
Что на самом деле означает термин "5-осевой"?
В обработке с ЧПУ термин "5-осевой" означает количество направлений, в которых может двигаться и вращаться режущий инструмент, а иногда и сама деталь. В частности, он обозначает три линейные оси (X, Y и Z) и две дополнительные оси вращения (обычно A, B или C), что позволяет станку ориентировать и позиционировать инструмент или деталь практически под любым углом.
Возможность работы по пяти осям значительно расширяет диапазон перемещений за пределы возможностей 3-осевых и даже 4-осевых станков. Это обеспечивает более эффективные траектории движения инструмента, облегчает доступ к сложным элементам детали и сокращает время наладки. Однако важно уточнить, что термин "5-осевой" не относится к конкретному процессу обработки - это описание кинематической структуры станка и степеней его перемещения.
Понимание того, что представляют собой эти пять осей и как они работают вместе, необходимо не только для операторов станков, но и для инженеров, конструкторов и специалистов по закупкам. Для полное понимание О пятиосевой обработке, включая ее основные принципы, преимущества и области применения, узнайте из нашего [ultimate Направляющая для 5-осевой обработки]
Краткая история многоосевой обработки
Концепция многоосевой обработки возникла в 1950-1960-х годах, когда в аэрокосмической и оборонной промышленности стали требоваться более сложные детали с жесткими допусками и криволинейными поверхностями. Первые станки с ЧПУ работали по трем линейным осям - X, Y и Z, что ограничивало ориентацию инструмента и требовало многократной настройки для обработки деталей под углом. По мере роста сложности деталей производители стали искать способы повышения гибкости за счет добавления вращательного движения.
Это привело к разработке системы обработки 3+2, в которой деталь можно было позиционировать с помощью двух дополнительных осей - A и B или A и C, но при этом резка все равно осуществлялась только по трем осям. Такие системы назывались "позиционирующими", а не полностью интерполированными пятиосевыми станками.
Настоящая одновременная 5-осевая обработка появилась в 1980-х и 1990-х годах благодаря достижениям в области сервоуправления, программного обеспечения для автоматизированного производства (CAM) и систем обратной связи. Эти станки обеспечивали непрерывное, скоординированное движение по всем пяти осям, что позволяло создавать высокоэффективные траектории движения инструмента и более гладкие поверхности. Сегодня пятиосевые системы стали широко применяться не только в аэрокосмической отрасли, но и в различных отраслях промышленности - от изготовления пресс-форм до медицинских имплантатов. Эволюция управления осями проложила путь к более интеллектуальным стратегиям перемещения и все более компактным и универсальным конструкциям станков.
Степени свободы: 5 - новый рубеж
В управлении движением и кинематике "степени свободы" (DOF) означают количество независимых движений, которые может совершать объект или система. Жесткое тело в трехмерном пространстве имеет шесть степеней свободы: три поступательных (вдоль осей X, Y и Z) и три вращательных (вокруг этих же осей - A, B и C). Роботизированные руки часто используют все шесть для полного пространственного контроля.
Однако при обработке с ЧПУ целью является не общее движение, а точное зацепление инструмента с неподвижной заготовкой или заготовкой, установленной на приспособлении. В этом контексте обычно достаточно пяти степеней свободы. Инструмент должен перемещаться по осям X, Y и Z, чтобы достичь любой точки в пространстве, и вращаться вокруг двух осей, чтобы выровнять себя для оптимальной ориентации резания. Шестая ось - вращение вокруг собственной оси Z инструмента - редко требуется в большинстве операций обработки и даже может быть нежелательной из-за геометрии шпинделя.
Таким образом, пятиосевые станки - это "сладкая точка": они обеспечивают практически полный пространственный доступ к сложным элементам, сохраняя при этом жесткость, простоту и управляемость. Понимание этой важной вехи в развитии возможностей перемещения помогает прояснить, почему цифра "5" не является произвольной - она отражает практическую инженерную границу между мобильностью и технологичностью.
Три линейные оси: X, Y и Z
Любой станок с ЧПУ, независимо от уровня его развития, начинается с трех основных линейных осей: X, Y и Z. Эти оси определяют движение вдоль прямых линий в трехмерном пространстве. Ось X обычно представляет собой движение слева направо, ось Y - движение спереди назад, а ось Z перемещает инструмент или стол вверх и вниз. Вместе они образуют декартову систему координат, которая лежит в основе всей логики позиционирования ЧПУ.
В вертикальных обрабатывающих центрах (VMC) шпиндель установлен вертикально, стол перемещается в направлениях X и Y, а шпиндельная головка - по оси Z. В горизонтальных обрабатывающих центрах (HMC) шпиндель ориентирован горизонтально, а конфигурация перемещения может отличаться, иногда стол вращается или смещается вдоль одной из линейных осей. Портальные и портальные станки часто меняют парадигму, перемещая всю конструкцию моста по осям X или Y.
Хотя концепция линейного движения может показаться простой, непонимание ориентации осей является распространенным источником ошибок при проектировании и программировании, особенно при переходе от одного типа станка к другому. Четкое понимание того, как эти три оси преобразуются в физическое движение, необходимо перед добавлением вращательного движения.
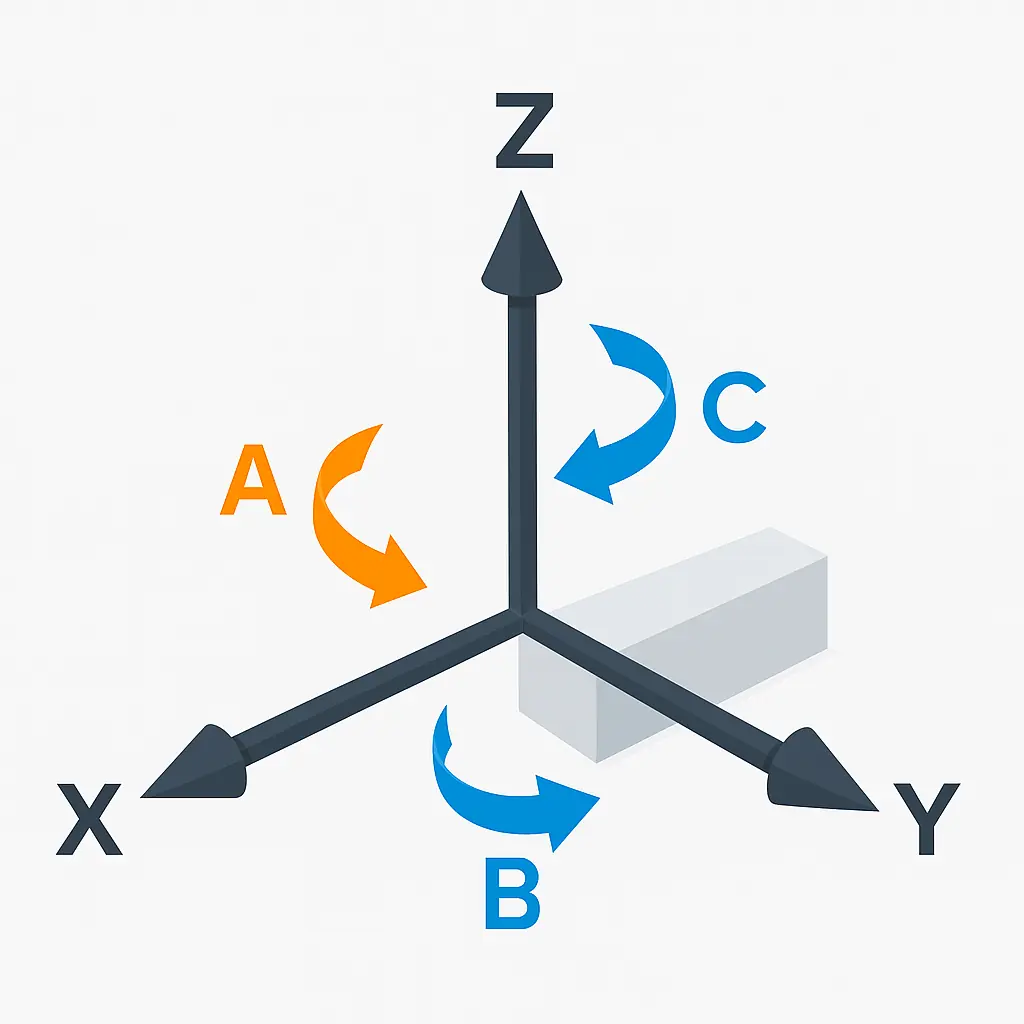
Оси вращения: A, B и C
Помимо трех линейных направлений, станки с ЧПУ могут вращать инструмент или деталь вокруг определенных осей, чтобы достичь угловых поверхностей и сложных элементов. Эти оси вращения обозначаются как A, B и C, и каждая из них соответствует вращению вокруг одной из линейных осей. В частности, ось A вращается вокруг оси X, ось B - вокруг оси Y, а ось C - вокруг оси Z.
На практике эти вращательные движения позволяют наклонять инструмент или вращать деталь для оптимальной обработки. Например, станок с цапфой может использовать ось A для наклона стола вперед и назад, а ось C вращает его как поворотный стол. В противоположность этому, станок с наклоном головки может вращать шпиндель с помощью оси B для выполнения резки под углом, а ось C обеспечивает вращательное движение в инструментальной головке.
Большинство 5-осевых станков с ЧПУ оснащены двумя из трех осей вращения - обычно A и C или B и C - в зависимости от конструкции станка. Редко когда система включает все три оси одновременно, поскольку двух обычно достаточно для позиционирования инструмента в любой требуемой ориентации. Выбор осей вращения влияет не только на управление перемещением и крепление, но и на сложность программирования и планирования траектории инструмента.
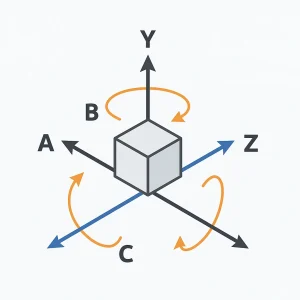
Иллюстрация шестиосевой системы в 5-осевых станках с ЧПУ, включающей три линейные и три вращательные оси
3+2 против одновременной 5-осевой: почему это важно
Не все 5-осевые станки работают одинаково. В целом, существует два типа стратегий 5-осевого перемещения: позиционирование 3+2 и одновременная 5-осевая интерполяция. Понимание разницы между ними имеет решающее значение для определения возможностей станка и пригодности его применения.
На сайте Обработка 3+2Две оси вращения (обычно A и C) используются для ориентации детали под фиксированным углом перед началом резки. Сама траектория инструмента затем выполняется с использованием только трех линейных осей (X, Y, Z). Этот метод очень эффективен для обработки угловых деталей или нескольких граней за один установ, он предлагает более простые траектории инструментов и меньшие вычислительные требования. Однако ему не хватает плавности, необходимой для обработки сильно контурных поверхностей.
Одновременная 5-осевая обработкаВ отличие от этого, все пять осей могут перемещаться одновременно. Это обеспечивает непрерывное взаимодействие инструмента с криволинейными или свободными поверхностями и оптимальную ориентацию инструмента на протяжении всего резания. Это значительно улучшает качество обработки поверхности, снижает износ инструмента и сокращает цикл обработки, но ценой увеличения сложности программирования и требований к настройке станка.
Переход от 3+2 к полной 5-осевой интерполяции ознаменовал собой серьезный скачок в возможностях ЧПУ. Он позволил не только обрабатывать более сложные детали, но и повысить общую эффективность высокоточных операций с несколькими поверхностями.
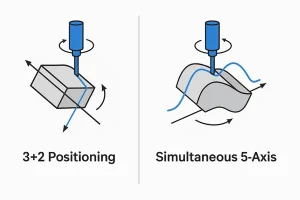
Сравнение 3+2 и одновременной 5-осевой обработки, показывающее различия в траекториях движения инструмента и перемещениях
Расположение осей в конструкциях станков
Хотя все 5-осевые станки обеспечивают движение в пяти направлениях, расположение этих осей существенно различается в зависимости от конструкции станка. В большинстве коммерческих систем используется одна из трех основных компоновок: цапфа-стол, поворотная головка или гибридная комбинация головки и стола. Каждая компоновка влияет на площадь станка, ограничения по размерам деталей, доступность и стратегии программирования.
Сайт Стол с цапфой Конструкция интегрирует ось A (наклон) и ось C (вращение) непосредственно в рабочий стол. Деталь устанавливается на стол, который наклоняется вперед/назад и вращается как поворотный стол. Такая установка отличается компактностью и высокой жесткостью, что делает ее идеальной для небольших деталей, требующих агрессивных резов или глубоких полостей. Однако его габариты ограничивают пространство для установки высоких или тяжелых деталей, особенно при наклоне.
Сайт Поворотная головка конфигурации оси вращения расположены в шпинделе. Головка инструмента наклоняется по оси B и вращается по оси C, а заготовка остается неподвижной. Такой вариант часто лучше подходит для больших и тяжелых деталей, которые трудно вращать. Кроме того, он обеспечивает более стабильный доступ к инструменту независимо от геометрии детали.
A гибридная система "голова-стол сочетает в себе вращение как стола, так и шпинделя, обеспечивая максимальную гибкость. Она позволяет обрабатывать более широкий спектр геометрических форм, но предполагает более высокую стоимость станка и более сложное обслуживание. Понимание этих компоновок помогает инженерам и покупателям выбрать системы, которые соответствуют их специфическим профилям деталей и производственным целям.
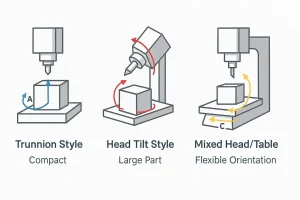
Три распространенные конструкции 5-осевых станков: конфигурации с цапфой, наклонной головкой и головкой-столом
Почему терминология осей имеет значение
Понимание терминологии осей необходимо не только машинистам или программистам CAM - оно важно для всех, кто занимается проектированием, спецификацией или закупкой прецизионных деталей. Когда инженеры понимают, как функционируют и взаимодействуют оси X, Y, Z, A, B и C, они могут разрабатывать детали, которые более технологичны и легче поддаются закреплению. Избежать подрезов, требующих наклона инструмента, выровнять детали по доступным плоскостям или сориентировать полости для оптимального зазора в шпинделе - все это возможно благодаря пониманию движения осей.
Для команд по закупкам или руководителей проектов не менее важно знать, что имеет в виду поставщик, когда говорит о "возможности работы по 5 осям". Использует ли поставщик позиционирование 3+2 или полную одновременную интерполяцию? Какой тип расположения осей используется в их станке и соответствует ли он геометрии вашей детали? Это не нишевые технические вопросы - они влияют на время выполнения заказа, качество поверхности и стоимость.
Даже при контроле качества и реинжиниринге понимание структуры осей помогает интерпретировать настройки КИМ или переориентировать отсканированные детали. Одним словом, грамотное владение осями позволяет преодолеть разрыв между конструкторским замыслом и реальным исполнением. Речь идет не о заучивании обозначений, а об эффективной передаче точных данных.
Часто задаваемые вопросы
Что такое 5 осей в станке с ЧПУ?
Пять осей означают три линейных направления - X (влево/вправо), Y (вперед/назад) и Z (вверх/вниз), а также две оси вращения, обычно A (вращение вокруг X) и C или B (вращение вокруг Z или Y). Они позволяют перемещать и наклонять инструмент или деталь для получения сложных углов обработки.
Всегда ли в 5-осевых системах используется ось C?
Не обязательно. В разных станках используются различные комбинации осей вращения. В одних используются оси A и C, в других - B и C, в зависимости от того, встроено ли вращение в стол или шпиндельную бабку. Главное, чтобы станок поддерживал движение в пяти независимых направлениях.
Всегда ли необходимо одновременное движение по 5 осям?
Нет. Для многих деталей достаточно обработки по схеме 3+2, когда инструмент располагается под углом с помощью двух поворотных осей, а резание происходит по трем линейным осям. Одновременная пятиосевая обработка более мощная, но и более сложная, и обычно применяется для обработки поверхностей свободной формы или критических контуров.
Узнайте больше о 5-осевой обработке
Теперь, когда вы понимаете, как работают пять осей и как они влияют на движение станка, вы лучше подготовлены к оценке производственных возможностей и сложности деталей. Но структура - это только часть истории. Чтобы узнать, как пятиосевое движение применяется в реальном производстве, включая траектории движения инструмента, планирование приспособлений и передовые стратегии обработки, посетите наше подробное руководство: 👉 Что такое 5-осевая обработка?
Если же вы готовы обсудить проект, требующий многоосевых возможностей, смело обращайтесь к нам. свяжитесь с нашей командой инженеров для получения консультаций по выполнимости деталей и вариантам точности.


