
Face milling is a common milling operation that uses a cutter to remove material from a workpiece’s surface, creating a flat and smooth finish.
What is Face Milling?

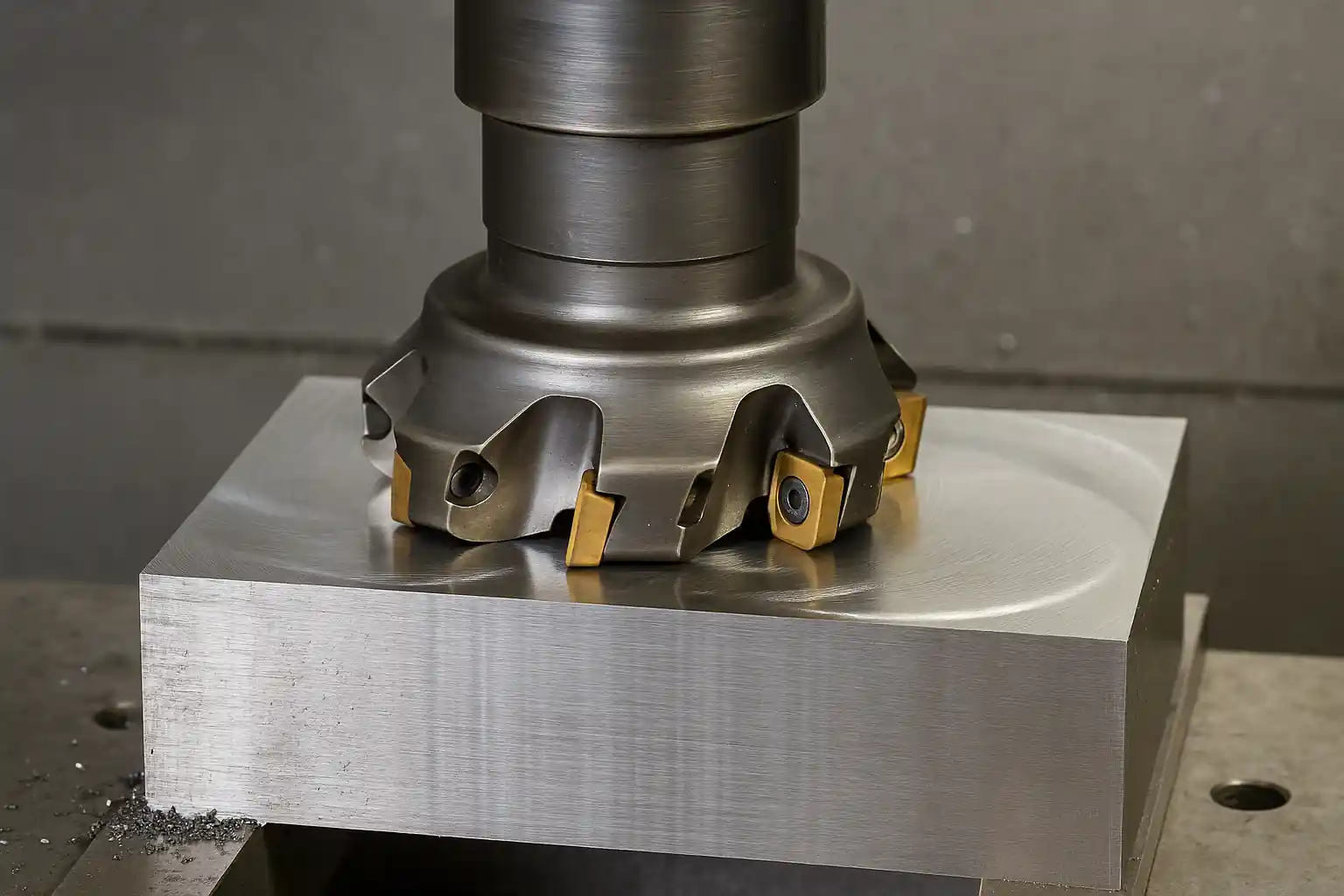
Face milling is a fundamental and widely-used operation in CNC machining. It involves using a rotating cutter to machine a flat, planar surface. Unlike other milling methods that create profiles or slots, the primary goal of face milling is to efficiently remove material from a large surface area to achieve a smooth, flat finish. This operation is often the first step in the machining process, providing a clean, precise reference surface for all subsequent operations.
The Working Principles of Face Milling
The process of face milling relies on the unique geometry of the milling cutter. The cutting is primarily performed by the peripheral cutting edges of the tool, with the end face creating the final surface finish. The cutter is typically mounted on the machine’s spindle, with its axis of rotation perpendicular to the workpiece surface. The machine then moves the cutter across the material, removing a layer of stock with each pass.
Face milling can be performed in two primary cutting modes:
Climb Milling
The cutter rotates in the same direction as the feed motion. This method typically results in a better surface finish and longer tool life, as the cutting force helps pull the workpiece into the cutter.
Conventional Milling
The cutter rotates in the opposite direction of the feed motion. This can lead to faster tool wear and a rougher finish but is sometimes used to break through hard outer layers.
Key machining parameters for face milling include spindle speed, feed rate, and depth of cut. Proper control of these parameters is crucial for achieving the desired surface finish, tool life, and material removal rate.
What is the difference between peripheral milling and face milling?
While both are core milling operations, face milling and peripheral milling serve distinct purposes based on how the tool engages the workpiece.
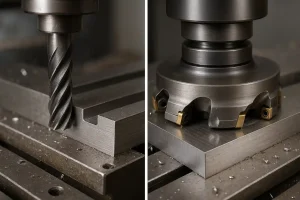
- Cutting Action: Face milling uses the end face of the cutter, while peripheral milling uses the sides (periphery) of the cutter.
- Purpose: Face milling is used for creating flat, planar surfaces. Peripheral milling is used for cutting slots, grooves, and complex contours.
- Tool Engagement: In face milling, the tool’s axis is typically perpendicular to the surface being cut. In peripheral milling, the tool’s axis is parallel to the surface.
Understanding this key difference is essential for selecting the correct operation for a specific job.
Types of Face Milling Cutters & Selection
The choice of a face milling cutter is critical to a project’s success, as it directly impacts efficiency, tool life, and surface quality. The most common tool used is the indexable insert cutter, which features replaceable carbide inserts. These cutters offer great versatility, as different inserts can be used for various materials and applications.
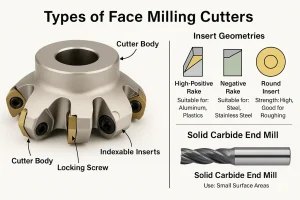
The inserts themselves are available in a range of geometries, each designed for a specific purpose:
- High-Positive Rake Inserts: Ideal for machining soft materials like aluminum and plastics, these inserts have a sharp edge that shears the material cleanly, reducing cutting forces and preventing built-up edge.
- Negative Rake Inserts: Used for tougher materials like steel and stainless steel, these inserts are very robust and designed to withstand high cutting forces and heat.
- Round Inserts: Offer a stronger cutting edge and are excellent for roughing operations due to their ability to spread cutting forces over a larger area, reducing wear.
For smaller jobs or precision work, solid carbide end mills can also be used for face milling, though their primary purpose is typically profiling and slotting.
Key Factors in Cutter Selection:
- Workpiece Material: The hardness and type of material dictate the required insert grade and geometry.
- Machine Rigidity: A more rigid machine can handle larger, heavier cutters with negative-rake inserts.
- Desired Finish: The required surface finish will influence the choice of insert geometry and corner radius.
Advantages and Limitations of Face Milling
Advantages:
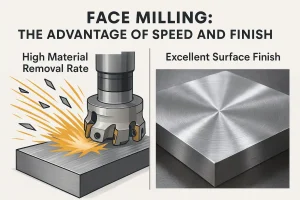
- High Material Removal Rate: Face milling is exceptionally efficient at removing large amounts of material quickly, making it ideal for roughing operations.
- Excellent Surface Finish: When performed correctly, face milling can produce a very flat and smooth surface, often eliminating the need for further finishing processes.
- Versatility: It can be used on a wide range of materials, from soft aluminum to hard steel alloys.
Limitations:
- Limited Geometry: Face milling is confined to creating flat surfaces. It is not suitable for generating complex 2D or 3D profiles, slots, or pockets.
- Machine Requirements: To achieve high efficiency, face milling requires a rigid machine with sufficient horsepower to handle the large cutting forces involved.
Typical Applications of Face Milling
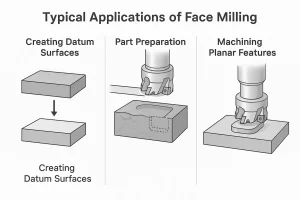
- Creating Datum Surfaces: It is commonly used to establish a precise, flat reference plane on a raw workpiece for subsequent machining operations.
- Part Preparation: Before complex operations like pocketing or contouring, face milling is used to clean up the workpiece surface and ensure a level starting point.
- Machining Planar Features: This operation is ideal for creating flat-faced bosses, pads, and other raised planar features on a part.
Conclusion
Face milling is a foundational skill in CNC machining, essential for creating flat, precise surfaces. By understanding its working principles, selecting the right tools, and recognizing its strengths and limitations, you can effectively use this operation to prepare your workpieces and achieve high-quality results.


