
SFM - это широко используемый в обработке параметр скорости, который описывает фактическую скорость резания инструмента по поверхности заготовки. Это не только величина, используемая для расчета скорости вращения шпинделя, но и фактор, влияющий на срок службы инструмента, чистоту поверхности и эффективность обработки.
В этой статье мы расскажем, что такое SFM, как она рассчитывается, чем отличается от RPM и как она влияет на фактическую производительность обработки.
Что такое SFM в механической обработке?
SFM - это расстояние, которое проходит режущая кромка по поверхности заготовки за одну минуту, и это распространенный способ измерения скорости резания.
В отличие от числа оборотов в минуту, SFM фокусируется на фактической скорости в точке контакта между инструментом и заготовкой, поэтому обычно является более полезным справочным материалом при настройке параметров обработки.
Как SFM влияет на процесс обработки?
При обработке металлов резанием скорость SFM (Surface Feet per Minute) напрямую влияет на условия резания в зоне контакта между инструментом и заготовкой. При изменении скорости резания изменяются также теплота резания, износ инструмента, качество поверхности и эффективность обработки. Понимание роли SFM помогает достичь лучшего баланса между эффективностью, стабильностью и стоимостью при реальной обработке.
Резка тепла
SFM является одним из ключевых факторов, влияющих на теплоту резания. С увеличением скорости резания трение и пластическая деформация между инструментом и заготовкой обычно становятся сильнее, и температура в зоне резания соответственно повышается.
Низкий уровень SFM: При недостаточном нагреве материал с большей вероятностью прилипнет к режущей кромке и образует нарастающую кромку (BUE), что может повлиять на точность размеров и состояние поверхности.
Высокий уровень SFM: Тепло становится более концентрированным. Умеренная температура может способствовать более легкому сдвигу материала, но если скорость слишком высока, температура инструмента может быстро повыситься, ускоряя износ и даже вызывая термическое размягчение.
Срок службы инструмента
Шлифовка оказывает явное влияние на срок службы инструмента. Как правило, чем выше скорость резания, тем быстрее изнашивается инструмент. Однако более низкая скорость не всегда означает лучшую защиту инструмента.
Высокий уровень SFM: Это, скорее всего, ускорит диффузионный и окислительный износ, сократив срок службы инструмента.
Низкий уровень SFM: Это может привести к нестабильному резанию, увеличивая риск механического истирания, микрозазубрин или ненормального износа.
В реальном производстве настройки SFM обычно должны обеспечивать баланс между эффективностью обработки и стоимостью замены инструмента.
Отделка поверхности
Подходящий SFM часто помогает улучшить качество обработки поверхности, но более высокая скорость не всегда лучше. Она все равно должна оставаться в нужном диапазоне.
Уменьшение разрывов: Более высокая скорость резки обычно способствует более устойчивому сдвигу материала, уменьшая разрыв поверхности и следы волочения.
Улучшенное состояние поверхности: При правильной настройке SFM процесс резки становится более стабильным, а профиль поверхности, как правило, более равномерным.
Уменьшение болтовни: В некоторых случаях регулировка SFM также помогает избежать нестабильного диапазона оборотов и уменьшить разболтанность.
Эффективность обработки
SFM также влияет на общую эффективность обработки. При увеличении скорости резания в разумных пределах время цикла обычно сокращается, а производительность в единицу времени повышается.
Высокая производительность: Увеличение SFM в подходящем диапазоне часто помогает повысить эффективность обработки.
Баланс затрат: Однако если установить слишком высокую скорость, расход инструмента также возрастет. В реальных условиях применения необходимо учитывать такие факторы, как стойкость инструмента, стабильность процесса и стоимость одной детали.
С точки зрения практической обработки, правильная скорость SFM - это не просто самая высокая скорость, а скорость, которая создает более надежный баланс между материалом, инструментом и фактическими условиями резания.
Единицы и стандарты измерения SFM
При настройке процесса различают физические единицы и промышленность стандарты необходим для точного толкования технических руководств различных производителей.
Физические единицы
Суть SFM - линейная скорость, определяемая конкретными единицами расстояния и времени:
- Единица измерения расстояния: Линейные футы.
- Единица измерения времени: Минута.
- База для конверсии: 1 фут = 12 дюймов ≈ 0,3048 метра.
Отраслевые стандарты
В зависимости от региональных и фирменных стандартов скорость резки в основном соответствует двум стандартным системам:
- Имперский стандарт (США/Великобритания): Обычно обозначается как SFM (Surface Feet per Minute). Этот стандарт широко используется североамериканскими производителями оснастки.
- Международный стандарт ISO (метрический): Обычно обозначается как SMM (Surface Meters per Minute) или Vc. Этот стандарт широко используется в европейском, китайском и азиатском производстве.
Пересчет единиц измерения между SFM и м/мин
Поскольку 1 метр равен примерно 3,28 фута, коэффициенты пересчета следующие:
- Перевод из метрической системы в имперскую: SMM × 3,28 = SFM
- Имперский перевод в метрический: SFM × 0,3048 = SMM
На практике мировые поставщики, такие как Sandvik или Kennametal, обычно указывают оба стандарта в своих каталогах, позволяя инженерам выбирать параметры, соответствующие системным настройкам станка (G20 или G21).
Различия между SFM и RPM
Понимание существенной разницы между этими двумя понятиями является краеугольным камнем логики обработки:
- RPM (обороты в минуту): Описывает количество вращения шпиндель делает в минуту, что является фиксированной угловой скоростью.
- SFM: Описывает фактическое физическое расстояние путешествует по краю.
- Отношения диаметров: При одинаковом числе оборотов заготовка или инструмент большего диаметра будет иметь более высокий SFM на кромке. Это означает, что при обработке деталей большого диаметра необходимо значительно уменьшить число оборотов, иначе режущая кромка может мгновенно сгореть из-за чрезмерной линейной скорости.
Преобразование параметров между SFM и RPM
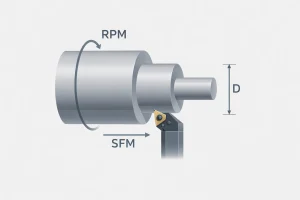
Численная зависимость между этими двумя параметрами определяется диаметром инструмента (D) и математической константой π:
- Преобразование числа оборотов в SFM: Поскольку расстояние, пройденное за один оборот, равно окружности (π × D), линейная скорость находится путем умножения числа оборотов на окружность. Поскольку диаметр (D) обычно измеряется в дюймах, мы делим на 12, чтобы перевести значение в футы:
SFM = (RPM × π × D) / 12 - Преобразование SFM в RPM: Это самый частый расчет, используемый в цехах. Для поддержания определенного SFM число оборотов должно быть скорректировано обратно пропорционально диаметру. Для быстрых расчетов инженеры используют следующую упрощенную формулу:
ОБОРОТЫ В МИНУТУ ≈ (СМ × 3,82) / D
(Где 3,82 - константа, полученная из соотношения 12 / π).
Факторы, влияющие на СФМ
Перед установкой SFM необходимо всесторонне оценить множество переменных в системе обработки, поскольку эти факторы определяют верхние пределы безопасной скорости резания:
- Материал заготовки: Это решающий фактор. Например, алюминиевые сплавы позволяют достичь чрезвычайно высоких линейных скоростей, в то время как титановые сплавы - из-за их высокой твердости и плохой теплопроводности - требуют значительного снижения SFM.
- Материал и покрытие инструмента: Твердосплавные инструменты обладают теплостойкостью, значительно превосходящей быстрорежущую сталь (HSS). Кроме того, высокоэффективные покрытия (например, AlTiN) обеспечивают тепловой барьер, что еще больше расширяет границы скорости резания.
- Применение охлаждающей жидкости: Эффективное охлаждение и смазка быстро отводят тепло из зоны резания, позволяя машине стабильно работать при более высоких уровнях SFM.
- Жесткость системы машины: Если станок, приспособление или держатель инструмента недостаточно устойчивы, высокоскоростная обработка может легко вызвать резонанс. Чтобы обеспечить точность размеров, часто необходимо заранее ограничить SFM, чтобы избежать нестабильных зон вибрации.
Распространенные ошибки
При настройке параметров обработки эмпиризм часто приводит к неправильному выбору SFM, что, в свою очередь, снижает качество обработки и срок службы инструмента. Ниже приведены несколько распространенных "подводных камней" в реальных операциях:
- Поддержание фиксированного числа оборотов во время торцевания: По мере продвижения инструмента к центру детали эффективный диаметр приближается к нулю, а SFM, соответственно, уменьшается. Это приводит к ухудшению шероховатости поверхности в центре или возникновению BUE. Рекомендуется использовать G96 (постоянная скорость поверхности) позволяет станку автоматически компенсировать число оборотов по мере уменьшения диаметра.
- Слепое следование устаревшим справочникам: Многие руководства, используемые на заводах, были написаны несколько десятилетий назад, в то время как физические характеристики современных высокоэффективных покрытий (например, AlTiN) значительно превосходят традиционные данные. Рекомендуется всегда отдавать предпочтение последним техническим характеристикам от вашего текущего поставщика инструмента и производить точную настройку в зависимости от жесткости станка.
- Игнорирование теплочувствительности материала: Для материалов с плохой теплопроводностью, таких как нержавеющая сталь, слепое увеличение SFM для повышения эффективности приведет к мгновенному накоплению тепла на кончике инструмента, что приведет к сколу кромок.
Как скорректировать значения SFM для разных материалов?
Различные металлы по-разному реагируют на теплоту трения в зависимости от их молекулярной структуры и физических свойств. При настройке SFM необходимо корректировать значения в соответствии со специфическими характеристиками материала:
Справочная таблица общего материала SFM
| Категория материала | Рекомендуемый диапазон SFM | Советы по обработке |
| Алюминиевые сплавы | 600 – 1500+ | Отличная теплопроводность. Высокие скорости обеспечивают превосходное качество обработки и предотвращают сваривание стружки. |
| Углеродистая сталь | 300 – 800 | Самый распространенный материал. Сбалансируйте выделение тепла и износ инструмента в зависимости от содержания углерода. |
| Легированная сталь | 250 – 600 | Высокая прочность и вязкость. Используйте умеренные скорости, чтобы сбалансировать эффективность и срок службы инструмента. |
| Нержавеющая сталь | 150 – 350 | Склонны к закалке и плохому отводу тепла. Требуется строгий контроль скорости. |
| Чугун | 250 – 500 | Структура абразива. Регулируйте в зависимости от типа графита; ковкий чугун обычно требует более низких скоростей. |
| Титановые сплавы | 80 – 150 | Высокий риск теплового разрушения. Требуются низкие скорости в сочетании с охлаждающей жидкостью под высоким давлением. |
| Высокотемпературные сплавы | 50 – 120 | Сохраняет прочность при сильном нагреве. Высокий износ инструмента; требует очень низких скоростей и современных покрытий. |
| Латунь и бронза | 400 – 1000 | Легко поддается обработке. Позволяет работать на высоких скоростях, хотя некоторые сплавы могут быть абразивными для инструментов. |
Алюминиевые сплавы
Алюминий обладает отличной обрабатываемостью и теплопроводностью. Высокие линейные скорости не только повышают эффективность производства, но и эффективно предотвращают прилипание материала к режущей кромке - так называемый Built-Up Edge - в результате чего поверхность получается зеркально чистой.
Углеродистая сталь
Будучи самым распространенным материалом для обработки, углеродистая сталь имеет широкий диапазон SFM. Основным ориентиром является содержание углерода: стали с низким содержанием углерода позволяют использовать более высокие скорости, в то время как стали с высоким содержанием углерода или закаленные стали требуют более низких значений, чтобы сбалансировать тепловой и физический износ инструмента.
Нержавеющая сталь
Нержавеющая сталь характеризуется значительными упрочняющими свойствами. Из-за ее плохой теплопроводности тепло при резании быстро накапливается на кончике инструмента. Если SFM слишком высока, режущая кромка быстро размягчается или даже разрушается под воздействием высокой температуры.
Чугун
Внутренние абразивные частицы и морфология графита (чешуйчатый или узловатый) существенно влияют на стойкость к резанию. К настройкам ШФМ следует подходить с осторожностью; например, ковкий чугун более твердый, чем серый, и обычно требует более низкой скорости резания.
Сплавы на основе титана и никеля
Часто называемые сверхпрочными сплавами, эти материалы создают экстремальные температуры в точке резания. Для поддержания контролируемого процесса обработки приходится жертвовать скоростью, поддерживая SFM в очень низком диапазоне, чтобы обеспечить целостность инструмента.
Латунь и бронза
Эти материалы известны своей превосходной обрабатываемостью. Для достижения высокой производительности и чистоты обработки поверхности можно применять высокие линейные скорости. Однако при работе со специфическими бронзовыми сплавами, содержащими абразивные элементы, важно следить за износом инструмента, поскольку они могут оказывать более сильное давление на режущую кромку, чем обычная свободно режущая латунь.
Заключение
SFM - это не просто параметр скорости. Он отражает, насколько хорошо сочетаются инструмент, материал и условия резания. Правильное понимание и настройка SFM может помочь улучшить качество обработки поверхности и срок службы инструмента, а также сделать общий процесс обработки более стабильным и эффективным.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Всегда ли более высокий SFM лучше?
Нет. Повышение SFM может повысить эффективность обработки и, в некоторых случаях, улучшить качество поверхности, но только если оно находится в подходящем диапазоне. Если SFM слишком высок, износ инструмента может быстро увеличиться, а тепло резания может стать более концентрированным. Если SFM слишком низкая, то вероятны скопление кромок, нестабильное резание и плохое качество обработки поверхности. Правильный выбор SFM - это, как правило, тот, который создает хороший баланс между стойкостью инструмента, качеством детали и эффективностью обработки.
Какие инструменты можно использовать для расчета SFM?
В реальной обработке существует четыре распространенных типа инструментов, используемых для расчета SFM. Первый - это онлайн-калькулятор SFM, который позволяет ввести диаметр инструмента и скорость вращения шпинделя или начать с рекомендуемого SFM и рассчитать число оборотов. Второй таблицы данных по резанию или цифровые каталоги, предоставляемые производителями инструментов, где перечислены рекомендуемые диапазоны SFM, подачи и скорости для различных материалов. Третий мобильные приложения для обработкиВ них часто содержатся быстрые преобразования для SFM, оборотов в минуту, скорости подачи и данных о сверлении. Четвертый - это встроенные расчетные функции, присутствующие в некоторых программах для программирования ЧПУ или CAM-системах, которые помогают определить скорость резания и частоту вращения шпинделя при программировании. На практике эти инструменты следует использовать в качестве отправной точки, а окончательные настройки необходимо корректировать в зависимости от материала, инструмента и фактических условий резания.
Что такое хороший SFM для стали?
Не существует единого значения SFM, подходящего для всех сталей. Правильный диапазон зависит от марки стали, твердости, материала инструмента, покрытия и состояния охлаждающей жидкости. В целом, низкоуглеродистая сталь часто допускает более высокое значение SFM, в то время как легированная или закаленная сталь обычно требует более консервативного диапазона. При реальной обработке наиболее безопасным подходом является использование рекомендованных поставщиком инструмента данных, а затем точная настройка скорости в зависимости от износа инструмента, качества поверхности и стабильности резания.


