
В области механической обработки стремление к точности отверстий и качеству поверхности является основным стандартом для оценки эффективности продукции. Скука Это незаменимая техника отделки, основная ценность которой заключается в точная коррекция и доработка уже имеющихся отверстий, что является абсолютной гарантией достижения высокой точности посадка и концентричность в критических компонентах.
Что такое расточная обработка?
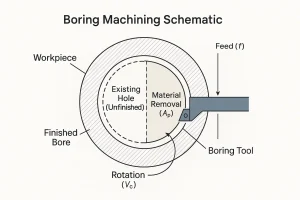
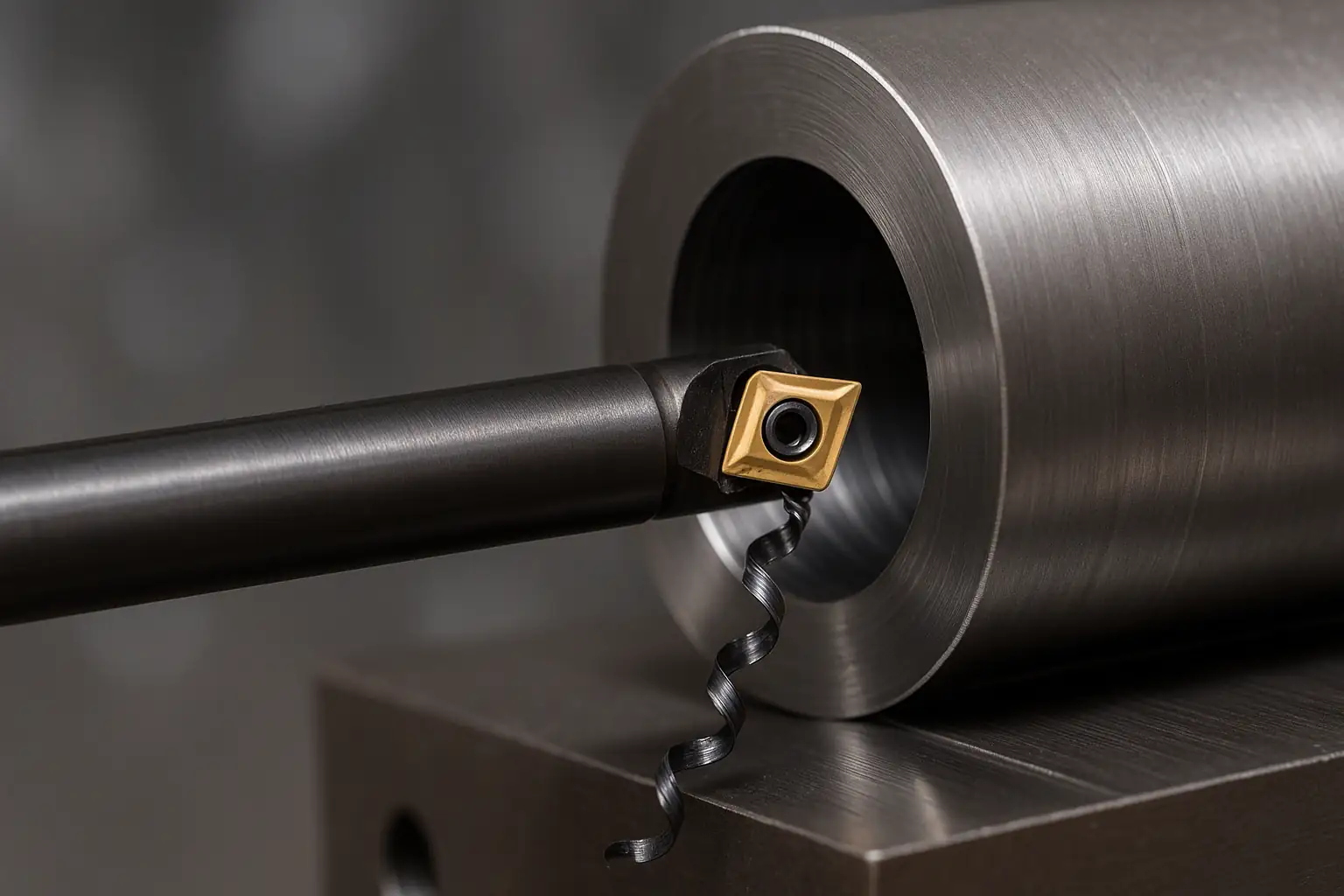
Скука это процесс резки, при котором используется расточной инструмент на расширять и совершенствовать в существующее отверстие, нацеливаясь на чрезвычайно высокая точность геометрических и размерных параметров. Основной целью расточки является не создание нового отверстия, а обеспечение точной отделки предварительно обработанного отверстия, что является конечным средством обеспечения Высокоточная посадка и концентричность.
Как работает расточная обработка?
Расточка выполняется не как одно действие, а как систематическая последовательность отдельных этапов. Такой многоэтапный подход необходим для уменьшения трудностей, связанных с удалением материала, и обеспечения максимальной геометрической точности и чистоты поверхности.
Основные этапы процесса расточки
Процесс систематически переходит от наладки к окончательному проходу для определения допусков:
Прецизионная отделка: На заключительном этапе реализуется основная ценность скуки. Для этого используется минимальная глубина реза и микронастроенный инструмент для достижения точного допуска на размеры (например, IT6) и конечной требуемой шероховатости поверхности (Ra), гарантия Предельная округлость и концентричность.
Подготовка и установка: На начальном этапе закладывается основа точности. Заготовка должна быть точно выровнены и надежно зафиксированы, и на основе материала и спецификации задания выбирается соответствующая оснастка и начальные параметры резания (Vc, f).
Черновая расточка и удаление материала: На этом этапе основное внимание уделяется эффективности и быстрому приближению отверстия к целевому размеру. Высокая скорость резки и большая глубина пропила (Ap) используются для удаления большей части избыточного материала и коррекции значительные ошибки позиционирования.
Полуфинишная обработка и уменьшение ошибок: Переходный этап - это баланс между эффективностью удаления и стремлением к качеству. Параметры регулируются до умеренных значений, а более точные инструменты используются для уточнить размер отверстия и стабилизировать геометрические элементы такие как прямолинейность и округлость.
Виды расточной обработки
Типы расточки разнообразны и подразделяются по геометрическим требованиям, конструкции инструмента и кинематике.
Растачивание сквозных отверстий
Сверление сквозных отверстий уточняет существующее отверстие путем прямолинейная подача одноточечного инструмента в осевом направлении от входа до выхода. Его основная функция заключается в том, чтобы обеспечить равномерный диаметр по всей длине одновременно исправляя все оставшиеся прямолинейность и цилиндричность отклонения. Как фундаментальная техника, она широко используется для таких компонентов, как корпуса гидравлических цилиндров и посадочные места подшипников.

Этот метод обычно выполняется на обрабатывающем центре с ЧПУ.
Растачивание слепых отверстий
Сверление глухих отверстий фокусируется на создание элементов с точно контролируемой глубиной и плоским дном в глухом отверстии, что приводит к необходимости строгий контроль за упором осевой подачи. Часто используется для упоры корпуса клапана или уплотнительные отверстия. Его техническая особенность это чрезвычайно высокий спрос на управление микросхемамиДля удаления стружки из полости часто используется охлаждающая жидкость под высоким давлением.

Этот метод обычно выполняется на обрабатывающем центре с ЧПУ или горизонтально-расточном фрезерном станке.
Ступенчатая расточка
Ступенчатая расточка используется для обработка двух или более концентрических диаметров в пределах одного отверстия точное управление радиальным и осевым положением инструмента за одну установку зажима. Его функция заключается в следующем гарантируют идеальную коаксиальность и точное осевое расположение между всеми готовыми диаметрами. Это очень важно для таких сложных деталей, как отверстия в корпусе редуктора. Эта технология обычно выполняется на обрабатывающем центре с ЧПУ или горизонтально-расточном фрезерном станке.
Задняя расточка
Назад скучно используется для вырезайте элементы с внутренней стороны по направлению к внешней бора, служащего для решения вопросов, когда доступ спереди заблокирован или когда требуется чрезвычайно высокая концентричность. Его техническая особенность это использование Выдвижной специальный инструмент Вставка выдвигается только после прохождения входного отверстия и задвигается перед выходом. Этот метод обычно выполняется на горизонтально-расточном станке или обрабатывающем центре с ЧПУ.
Линейное растачивание
Расточка линии использует Удлиненная, жесткая расточная штанга при поддержке прецизионные втулки на обоих концах, принуждение все отверстия, чтобы разделить единая, идеальная общая ось. Его основная цель - калибровка и отделка нескольких отверстий, разделенных большим расстоянием, такие как Отверстия коренных подшипников блока двигателя, гарантируя тем самым долгосрочное эксплуатационная надежность сборки. Этот процесс обычно выполняется на горизонтально-расточном фрезерном станке или специальном линейно-расточном станке.
Расточка торцов
Скучное лицоВ отличие от осевой подачи, используется подача расточного инструмента механизм радиальной подачи на вырезать плоскую поверхность, перпендикулярную оси отверстия. Его функция заключается в завершении фланцы или посадочные поверхности подшипников, гарантируя их перпендикулярность к оси отверстия, что позволяет эффективно устранить напряжение при сборке. Этот метод обычно выполняется на горизонтальном или вертикальном расточном станке.
Расточка со смещением
Смещение расточки достигает некруглый или точно эксцентричный элемент производство программирование расточного инструмента для перемещения по точной интерполированной круговой траектории, смещенной от центра шпинделя. Применяется для изготовления деталей, требующих точного эксцентриситета, таких как отверстия шатунов. Этот метод обычно выполняется на обрабатывающем центре с ЧПУ или на расточном станке.
Типы расточных станков с ЧПУ
Расточные операции предъявляют чрезвычайно высокие требования к жесткости и устойчивости станка. Различные типы станков используют уникальные конструктивные решения для обеспечения требуемой точности расточки в конкретных условиях применения.
Обрабатывающие центры с ЧПУ Это универсальные, основные платформы, используемые для гибкого производства компонентов малого и среднего размера. Их суть заключается в высокой степени интеграции, использовании Автоматические сменщики инструментов (ATC) и Автоматические сменщики поддонов (APC) для выполнения сложных фрезерование, сверление и растачивание как составные операции. Это делает их незаменимыми для автоматизированного крупномасштабного производства автомобильные и аэрокосмические компоненты.
Горизонтальная расточка и фрезерование

Миллс Горизонтальные расточные фрезы известны своей высокой жесткостью конструкции и специализируются на обработке коробчатый или длинноосный тяжелых деталей с глубокими отверстиями. Горизонтальное расположение шпинделя эффективно противодействует изгибающим моментам, вызываемым длинными расточными штангами. Это обеспечивает необходимую высокую точность позиционирования для тяжёлый помол и работы в глубоких скважинах на большие корпуса редукторов и сложный станины машин.
Вертикальные расточные и фрезерные станки Вертикально-расточные фрезы используют Вертикальный шпиндель и вращающийся стол структура, что делает их подходящими для большой диаметр, короткая ось дисковые или кольцеобразные детали. Такая конструкция обеспечивает высокую жесткость и самоцентрирование, что позволяет им сохранять исключительную точность округлости при эффективном выполнении Токарные, торцовочные и расточные работы. Хотя их часто называют расточными станками, их компоновка и функции объединяют характеристики больших токарных станков, что делает их ключевыми для компоненты для производства электроэнергии и большие кольцевые заготовки.
Расточные станки Целью проектирования расточных станков является достижение высокая точность позиционирования. Они работают с использованием высокоточных линейных весов и систем термостабилизации, обеспечивая позиционный допуск приоритетнее допуска на диаметр отверстия. Этот станок имеет решающее значение для производства прецизионные приспособления, измерительные приборы, пресс-формы и оснасткагде абсолютная геометрическая связь между элементами имеет первостепенное значение.
Расточные фрезы напольного типа Они специально разработаны для обработки крупногабаритные, очень тяжелые и неправильной формы заготовки. Их основной принцип заключается в том, что Заготовка остается неподвижной на полу В то время как шпиндель перемещается по направляющим, обеспечивая практически неограниченную рабочую зону. Помимо расточки, они выполняют крупномасштабные тяжелые фрезерные и торцовочные работышироко применяется в судостроение, тяжелое машиностроение, энергетическая инфраструктура.
Расточные станки Это специализированные отделочные машины Работа которых ограничивается только финальной обработкой. Их техническое преимущество обусловлено использованием высокоскоростные шпиндели и пневматические или гидростатические направляющиечто полностью исключает трение и тепловую деформацию. Эта исключительная стабильность является ключом к обеспечению допусков класса IT5 и зеркального качества поверхности, что часто используется для самых высоких требований к точности в гидравлические компоненты и прецизионные седла клапанов.
Расточные инструменты
Точность расточки полностью зависит от ее основного компонента: расточная штанга. Этот бар должен обладать Высокая статическая и динамическая жесткость и сильный антивибрационные свойстваОбычно он оснащен механизм микрорегулировки для обеспечения окончательной точности размеров.
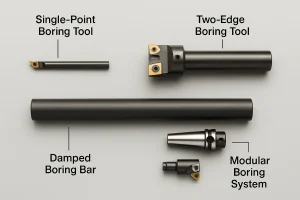
- Одноточечный расточной инструмент (тонкая обработка): Эти инструменты содержат одну режущую пластину и используются для достижения высочайшая точность отделки (IT6 или лучше) и тончайшую обработку поверхности. Возможность регулировки позволяет контролировать конечный диаметр на микрометрическом уровне.
- Двухкромочный расточной инструмент (черновая/получистовая обработка): Эти инструменты оснащены двумя противоположными вставками, которые используются в основном для эффективность удаления материала где допуск более слабый. Две кромки уравновешивают радиальные силы резания, обеспечивая стабильность при первых, более тяжелых резах.
- Демпфированный/антивибрационный расточной брусок (глубокие отверстия): Обязательно для операций, где отношение длины к диаметру (L/D) превышает 4:1. Эти специализированные шины оснащены внутренними механизмами (например, демпферами с настроенной массой) для поглощения дребезга и вибрации, что очень важно для сохранения допусков и качества поверхности в глубоких или тонких отверстиях.
- Модульная расточная система (универсальность): В этих системах используются сменные хвостовики, головки и удлинители, что позволяет быстро настроить расточной станок под широкий диапазон размеров и глубины отверстий, максимально увеличивая универсальность и использование одной системы инструментов.
Применяемые материалы заготовок для расточки?
Скука - это точная отделка Процесс делает его незаменимым для широкого спектра материалов, где требуется высокая производительность, жесткие допуски и превосходная целостность поверхности.
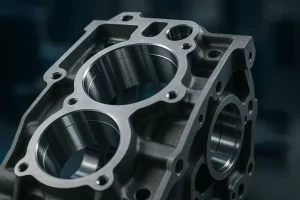
- Чугун и углеродистая сталь: Это самый распространенный вариант применения. Расточка является стандартной практикой для обеспечения жесткие допуски на посадку необходимый для посадочные места подшипников и посадка втулки в таких компонентах, как блоки двигателей и корпуса коробок передач.
- Закаленные стали и высокопрочные сплавы: Для материалов, подвергшихся термической обработке, растачивание - один из немногих методов финишной обработки, позволяющий добиться точных допусков. Для этого требуется CBN (кубический нитрид бора) пластины для стабильной, высокоскоростной резки, сохраняющей целостность материала.
- Цветные металлы (АлюминийМедь, Бронза): Скука обеспечивает превосходная обработка поверхности критический для целостность уплотнения в гидравлических и аэрокосмических системах. Эти приложения обычно требуют PCD (поликристаллический алмаз) для достижения наилучших результатов.
- Высокотемпературные/никелевые сплавы (например, инконель): В аэрокосмической промышленности расточка является ключевым элементом для точного контроля допусков в компоненты турбины и горелках, где эти материалы, как известно, трудно поддаются обработке.
- Титановые сплавы: Широко используется в медицинской и аэрокосмической отраслях. Расточка необходима для достижения точности размеров, требуемой для критически важных элементов конструкции, при этом в процессе расточки учитывается плохая теплопроводность этого материала.
- Пластмассы и композиты: Скука иногда используется для окончательное определение размеров и обработка поверхности критических диаметров отверстий в высокопроизводительных полимерных компонентах для обеспечения функциональной посадки при тщательном управлении тепловой деформацией.
Когда следует выполнять расточную обработку
Расточка не является основным методом создания отверстия; вместо этого она служит инструментом для отделка и коррекция. Обычно она реализуется в заключительный или предпоследний этап обработки заготовок для обеспечения высочайших требований к точности. К основным ситуациям, в которых требуется расточная обработка, относятся:
- Когда требуется предельная точность размеров и геометрических параметров: Расточка обязательна, когда допуски на отверстия исключительно жесткие (например, класс IT6 или выше) и крайне важна для достижения точной посадки (например, посадочные места под подшипники, отверстия под штифты).
- Для исправления уже имеющихся дефектов: Когда предшествующие операции, такие как литье, ковка или бурение оставляют после себя ошибки в прямолинейность, округлость, концентричность или положениеЕсли эти дефекты превышают допустимые отклонения, то расточка является окончательной мерой исправления.
- Обработка больших диаметров и глубоких отверстий: Для отверстий большого диаметра или с высоким отношением длины к диаметру обычное сверление или развертывание не гарантирует точности. Растачивание с регулируемым режимом одноточечного резания обеспечивает превосходный контроль над силами резания и вибрацией.
- Для улучшения качества поверхности: Растачивание используется для окончательной обработки, когда требуется чрезвычайно низкая шероховатость поверхности (значение Ra) для уплотнение или плавное скольжение.
По сути, оптимальное время для расточной обработки - это время, когда спрос на точность перевешивает учет стоимости и скорости, а также качества существующего отверстия не выполняет спецификации проекта.
Расточная обработка Основные параметры обработки
Сайт параметр Стратегия контроля последовательно расставляет приоритеты Стабильность важнее эффективности для обеспечения точности, направленной на минимизацию динамических сил и тепловых эффектов в процессе обработки.
Скорость резки
Для обеспечения оптимальной чистоты поверхности повышенная скорость поверхности (vc) должна поддерживаться во время чистового растачивания. Более высокая скорость способствует стабильному резанию и минимизирует образование нарастающей кромки.
Скорость подачи и глубина резания
Эти два параметра поддерживаются на минимальном уровне для контроля силы и точности:
- Скорость подачи (f): Должно быть установлено значение минимальное значение для строгого контроля результирующей шероховатости поверхности (Ra).
- Глубина среза (ап): Это значение также минимально, чтобы снизить силу резания до минимально возможного уровня, тем самым устранение возможной упругой деформации заготовки и обеспечения окончательной точности размеров.
Преимущества расточной обработки
Основное преимущество технологии расточки заключается в том, что она Непревзойденная точность управленияЭто связано с тем, что он имеет единый режим резки.
- Превосходное исправление дефектов: Он эффективно корректирует оба позиционные ошибки (например, отклонение центра отверстия) и геометрические ошибки (такие как округлость, прямолинейность и концентричность), унаследованные от предыдущих операций (сверление, литье), служат конечным средством гарантии качества отверстий.
- Повышение точности: Достигает значительных успехов высокая точность измерений (легко достигающие уровня IT6 или выше) и концентричность по сравнению с другими процессами, что делает этот метод предпочтительным для отверстий с критической посадкой.
- Отличная обработка поверхности: Тонкое растачивание позволяет уменьшить шероховатость поверхности (Ra) до чрезвычайно низкого уровня, что удовлетворяет строгим требованиям к целостность уплотнения и плавное скольжение.
- Регулируемость и универсальность: Сайт механизм микрорегулировки на расточных инструментах позволяет операторам производить регулировку диаметра на микронном уровне, что позволяет с высокой точностью выполнять отверстия нестандартных размеров.
Ограничения расточной обработки
Основные ограничения бурения связаны с высокими требованиями к оборудованию и времени, а также с присущими ему операционными проблемами.
- Высокая стоимость и низкая эффективность: Процесс трудоемкий и в значительной степени зависит от высокожесткого оборудования с ЧПУ и дорогостоящих специализированная расточная оснастка (особенно демпфированные бормашины), что приводит к более высокая стоимость единицы продукции.
- Ограничение области применения: Из-за высокой стоимости расточка ограничивается в основном высокая ценность, высокая производительность критических компонентов и, как правило, не подходит для крупносерийного производства с малыми допусками.
- Высокая чувствительность к вибрации: Присущий низкая динамическая жесткость длинные выступы расточного бруса делают систему очень подверженной болтовня. Это требует как высокого опыта оператора, так и строгого контроля параметров для смягчения последствий.
- Проблемы управления чипами и охлаждающей жидкостью: В частности, в глубокие или глухие отверстияУзкая зона резания затрудняет отвод стружки. Это приводит к необходимости создания сложных Системы охлаждения шпинделя под высоким давлениемчто увеличивает сложность оборудования и повышает требования к его обслуживанию.
Применение расточной обработки
Технология расточки является краеугольным камнем высоконадежных производств. Она широко применяется в отраслях с жесткими требованиями к производительности, где концентричность, выравнивание и точная посадка это стандарты, которые не подлежат обсуждению:
- Производство автомобилей и двигателей: Необходим для достижения требуемых допусков в двигателях внутреннего сгорания. Основные области применения включают отверстия коренных подшипников в блоках двигателя, отверстия распределительных валов, и точный размер Места для гильз цилиндров.
- Аэрокосмическая и оборонная промышленность: Используется для компонентов, отказ которых может привести к катастрофическим последствиям. К ним относятся точные подгонка отверстий в корпусах турбин, центровочные отверстия для компоненты шассии отверстия с малым допуском в корпуса приводов и клапаны управления жидкостями.
- Тяжелое машиностроение и производство электроэнергии: Обязательно для больших, критически важных систем. Приложения включают в себя отделку отверстия в седле подшипника в больших коробках передач, точно выравнивая отверстия гидравлических цилиндрови обработка точных отверстий в роторы турбин и корпусов промышленных насосов.
- Формы, штампы и оснастка: Критически важен для изготовления сложной оснастки, где точность позиционирования имеет первостепенное значение. Расточка используется для точной обработки отверстия для штифтов, посадочные места втулок, и направляющие отверстия в больших плитах пресс-форм и приспособлениях для обеспечения выравнивания сборки.
- Жидкостная энергетика и гидравлика: Очень важен для эффективности и предотвращения утечек. Он используется для достижения требуемого шероховатость и округлость поверхности в корпуса клапанов и корпуса насосов для обеспечения идеальной герметичности и плавной работы поршней и золотников.
Критические проблемы расточной обработки
Устранение нестабильности и тепловых эффектов, присущих обработке глубоких отверстий, имеет решающее значение для достижения заданных геометрических допусков и качества поверхности.
Контроль вибрации
Самым большим препятствием на пути высокоточного растачивания является управление и устранение болтовня.
- Причина: Длинный свес расточной штанги по своей природе создает систему, склонную к неустойчивости, особенно при высоком отношении длины к диаметру (L/D).
- Смягчение последствий: Единственным надежным инженерным решением является обязательное использование демпфированные расточные штанги (инструменты с настроенной массой или тяжелые металлические конструкции), необходимость в отверстиях с высоким отношением L/D для поглощения дребезга и поддержания точности.
Управление чипом и охлаждающей жидкостью
Эффективный отвод стружки и термоконтроль являются критически важными факторами, определяющими процесс.
- Задача: На сайте глубокие и глухие отверстияОграниченная зона резания делает естественный отвод стружки крайне затруднительным, что приводит к повторному срезанию стружки, повреждению поверхности и быстрому износу инструмента.
- Решение: A Система охлаждения шпинделя под высоким давлением требуется. Эта система обеспечивает гидравлическая сила необходимо для немедленного удаления стружки из отверстия, одновременно контролируя нагрев для предотвращения тепловая деформация инструмента и заготовки.
Измерения и калибровка в процессе производства
Достижение и проверка точности на микроуровне требует преодоления серьезных метрологических проблем.
Смягчение последствий: Этот процесс в значительной степени опирается на высокоточное оборудование для настройки для предварительной настройки инструмента вне станка и часто требует машинное зондирование или специализированные инструменты для внутренней метрологии (например, расточные манометры) для проверки окончательного размера перед разжатием заготовки.При надлежащем охлаждении это тепло вызывает тепловая деформация как в заготовке, так и в расточном стержне, что напрямую влияет на конечную точность размеров.
Задача: Прямое измерение диаметра готового отверстия в процессе (пока деталь еще зажата) сложно, особенно при глубокой или сложной геометрии. Любое тепловое изменение детали после резки (тепловой дрейф) мгновенно поставит под угрозу конечное измерение.
Сравнение процессов расточной обработки
Чтобы в полной мере оценить роль растачивания, необходимо сравнить его с другими распространенными процессами изготовления и обработки отверстий. По своей сути растачивание - это техника прецизионного рафинированияНе является крупносерийным процессом удаления запасов.
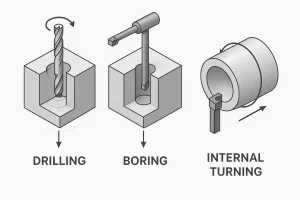
Бурение против сверления
Бурение является основным методом для создание первоначального отверстия, в то время как расточка - это метод для коррекция и отделка. Ключевое различие заключается в инструменте и достижимом допуске. При сверлении используется многоточечный инструмент фиксированного диаметра, что приводит к малые допуски (IT10-IT13) с плохой округлостью и отделкой. В отличие от них, при расточке используется одноточечный, Микрорегулируемый расточной станок. Эта возможность регулировки позволяет достичь высокая точность (IT6 или лучше) и является единственным надежным способом исправлять геометрические ошибки такие как позиционное отклонение, прямолинейность и концентричность, унаследованные от процесса сверления.
Расточка против токарной обработки
В обоих процессах используется одноточечный инструмент для доработки внутреннего диаметра, но они значительно отличаются друг от друга кинематика станка и жесткость конструкции. Внутреннее точение обычно выполняется на токарный станокВ этом случае заготовка вращается, а инструмент остается неподвижным. Хотя это эффективно для простых цилиндрических деталей, его точность часто ограничивается поперечная салазка токарного станка для настройки и общего жесткость стойки инструмента. Скучный, выполненный на массивном обрабатывающие центры или специализированные расточные фрезы, преимущества повышенная жесткость конструкциичто очень важно для обеспечения точности в глубоких отверстиях. Кроме того, специализированный механизмы микрорегулировки расточные головки обеспечивают гораздо более тонкий и повторяемый контроль конечного диаметра по сравнению со стандартными установками токарного инструмента, что дает расточке явное преимущество в достижении конечного диаметра точность позиционирования через конверт машины.
Заключение
Скука это критическая технология отделки необходимые для достижения высочайшая точность диаметров отверстий и геометрических допусков в механических компонентах. Для его выполнения используется высокопрочное оборудование и точная оснастка. точная коррекция уже существующие отверстия, эффективно устраняя ошибки позиционирования и округлости.
Хотя этот процесс требует больших затрат и времени, он служит максимальная гарантия процесса для обеспечения Превосходная концентричность и долговременная надежность из компоненты критической посадки в аэрокосмической, автомобильной промышленности и тяжелом машиностроении. Расточка является основой точное машиностроение.
Свяжитесь с нами
Необходимо решить вашу прецизионная обработка отверстий задачи и достижение строгих геометрических допусков и требований к качеству обработки поверхности?
Пожалуйста, отправить нам Ваш инженерные чертежи и характеристики материала.
Мы используем наш практический опыт в области обработки, чтобы обеспечить индивидуальное проектирование процесса расточки и техническая поддержка.
Мы с нетерпением ждем партнерство Вместе с вами мы обеспечим точность и долговременную надежность ваших критически важных компонентов.


