаляя материал.
- Ключевая особенность: Подходит для хрупкие материалы таких как стекло, керамика и цементированные карбиды.
- Основные приложения: Создание микроструктур и сверление некруглых отверстий в хрупких материалах.
- Этапы работы:
- Настройка инструментальной головки: Установите на преобразователь инструментальную головку, соответствующую требуемой форме детали.
- Перекачка шлама: Насос абразивная суспензия в зазор между головкой инструмента и заготовкой.
- Ультразвуковая вибрация: Головка инструмента вибрирует с ультразвуковой частотой (обычно 15-30 кГц).
- Абразивное воздействие: Вибрирующий инструмент приводит в движение абразивные частицы, которые ударяются о поверхность заготовки, обеспечивая удаление материала на микроскопическом уровне.
Основные различия между тремя категориями процессов
После рассмотрения уникальных принципов и способов применения каждой из десяти техник важно понять, как сопоставляются три основные категории - режущие, абразивные и нетрадиционные. Понимание этих фундаментальных различия для инженеров и дизайнеров очень важно сделать правильный компромисс между стоимостью, скоростью и точностью на начальном этапе проектирования. В таблице ниже приведены их основные отличия.
| Категория | Основной принцип | Типичная скорость обработки | Точность и обработка поверхности | Диапазон применяемых материалов |
| Резка (Фрезерный, токарный, сверлильный, буровой) | Механические ножницы (с использованием острых инструментов) | Высокая (подходит для быстрого удаления сыпучих материалов) | От среднего до высокого (используется для черновой обработки и умеренных требований к допускам) | Большинство металлов, сплавов и пластмасс |
| Абразивные и отделочные материалы (Шлифовка, оттачивание, притирка) | Микроабразивная резка/фрикцион (с использованием связующего или сыпучего зерна) | Низкая (минимальное удаление материала, трудоемкость) | Экстремально высокая (используется для самых высоких допусков и шероховатости поверхности) | Чрезвычайно твердые материалы (например, закаленная сталь, карбиды) |
| Нетрадиционные (EDM, LBM, USM) | Удаление энергии (Электрические, оптические, механические колебания) | От среднего до высокого (зависит от процесса и материала) | От среднего до высокого (может обрабатывать сложные формы; отделка может потребовать дополнительной работы) | Сверхтвердые, с высокой температурой плавления, проводящие или хрупкие материалы |
Заключение
Современная механическая обработка - это точная система, состоящая из различных процессов. От резка для быстрого придания формы, для абразивная обработка для сверхвысокой точности, и нетрадиционные Методы для сложных материалов и микроструктур, каждая техника имеет незаменимое значение. Понимание принципы и этапы работы является ключом к оптимизации конструкции, контролю затрат и гарантии качества конечного продукта. Выбор правильной комбинации процессов позволяет добиться максимальной эффективности при соблюдении всех проектных спецификаций.
Поиск партнеров по производству и техническая оптимизация
Ваши проекты требуют баланса между техническими задачами и коммерческой эффективностью. Если вы оцениваете целесообразность создания сложной детали или вам необходимо оптимизировать существующие конструкции для снижения производственных затратПожалуйста свяжитесь с нашим техническим специалистомl консультационная команда. Мы используем наш глубокий опыт, чтобы предоставить вам наиболее подходящие решения по планированию процессов и индивидуальному производству.


