機械加工におけるSFMの意味とは?その計算方法と使い方</trp-post-container
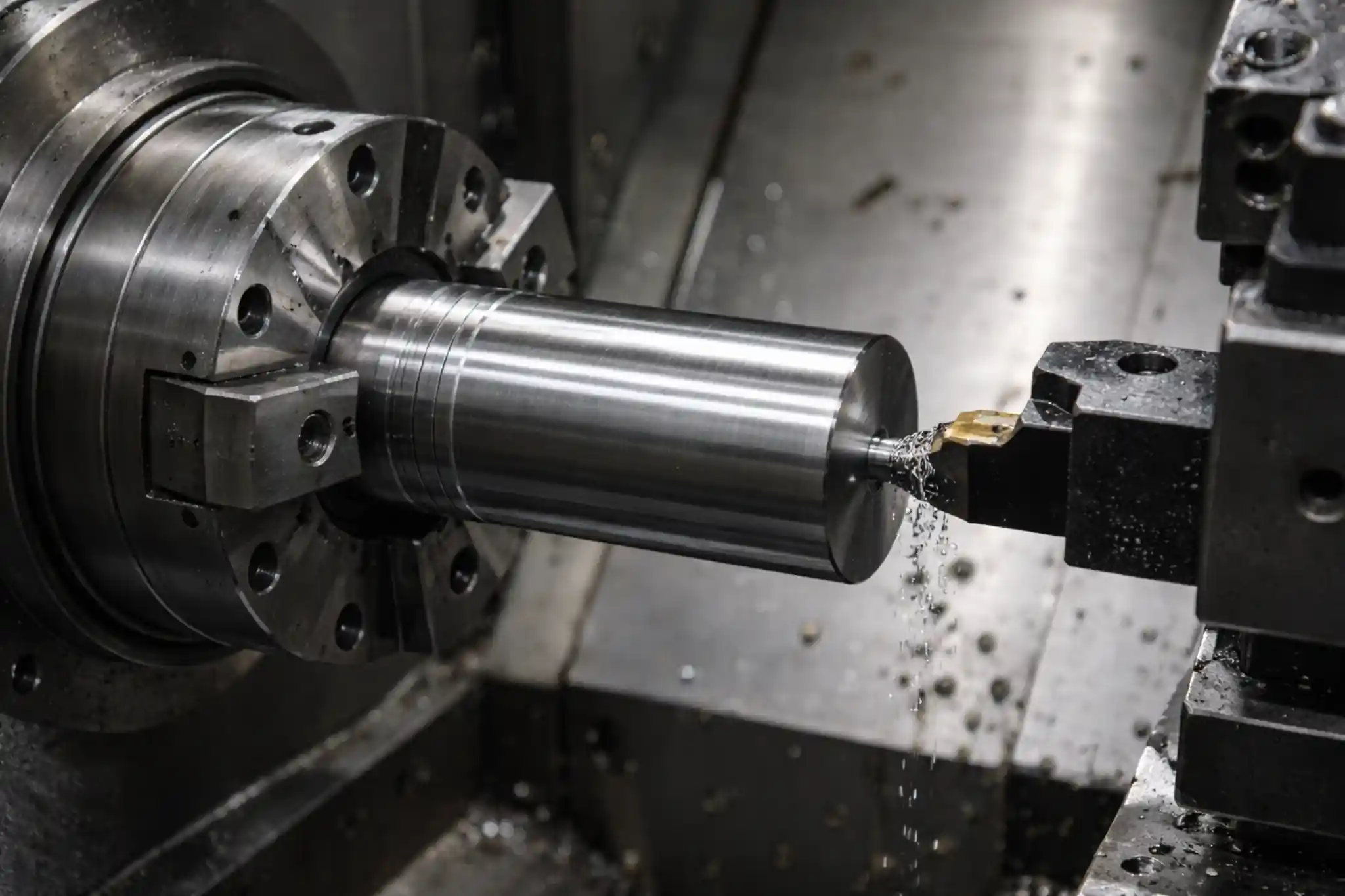
SFM(Surface Feet per Minute)は、切削速度を測定するための中心的なパラメータであり、加工条件を設定する際の重要な基準となります。切削熱や工具寿命だけでなく、仕上げ面粗さ、切り屑排出性、総合的な加工効率にも影響します。この記事では、SFMの基本的な概念、計算方法、RPMとの違い、推奨される範囲と材料ごとのよくある設定ミスについて説明します。
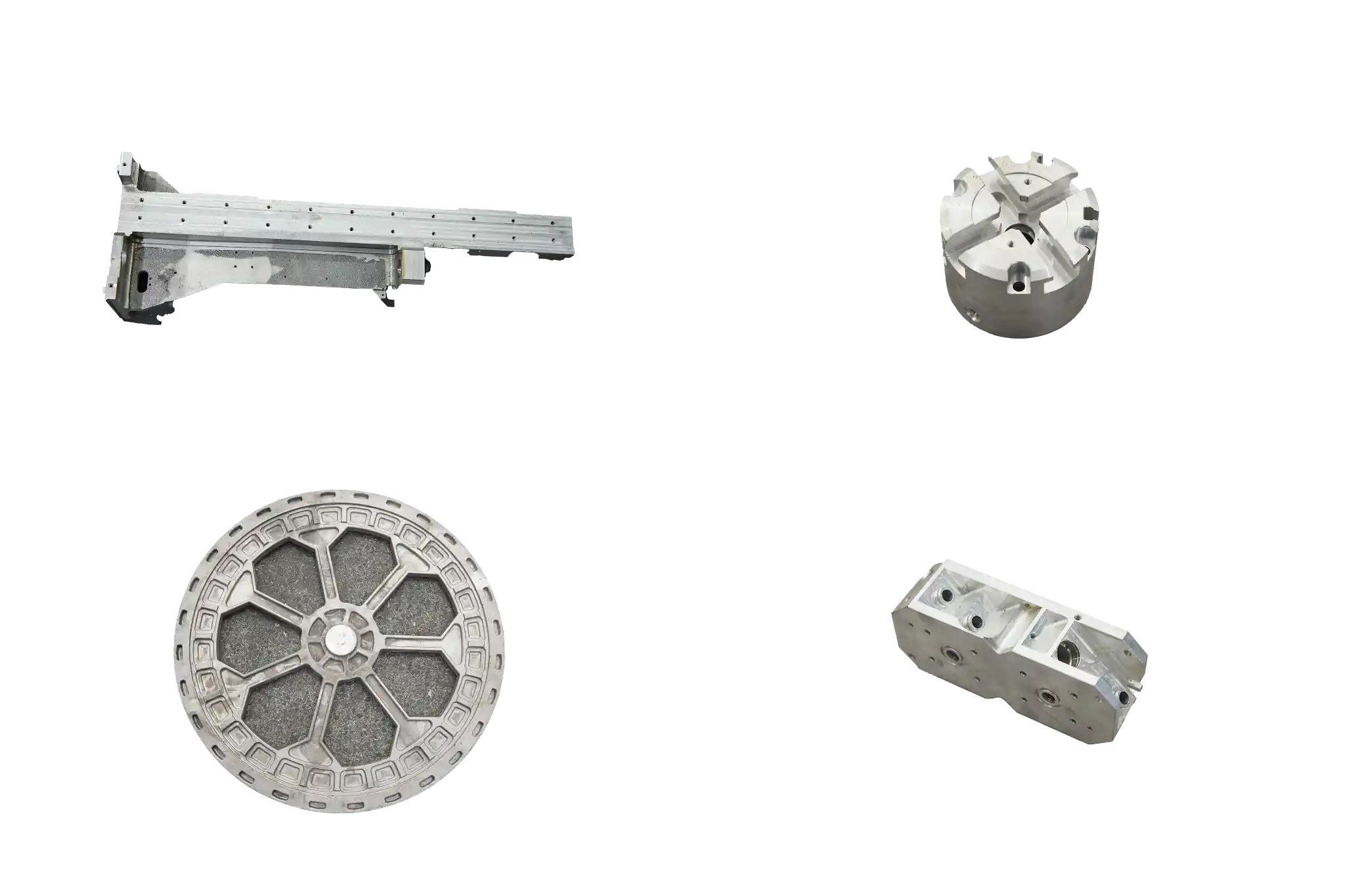
MinHeは、カスタム金属およびプラスチック部品のCNCフライス加工、旋盤加工、5軸加工をサポートし、試作、少量生産、リピートオーダーに対応している。
最短1営業日でDFMのフィードバックとお見積もり
1回限りの試作品から少量生産まで対応
アルミニウム、ステンレス鋼、炭素鋼、真鍮、エンジニアリングプラスチック
複数の表面仕上げオプションと重要寸法検査
対応フォーマットSTP|SLDPRT|IPT|PRT|SAT
すべてのアップロードは厳重に管理されます。


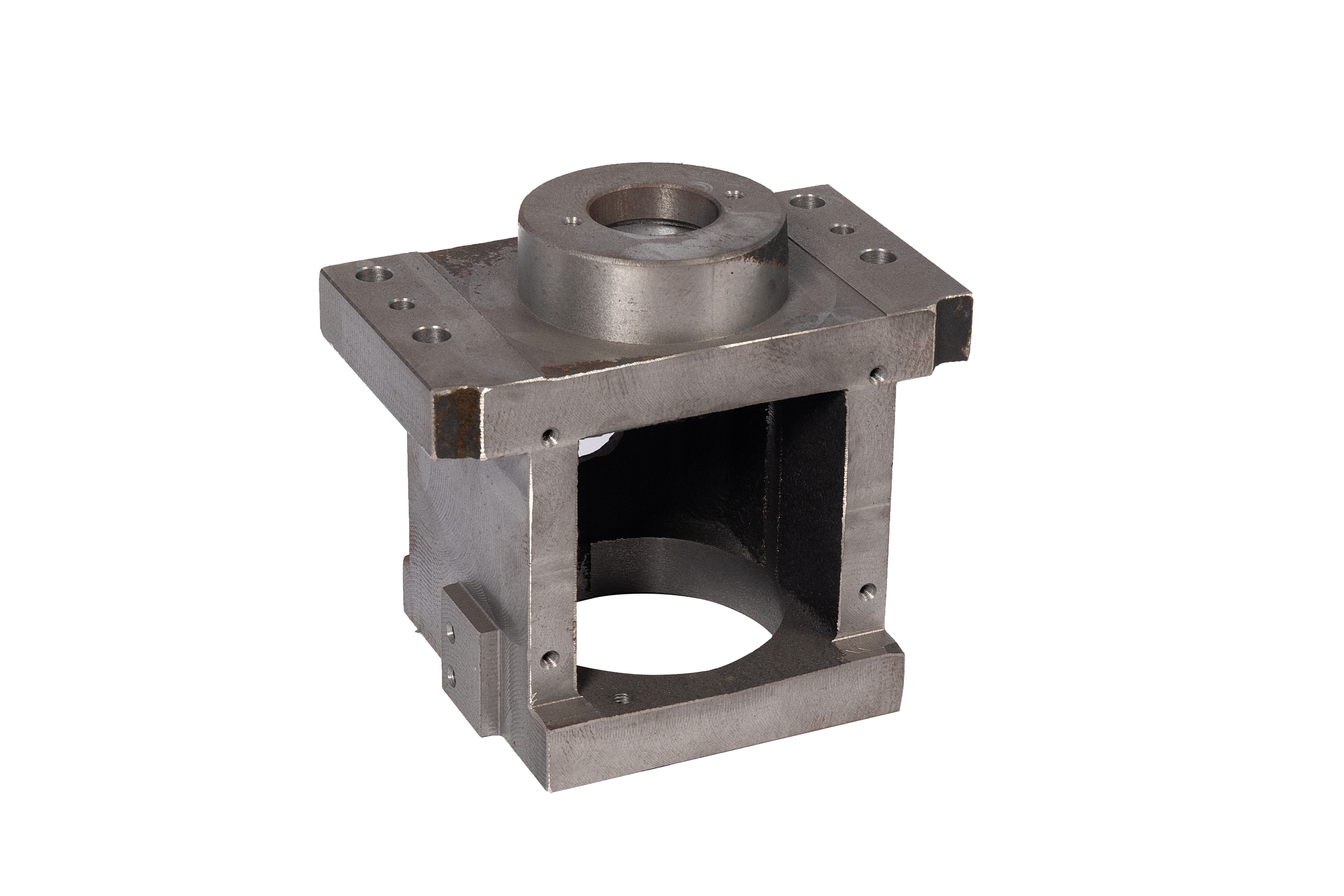
プロトタイプおよび生産部品のフライス加工、旋盤加工、5軸加工。

角柱部品、ポケット、複雑な3D形状用。
段差、溝、3D輪郭に最適
試作品から少量生産まで

シャフト、ブッシング、スレッド、その他の回転部品用。
同心度、表面仕上げ、安定した寸法を保証します。
一品生産からリピート生産まで柔軟に対応
複雑なサーフェスや多面フィーチャーをワンセットアップで加工。
精度と一貫性を向上させながら、セットアップを削減
ブレード、インペラ、ハウジング、複雑な3次元形状に最適

厳しい公差の特徴と重要なフィット。
標準的な公差は±0.05 mm(ご要望により、より厳しい公差も可能です。)
主要寸法についてCMM/FAI検査レポートが入手可能
CNCフライス加工、旋盤加工、5軸加工で試作品から生産までサポートします。当社のエンジニアは、製造可能性を早期に検討し、製造中の重要な寸法を管理し、見積もりから納品まで明確なコミュニケーションを提供します。
生産前のDFMフィードバック
主な特徴の工程内検査
CMM/FAIの報告書はリクエストに応じて入手可能
安定したリードタイムと安全な梱包








図面をアップロードし、DFMのフィードバックと見積もりを取得した後、機械加工、検査、出荷を行います。
STEP/IGES/PDFと主な要件(材料、公差、仕上げ、数量)をお送りください。
製造可能性を確認し、リードタイムを含めた迅速な見積もりを共有します。
承認後に生産開始。工程内チェックで安定した品質を確保。
最終検査、保護梱包、安全な出荷。ご希望により報告書を提出いたします。
MinHeでは、部品の各バッチは、明確で追跡可能な品質ワークフローに従っています。受入材料の確認、初品チェックから工程内検査、最終リリースに至るまで、各工程を文書化し、レビューすることで、お客様が受け取る部品が一貫した信頼できるものであることを確認します。
検査チェックポイントは、受入段階、初品段階、工程段階、最終段階に設定されます。重要な寸法、外観、機能的特徴を図面や仕様書と照らし合わせ、不適合はすべて分離され、是正措置にフィードバックされます。
当社の品質ラボには、三次元測定機、光学投影機、硬さ試験機、その他の測定ツールが完備されています。専任の検査員が日々の測定とデータ記録を行い、複雑な部品や公差の厳しい部品にはカスタムゲージや検査計画を設定することができます。
ご要望に応じて、FAIレポート、バッチ検査記録、その他の文書をご提供いたします。すべての生産および検査活動は、ISOに基づく品質管理システムのもとで行われ、お客様の内部監査やサプライヤー管理をサポートするための完全なトレーサビリティを備えています。
SFM(Surface Feet per Minute)は、切削速度を測定するための中心的なパラメータであり、加工条件を設定する際の重要な基準となります。切削熱や工具寿命だけでなく、仕上げ面粗さ、切り屑排出性、総合的な加工効率にも影響します。この記事では、SFMの基本的な概念、計算方法、RPMとの違い、推奨される範囲と材料ごとのよくある設定ミスについて説明します。

切込み深さ(DOC)は、材料除去率、切削力、寸法安定性に直接影響する。この記事では、簡単な計算式を使って旋削加工におけるDOCの計算方法を説明し、送り速度とDOCのメカニズムの違いを明らかにします。送り速度は主に切り屑の厚さを変化させますが、DOCは切り屑の断面積を変化させます。また、材料、工具剛性、使用可能な主軸動力、冷却/切屑排出条件など、DOCの選択を支配する主な要因についても概説する。

市販の純ニッケルは凝着やビルドアップエッジが発生しやすく、モネルは長くて筋状の切り屑がよく発生し、インコネルは切り欠き摩耗や不安定な工具寿命を示し、ハステロイは熱管理に敏感です。この記事では、典型的な問題と現場での症状を合金系列別に分類し、公差と仕上げ面の要件を満たしながら安定性を向上させるための実践的な工程管理について概説します。

カウンターシンク穴は、エンジニアリング設計において一般的でありながら見落とされやすいディテールです。カウンターシンクは、ファスナーとワークの表面間の平滑性、組立の信頼性、作業の安全性に直接影響します。この記事では、カウンターシンクの形状、標準寸法、加工ステップ、典型的な適用シナリオを体系的にレビューし、エンジニアがカウンターシンク穴を設計・加工する際に、より信頼性の高い選択ができるよう、一般的なエラーと修復方法を組み合わせます。

少量生産CNCマシニングは、プロトタイピングと大量生産の間に低リスクの架け橋を提供し、工具に投資することなく、産業用材料と公差で最終用途の部品を提供します。

この記事では、材料適合性、接合強度、重量、シール性能、コスト、メンテナンスなどの主要な工学的要因にわたって、リベット接合と溶接を比較しています。実際のプロジェクトにおいて、それぞれの方法がどのような場合に適しているかを説明し、設計に適した接合プロセスを選択できるようにします。

黒アルマイト処理は、CNC機械加工部品に広く使用されている表面仕上げで、耐久性と外観を向上させるために、制御された酸化アルミニウム層と黒色染料およびシーリングを組み合わせています。この記事では、黒アルマイトの仕組みを説明し、耐摩耗性、耐食性、熱放射率、光吸収における主な利点を概説し、紫外線暴露、化学的安定性、温度、電気絶縁に関する重要な制限を明らかにします。また、適切なアルミニウム合金、プロセス材料、および寸法成長、公差制御、バッチ色の一貫性などの重要な設計上の考慮事項についても説明します。代表的な用途と黒色粉体塗装との比較は、技術者が部品の適切な仕上げ工程を選択する際に役立ちます。

アングルフライス加工は、工具がワーク表面に対して直交しない角度で切削する特殊なフライス加工方法で、精密な傾斜面、アリ溝ガイド、抜き勾配、その他の機能的な形状を可能にします。この記事では、設計者がなぜアングルフライスを使用するのか、ワークの傾斜、スピンドルの傾斜、またはフォームカッターを使用してどのように実行するのか、どのような種類のアングルカッターがあるのかを説明します。また、適した材料、工作機械、金型、航空宇宙部品における典型的な用途、従来のフライス加工と比較した主な利点と限界についても解説しています。

このガイドでは、機械加工で一般的な10種類の穴の形状、記号、用途を説明し、機能、組み立て、製造コストに基づいて適切な穴を選択する方法を示します。

この記事は、現代のねじ加工における中核的な論理と実用的な基準について体系的な分析を提供している。ピッチやピッチ径のような重要なパラメータの精度管理から、旋盤加工、フライス加工、タッピング加工などの主要な加工工程間の戦略的なトレードオフまで、研究開発設計から生産現場までの技術的な要点を包括的に網羅しています。最適化された加工戦略を製造のための設計(DFM)の原則と統合することで、このガイドは、複雑な動作条件下でのねじ接続の信頼性と製造効率を高めることを目的としています。

適切な製造プロセスを選択することは、設計そのものよりも重要な場合が多い。この記事では、アディティブ・マニュファクチャリング(3Dプリント)とサブトラクティブ・マニュファクチャリング(CNC加工)のコアロジックを深く掘り下げて比較します。公差、材料利用率、幾何学的複雑さ、スケーリングコストなどの主要な指標を分析することで、エンジニアが創造的自由と工業的精密さの最適なバランスを見つけるのに役立つ明確なフレームワークを提供します。

アンダーカットは、標準的な切削工具の直進経路から「隠された」凹部を特徴とする、精密加工における非常に困難な幾何学的特徴である。この記事では、T溝からアリ溝まで、一般的なアンダーカットの種類を調べ、工具剛性、切り屑排出、検査に関する中核的な技術的ハードルを分析します。標準的な工具サイズに合わせたり、深さと幅の比率を制御するなどの製造のための設計(DFM)戦略を実施することで、エンジニアは部品の機能を維持しながら、これらの複雑な細部に関連するコストを大幅に削減することができます。
見積もりを作成するには、通常、以下のものが必要です:
サンプルやラフスケッチしかお持ちでない場合は、それをお送りいただければ、当社のエンジニアが必要なものを定義するお手伝いをいたします。
ほとんどのCNC機械加工プロジェクトでは、完全な情報を受け取ってから1営業日以内にDFMフィードバックと見積もりを提供します。複雑な部品や大規模なRFQの場合は、少し時間がかかる場合があります。
私たちは一般的に機械を使います:
特殊な材料をお持ちの場合は、ご連絡いただければ、加工性とリードタイムを確認させていただきます。
標準的なCNC機械加工部品では、通常、以下の条件で加工を行います:
達成可能な公差は、材料、形状、検査方法によって異なる。
一般的なリードタイムは以下の通り:
急ぎのプロジェクトがある場合は、目標スケジュールをお知らせください。
はい。ご要望に応じて、CMM/FAIレポート、材料証明書、その他の検査書類をご提供いたします。すべてのお客様の図面、モデル、データは極秘扱いされ、お客様の部品の製造にのみ使用されます。