В области машиностроения и дизайна изделий плоскостность поверхности влияет не только на эстетическую привлекательность, но и на точность сборки и безопасность эксплуатации. Зенкерование - один из основных и важнейших видов обработки отверстий, основная ценность которого заключается в обеспечении бесшовного соединения крепежа с поверхностью заготовки.
Освоение технологических спецификаций и методов применения зенкования - необходимая основа для каждого инженера, чтобы обеспечить соответствие продукции промышленным стандартам. В этом техническом руководстве представлен полный обзор зенкерования отверстий, начиная с определений и этапов создания и заканчивая устранением общих неисправностей.
Что такое зенкерное отверстие?
Зенкерное отверстие - это коническое расширение, выполненное в отверстии существующего цилиндрического отверстия в заготовке. Его основное назначение - обеспечить углубление для винтов с потайной головкой (винтов с плоской головкой), что позволяет головке винта после затягивания располагаться вровень с поверхностью заготовки или немного ниже ее.
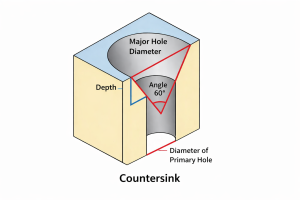
С точки зрения геометрии, стандартное зенкерное отверстие состоит из двух частей: цилиндрического пилотного отверстия внизу и конического углубления вверху. Такая структура не только улучшает внешний вид, но и не позволяет выступающим головкам болтов зацепиться за предметы или нанести царапины, что особенно важно в условиях ограниченного пространства при сборке.
Как просверлить отверстие под зенковку
Обработка отверстия зенкером - это не просто увеличение диаметра отверстия; это профессиональный процесс резки, требующий точного контроля глубины и угла. Чтобы отверстие было ровным и идеально подходило под винт, рекомендуется следовать следующим стандартным шагам:
Сверление пилотного отверстия
Перед обработкой зенкером необходимо просверлить пилотное отверстие. Диаметр пилотного отверстия должен быть немного больше номинального диаметра резьбы винта, как правило, на 0,2-0,5 мм. Важно, чтобы пилотное отверстие было перпендикулярно поверхности; если пилотное отверстие будет наклонено, последующее зенкерование также будет наклонено, что не позволит головке винта сидеть заподлицо.
Выбор и установка зенкерного сверла
Выберите зенкерное сверло, соответствующее спецификации винта и требуемому углу, например 90 градусов. При установке сверла в сверлильный пресс или ручную дрель всегда проверяйте его биение, чтобы избежать неровной или многоугольной формы отверстия, вызванной смещением оси.
Установка предельной глубины
При точной обработке или массовом производстве рекомендуется установить ограничитель глубины на сверлильный станок или сверло. Если ограничитель недоступен, сначала выполните пробную резку на обрезках материала. Измерьте глубину, необходимую для того, чтобы винт сидел идеально ровно, и отметьте шкалу подачи, чтобы обеспечить последовательность при выполнении нескольких отверстий.
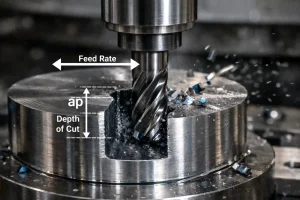
Начало бурения и удаление стружки
Запустите дрель и начните резать на низкой скорости вращения. Следуйте принципу подачи с коротким ходом, который предполагает сверление на определенную глубину, а затем небольшой подъем долота. Это помогает удалить мусор с конической поверхности, предотвращая образование стружки, которая может поцарапать стенки отверстия или вызвать болтанки.
Проверка и тонкая настройка
Достигнув заданной глубины, остановите станок и вставьте шуруп в отверстие для пробной посадки. В идеале головка шурупа должна находиться примерно на 0,1 мм ниже поверхности, чтобы учесть толщину последующих покрытий или краски. Если глубина недостаточна, перезапустите дрель и немного углубите пропил.
Типы отверстий под зенковку
Геометрический профиль зенковки должен точно соответствовать конусу крепежа, чтобы обеспечить равномерное распределение нагрузки. В зависимости от формы головки крепежа и применяемых инженерных стандартов распространенные типы зенкерных отверстий включают:
Классификация по стандарту крепежа и углу
-
Зенковка 90°: Универсальный стандарт для метрического крепежа.
-
Зенковка 82°: Типовая спецификация для крепежных изделий с имперской резьбой (Unified Thread Standard).
-
Углы специального применения: В зависимости от конкретных технических требований используются также такие углы, как 60°, 100°, 110° и 120°.
Классификация по функциональной форме
-
Зенковка с плоской головкой: Наиболее распространенная форма, имеющая коническое углубление с плоской вершиной. Угол включения обычно составляет 82° для коммерческой фурнитуры (особенно в деревообработке) и часто 100° для клепки или специфических применений аэрокосмической фурнитуры.
-
Зенковка с овальной головкой: Специально разработан для винтов с овальной головкой, имеющих слегка выпуклую и гладкую внешнюю поверхность. Угол закручивания обычно составляет 100°, что часто используется в промышленных конструкциях, таких как молдинги и обшивка, где требуется как крепление, так и эстетика.
-
Зенковка с круглой головкой: Хотя этот тип встречается реже, он эффективно сочетается с винтами с круглой головкой. Он обычно используется в особых случаях, когда выступающая декоративная головка винта желательна как элемент дизайна, или при установке крепежа с плоским профилем на фурнитуру, не имеющую зенкованных отверстий.
Размеры отверстий под зенковку
В инженерных чертежах необходимо строго соблюдать размерные спецификации, чтобы обеспечить точность посадки. Ниже приведена справочная таблица распространенных размеров зенкеров, основанная на стандартах ISO:
Таблица размеров потайных отверстий для крепежа с плоской головкой (ISO)
Все размеры указаны в миллиметрах, за исключением угла зенковки.
Источник данных: Библия инженера - Потайные данные ISO
| Размер крепежа (резьба) | Диаметр пилотного отверстия (Close Fit H12) | Диаметр пилотного отверстия (нормальная посадка H13) | Диаметр пилотного отверстия (свободная посадка H14) | Диаметр зенковки | Угол зенковки (°) |
| M3 | 3.2 | 3.4 | 3.6 | 6.94 | 90 |
| M3.5 | 3.7 | 3.9 | 4.2 | 8.96 | 90 |
| M4 | 4.3 | 4.5 | 4.8 | 9.18 | 90 |
| M5 | 5.3 | 5.5 | 5.8 | 11.47 | 90 |
| M6 | 6.4 | 6.6 | 7 | 13.71 | 90 |
| M8 | 8.4 | 9 | 10 | 18.25 | 90 |
| M10 | 10.5 | 11 | 12 | 22.73 | 90 |
| M12 | 13 | 13.5 | 14.5 | 27.21 | 90 |
| M16 | 17 | 17.5 | 18.5 | 33.99 | 90 |
| M20 | 21 | 22 | 24 | 40.71 | 90 |
Таблица размеров потайных отверстий для 82-градусного машинного крепежа (ANSI в дюймах)
Все размеры указаны в дюймах, не считая угла зенковки.
Источник данных: Библия инженера - Потайные данные ANSI 82°
| Размер крепежа (резьба) | Диаметр пилотного отверстия (плотное прилегание) | Диаметр пилотного отверстия (нормальная посадка) | Диаметр пилотного отверстия (свободная посадка) | Диаметр зенковки | Угол зенковки |
| #0 | 1/15 | 6/79 | 3/32 | 5/42 | 82 |
| #1 | 3/37 | 4/45 | 8/77 | 13/89 | 82 |
| #2 | 3/32 | 7/69 | 7/62 | 16/93 | 82 |
| #3 | 5/47 | 8/69 | 9/70 | 1/5 | 82 |
| #4 | 3/25 | 9/70 | 14/97 | 9/40 | 82 |
| #5 | 9/64 | 5/32 | 11/64 | 25/99 | 82 |
| #6 | 2/13 | 10/59 | 5/27 | 12/43 | 82 |
| #8 | 9/50 | 10/51 | 13/61 | 1/3 | 82 |
| #10 | 15/73 | 21/95 | 5/21 | 5/13 | 82 |
| #12 | 15/64 | 15/61 | 6/23 | 39/89 | 82 |
| 1/4 | 17/64 | 9/32 | 19/64 | 36/71 | 82 |
| 5/16 | 21/64 | 11/32 | 23/64 | 40/63 | 82 |
| 3/8 | 25/64 | 13/32 | 27/64 | 16/21 | 82 |
| 7/16 | 29/64 | 15/32 | 31/64 | 69/85 | 82 |
| 1/2 | 17/32 | 9/16 | 39/64 | 7/8 | 82 |
| 9/16 | 19/32 | 5/8 | 43/64 | 1 | 82 |
| 5/8 | 21/32 | 11/16 | 47/64 | 1 1/8 | 82 |
| 3/4 | 25/32 | 13/16 | 29/32 | 1 3/8 | 82 |
Применение и использование зенкованных отверстий
Конструкции с зенковкой широко используются в сценариях с жесткими требованиями к качеству поверхности, использованию пространства,

и гидродинамики. Их основное функциональное применение включает:
Поддержание гладкости поверхности и гидродинамика
В конструктивных элементах, где требуется абсолютная плоскостность поверхности (например, в наружных обшивках высокоскоростных транспортных средств), отверстия с зенковкой гарантируют, что крепеж не нарушит целостность поверхности. Это эффективно снижает сопротивление жидкости и предотвращает турбулентность или аэродинамический шум во время работы на высоких скоростях.
Предотвращение механических помех и оптимизация пространства
В прецизионных узлах или компактных механических конструкциях зенковка устраняет выступы на поверхности, заглубляя головку крепежа в основание. Это предотвращает физические помехи между движущимися частями и позволяет создавать ультратонкие конструкции, позволяющие укладывать или сдвигать компоненты без помех.
Повышение эксплуатационной безопасности и эргономичности
Благодаря отсутствию открытых головок болтов отверстия с зенковкой предотвращают царапины от острых металлических кромок для операторов или обслуживающего персонала. Кроме того, в портативных устройствах или промышленных изделиях, требующих частого контакта, зенкование гарантирует, что крепеж не нарушит общий захват или тактильную целостность.
Зенковка против цековки
В машиностроении зенкование и зенкерование отверстий - две наиболее часто путаемые характеристики.
A Зенковка имеет типичное коническое (V-образное) сечение. Края отверстия наклонены под определенным углом, разработанным специально для установки винтов с потайной головкой. Наклон идеально сочетается с конической нижней частью головки винта, обеспечивая самоцентрирование.
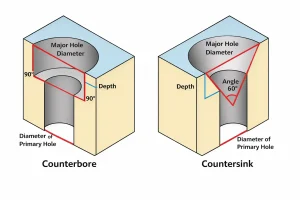
В противоположность этому Зенковка выглядит как цилиндрическое (плоскодонное) расширение. Она имеет плоское дно и вертикальные боковые стенки. В основном оно используется для установки винтов с внутренним шестигранником или других крепежных элементов с плоским дном. Благодаря плоской опорной поверхности цековки могут выдерживать более высокое давление затяжки.
Другие отверстия в технике
Обработка отверстий - это обширная отрасль механической обработки, и зенкерование - лишь одна из ее частей:
Обзор распространенных типов отверстий
- Слепое отверстие: Отверстие, которое не проникает в заднюю часть детали; контроль глубины является ключевым моментом.
- Сквозное отверстие: Полностью проникает в материал для соединения или слива/вентиляции.
- Spotface: Очищает только шероховатую поверхность вокруг отверстия, чтобы обеспечить плоскую опорную поверхность для шайбы.
- Отверстие с резьбой: Имеет внутреннюю резьбу для прямого крепления путем ввинчивания болта.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
По каким двум причинам необходимо зенковать отверстие?
Есть две основные причины: во-первых, безопасность и плоскостность, устранение выступов на поверхности для предотвращения зацепов, помех или царапин; во-вторых, аэродинамические требования, поддержание обтекаемой поверхности для снижения сопротивления.
Каковы распространенные ошибки при изготовлении зенкеров?
К наиболее распространенным ошибкам относятся несоответствие углов между зенкером и винтом (например, 90° против 82°), слишком глубокое сверление и болтание поверхности, вызванное чрезмерной скоростью вращения.
Каковы недостатки зенкования отверстий?
Зенковка ослабляет толщину материала в месте отверстия. Для тонких листов это может привести к недостаточной прочности конструкции или к тому, что головка винта будет "продираться" сквозь материал при сильном натяжении.
Как заделать отверстие под зенковку в технике?
Если зенковка получилась слишком большой, распространенными решениями являются использование винта большего размера и повторное сверление, использование специальных вставок для восстановления резьбы (например, Helicoils) или заполнение и повторная обработка.
Заключение
Зенкерное отверстие - это важный элемент конструкции, который позволяет сбалансировать промышленную эстетику и механическую функцию. Используя стандартные размеры и точные процессы резки, вы можете значительно повысить точность сборки и долговечность изделий.
Если вы хотите оптимизировать конструкцию зенкера на основе реальных деталей и материалов, приглашаем вас загрузите свои рисунки и основные параметры. Наши инженеры помогут вам оценить выбор размера и решения по обработке.