

Гальваническое покрытие - один из самых распространенных и эффективных методов обработки поверхности после обработки на станках с ЧПУ. Нанося тонкий металлический слой на поверхность детали, инженеры могут значительно улучшить ее коррозионную стойкость, износостойкость, электропроводность и внешний вид. По сравнению с анодированием, пассивированием или покраской гальваническое покрытие образует более функциональное и точно контролируемое металлическое покрытие. Оно играет важную роль в достижении как эксплуатационных, так и эстетических качеств в таких отраслях, как автомобилестроение, аэрокосмическая промышленность, производство пресс-форм и точное машиностроение. В следующих разделах рассказывается о том, что такое гальваническое покрытие, когда его следует использовать, как оно работает, его основные типы, подходящие материалы и основные области применения.
Что такое гальваническое покрытие
Гальваника - это управляемый электрохимический процесс, в котором ионы металла в растворе электролита восстанавливаются на поверхности проводящей заготовки под действием внешнего электрического тока. В типичной установке заготовка выступает в качестве катода, а металл покрытия - в качестве анода, оба погружены в раствор соли металла. При прохождении тока ионы металла мигрируют к катоду и образуют плотное металлическое покрытие.
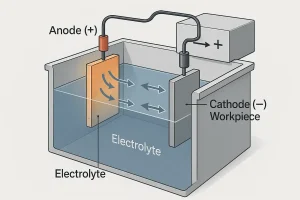
Иллюстрация гальванической установки, показывающая анод, катод, ванну с электролитом и направление электрического тока.
Именно поэтому этот метод называется "гальваническим": "электро" означает использование электрической энергии для запуска химической реакции, а "гальваника" - осаждение металлического слоя на поверхность. Полученное покрытие повышает твердость, электропроводность и коррозионную стойкость, а также улучшает общий вид детали.
Когда использовать гальваническое покрытие
Гальваническое покрытие используется в тех случаях, когда обработанные детали нуждаются в улучшении коррозионной стойкости, износостойкости или электрических свойств. Обычно оно выполняется после завершения всех этапов механической обработки и полировки, в качестве окончательной обработки поверхности перед сборкой.
К числу распространенных вариантов использования относятся:
- Защита от коррозии: Никелевое или цинковое покрытие стальных и железных деталей для предотвращения ржавчины и окисления.
- Износостойкость: Твердое хромирование валов, пресс-форм и поршневых штоков для повышения твердости поверхности.
- Улучшение электрики: Оловянное, серебряное или золотое покрытие на медных и латунных компонентах для улучшения проводимости и паяемости.
- Декоративная отделка: Яркое никелевое или хромовое покрытие на деталях из нержавеющей стали и алюминия для придания им отражающего металлического вида.
Гальваническое покрытие идеально подходит для компонентов, работающих во влажной, коррозионной среде или в условиях повышенного трения, обеспечивая долговечную защиту и изысканную визуальную отделку без ущерба для точности размеров.
Как выполнить гальваническое покрытие
Процесс нанесения гальванического покрытия обычно включает три этапа: предварительную обработку, электроосаждение и последующую обработку. Каждый этап напрямую влияет на адгезию, качество поверхности и долговечность покрытия.
Предварительная обработка
Перед нанесением покрытия деталь должна быть тщательно очищена и активирована. Это включает в себя обезжиривание, кислотное травление и удаление оксидов. Оставшаяся масляная или оксидная пленка может вызвать образование волдырей или отслаивание. Правильная предварительная обработка обеспечивает прочную адгезию и равномерное осаждение ионов металла.
Электроосаждение
Это основной этап гальванического покрытия. Контролируя напряжение, плотность тока, температуру и время, ионы металла равномерно осаждаются на поверхности заготовки.
Типичные параметры процесса варьируются: никелирование часто работает при 45 °C и 1-6 А/дм², в то время как хромирование требует более высокого напряжения и более низкой эффективности тока.
Толщина покрытия обычно составляет 5-50 мкм, определяя как механические характеристики, так и внешний вид поверхности.
После лечения
После нанесения покрытия деталь подвергается промывке, нейтрализации, сушке, а иногда полировке или герметизации. Затем покрытие проверяется на толщину, адгезию, блеск и коррозионную стойкость. Последующая обработка обеспечивает равномерный внешний вид и долговременную стабильность покрытия.
Основные виды гальванических покрытий
Гальванические технологии можно разделить на несколько основных типов в зависимости от формы тока, химического механизма и способа обработки деталей.
Каждый подход предлагает различные преимущества в качестве покрытия, стоимости процесса и пригодности к конкретным геометриям деталей.
1. Обычное покрытие постоянным током
В наиболее распространенном процессе гальванизации постоянный ток используется для осаждения ионов металла на поверхность.
Он обеспечивает стабильный контроль толщины покрытия, простое оборудование и низкую стоимость, что делает его подходящим для большинства проводящих материалов.
Однако при сложной геометрии может возникать неравномерное распределение тока, что приводит к чрезмерно толстым краям или тонким внутренним углам.
Типичные области применения: Никелевое, хромовое или цинковое покрытие валов, болтов и декоративных деталей.
2. Импульсное и обратноимпульсное покрытие
При этом методе импульсы тока чередуются или меняют полярность для уточнения структуры зерна, снятия напряжения и улучшения адгезии.
Он позволяет получать более плотные, гладкие и яркие покрытия, чем обычное гальваническое покрытие на постоянном токе, что идеально подходит для высокоточных деталей с жесткими требованиями к поверхности.
Недостатком является более высокая стоимость оборудования и более сложный контроль процесса.
Типичные области применения: Полости в пресс-формах, электронные разъемы и прецизионные компоненты с высоким уровнем блеска.
3. Безэлектродное (химическое) покрытие
Безэлектродное покрытие основывается на химической реакции восстановления, а не на внешнем токе.
Его главным преимуществом является исключительная равномерность покрытия - даже в глухих отверстиях, резьбе и внутренних полостях.
Электролитическое покрытие на основе никеля (Ni-P или Ni-B) широко используется как в качестве функционального, так и базового слоя.
Управление процессом является сложной задачей, поскольку необходимо точно поддерживать состав и температуру ванны.
Типичные области применения: Алюминиевые корпуса, прецизионные корпуса клапанов, пластиковые подложки и аэрокосмические компоненты.
4. Механические и специализированные методы нанесения покрытия
К ним относятся бочковое покрытие, покрытие на стойках и покрытие щетками:
- Покрытие ствола: Мелкие детали перемещаются во вращающемся барабане, погруженном в электролит; недорогой и эффективный способ массового производства.
- Нанесение покрытия на стойки: Детали закрепляются на токопроводящих подставках для равномерного нанесения покрытия, что идеально подходит для крупных деталей или деталей, имеющих критический внешний вид.
- Нанесение покрытия кистью: Портативный анодный инструмент наносит покрытие непосредственно для локального ремонта или доработки.
Каждый метод по-своему балансирует между эффективностью, качеством и стоимостью.
Типичные области применения: Крепеж (бочкообразное покрытие), декоративные корпуса (реечное покрытие) и ремонт инструментов (щеточное покрытие).
Материалы, пригодные для нанесения гальванических покрытий

Визуальное сравнение распространенных гальванических покрытий, таких как никелированные, хромированные и оцинкованные детали, используемые в точном производстве.
Различные материалы основы требуют особой подготовки поверхности для обеспечения адгезии. В таблице ниже приведены типичные обрабатываемые материалы, совместимость с покрытиями и основные технологические примечания.
| Материал | Совместимость с покрытиями | Рекомендуемое покрытие / процесс | Примечания |
|---|---|---|---|
| Углеродистая и легированная сталь | Превосходно | Никель, хром, цинк | Обеспечьте полную очистку; избегайте водородного охрупчивания |
| Нержавеющая сталь | Хорошо | Никель, золото | Для удаления пассивной пленки требуется кислотная активация |
| Медь и латунь | Превосходно | Олово, серебро, золото | Высокая проводимость; идеально подходит для нанесения функциональных покрытий |
| Алюминий и сплавы | Умеренный | Основание из никеля + верхняя часть из никеля/хрома | Химический базовый слой улучшает адгезию |
| Титан, магний, пластмассы | Трудности | Безэлектролитный никель или драгоценные металлы | Требуется предварительная обработка проводящей жидкостью; более высокая стоимость |
Преимущества гальванического покрытия
- Значительно повышает коррозионную стойкость (солевой туман > 300 ч)
- Твердость поверхности до HV 800 или выше
- Улучшает электропроводность, смазываемость и паяемость
- Обеспечивает яркую или матовую декоративную отделку
- Зрелый процесс, экономически эффективный, пригодный для массового производства
Ограничения и соображения
- Неравномерная толщина на сложных геометрических формах
- Отходы электролита требуют экологической обработки
- Многослойное покрытие увеличивает время и стоимость процесса
- Некачественная предварительная обработка может привести к образованию волдырей или шелушения
- Необходим строгий контроль равномерности толщины и адгезии
Типовые применения
- Машины и пресс-формы: Твердое хромовое покрытие для износостойких поверхностей инструмента
- Автомобиль: Цинковые или никелевые покрытия для валов, болтов и гидравлических штоков
- Электроника: Золотое или оловянное покрытие для улучшения проводимости и устойчивости к окислению
- Аэрокосмическая и медицинская промышленность: Композитные покрытия для защиты от коррозии и эстетики
Заключение
Гальваническое покрытие остается ключевым процессом после механической обработки, сочетающим в себе как функциональные, так и декоративные характеристики.
Выбрав подходящий металл покрытия и метод нанесения покрытия, производители могут добиться желаемого баланса стоимости, долговечности и внешнего вида прецизионных компонентов.
Запросите цену у нашей команды инженеров или загрузите свои чертежи для быстрого рассмотрения гальванических покрытий и составления сметы.


