
Услуги по токарной обработке с ЧПУ на заказ</trp-post-container
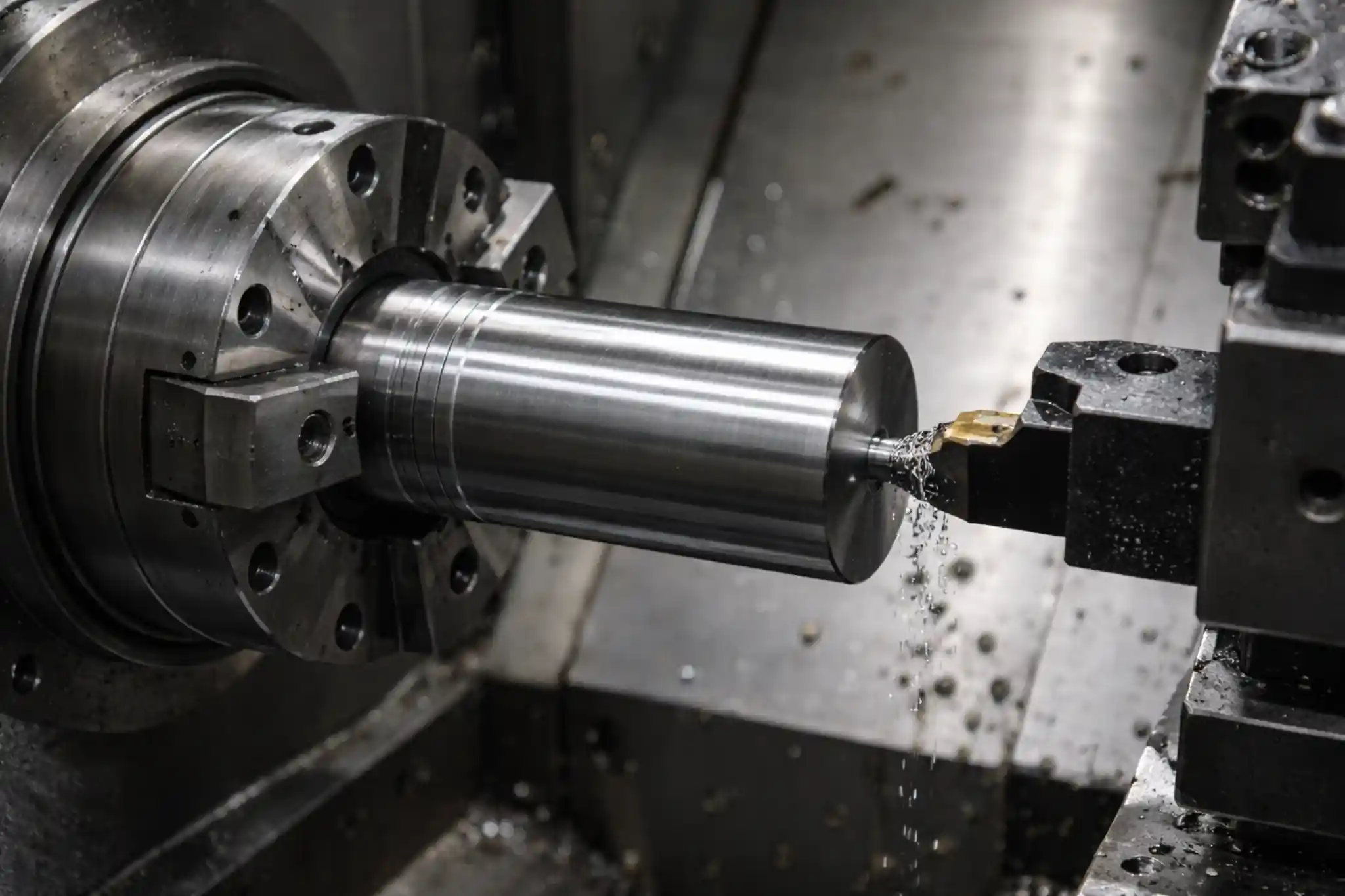
Услуги по токарной обработке с ЧПУ на заказ | Предельные допуски 5 мкм | Разнообразные материалы | Гибкое производство | Эффективная доставка | Сертификат качества ISO 9001
Специальная команда инженеров и техников обеспечивает точность, эффективность и надежность всех процессов обработки.

Надежный партнер по обработке с ЧПУ, обеспечивающий стабильное качество, быстрые сроки выполнения заказов и прецизионные детали для мировых отраслей промышленности.

Экспертные услуги по механической обработке с ЧПУ, подкрепленные неизменным качеством, надежными сроками выполнения заказа и технологическим контролем промышленного уровня. Поддержка аэрокосмической, автомобильной, электронной и медицинской промышленности.

Сертифицированное по ISO 9001:2015 обрабатывающее производство с ЧПУ, обслуживающее клиентов по всему миру. Профессиональные решения для всех ваших потребностей в точном производстве.


ЭКСПЕРТЫ В ОБЛАСТИ ТОЧНОГО ПРОИЗВОДСТВА
Мы являемся ведущим производителем, специализирующимся на высокоточном производстве и индивидуальных производственных решениях. Благодаря современному оборудованию и более чем 15-летнему опыту мы поставляем детали высочайшего качества, отвечающие самым строгим техническим требованиям.
Основные возможности:
- Фрезерная и токарная обработка с ЧПУ (точность до ±0,01 мм)
- Производство прецизионных деталей
- Прототипы и мелкосерийное производство
- Обработка сложных компонентов
- Всесторонняя проверка качества
Отраслевые решения:
- Аэрокосмическая промышленность и авиация
- Автомобильные компоненты
- Медицинские приборы
- Промышленное оборудование
- Электроника и полупроводники
Обеспечение качества:
- Сертифицировано по стандарту ISO 9001:2015
- Усовершенствованный контроль на КИМ
- Сертификация материалов
- 100% Контроль качества
Мы обслуживаем клиентов по всему миру, предлагая конкурентоспособные цены, быстрые сроки выполнения заказов и исключительное обслуживание клиентов.

Наш опыт в области прецизионной обработки охватывает множество отраслей промышленности, обеспечивая высококачественные компоненты с помощью передовых технологий и строгих стандартов контроля качества.




Услуги по токарной обработке с ЧПУ на заказ | Предельные допуски 5 мкм | Разнообразные материалы | Гибкое производство | Эффективная доставка | Сертификат качества ISO 9001

Услуги по фрезерованию с ЧПУ на заказ | Предельные допуски 5 мкм | Предельная свобода обработки | Превосходная обработка поверхности | Широкая совместимость материалов | Сертификат качества ISO 9001

Передовые услуги по 5-осевой обработке | Предельные допуски 5 мкм | Производство сложных компонентов | Для сложных геометрий | Качество сертифицировано по ISO 9001 | Доставка в течение 7-10 рабочих дней

Услуги прецизионной обработки на заказ | Предельные допуски 5 мкм | Разнообразная материальная база | Гибкие производственные возможности | Эффективная доставка | Сертификат качества ISO 9001
SFM (Surface Feet per Minute) is a core parameter used to measure cutting speed and an important reference when setting machining conditions. It affects not only cutting heat and tool life, but also surface finish, chip evacuation, and overall machining efficiency. This article explains the basic concept of SFM, how it is calculated, how it differs from RPM, and the recommended ranges and common setting mistakes for different materials.

Глубина резания (DOC) напрямую влияет на скорость съема материала, силы резания и стабильность размеров. В этой статье объясняется, как рассчитать DOC при токарной обработке по простой формуле, и разъясняется механизм разницы между скоростью подачи и DOC - подача в основном изменяет толщину стружки, а DOC - площадь ее поперечного сечения. В статье также описываются ключевые факторы, определяющие выбор DOC, включая материал, жесткость инструмента, доступную мощность шпинделя и условия охлаждения/отвода стружки.

Различные семейства никелевых сплавов могут вести себя совершенно по-разному при обработке: коммерчески чистый никель более склонен к адгезии и наращиванию кромки, Monel часто дает длинную, жилистую стружку, Inconel обычно демонстрирует износ с насечкой и нестабильную стойкость инструмента, а Hastelloy более чувствителен к управлению нагревом. В этой статье приведены типичные проблемы и симптомы, проявляющиеся в цехах, в разбивке по семействам сплавов и описаны практические методы управления технологическим процессом для повышения стабильности при соблюдении требований к допускам и качеству поверхности.

Отверстие под зенковку - распространенная, но легко упускаемая из виду деталь при проектировании. Оно напрямую влияет на плотность прилегания крепежа к поверхности заготовки, а также на надежность сборки и безопасность эксплуатации. В этой статье систематически рассматриваются геометрия зенкера, стандартные размеры, этапы обработки и типичные сценарии применения, а также общие ошибки и методы их устранения, чтобы помочь инженерам сделать более надежный выбор при проектировании и обработке зенкерных отверстий.

Малосерийная обработка с ЧПУ обеспечивает малорискованный мост между прототипированием и массовым производством, поставляя конечные детали из промышленных материалов и с определенными допусками без инвестиций в оснастку.

В этой статье сравниваются заклепки и сварка по таким ключевым инженерным факторам, как совместимость материалов, прочность соединения, вес, герметичность, стоимость и техническое обслуживание. В ней объясняется, в каких случаях каждый метод лучше подходит для реальных проектов, чтобы вы могли выбрать правильный процесс соединения для своей конструкции.

Черное анодирование алюминия - широко распространенный способ обработки поверхности деталей с ЧПУ, сочетающий контролируемый слой оксида алюминия с черным красителем и герметиком для повышения долговечности и улучшения внешнего вида. В этой статье объясняется принцип работы черного анодирования, описываются его основные преимущества в плане износостойкости, защиты от коррозии, тепловой излучательной способности и поглощения света, а также разъясняются важные ограничения, связанные с воздействием ультрафиолета, химической стабильностью, температурой и электроизоляцией. В статье также рассматриваются подходящие алюминиевые сплавы, технологические материалы и ключевые аспекты дизайна, такие как рост размеров, контроль допусков и постоянство цвета партии. Типичные области применения и сравнение с черным порошковым покрытием помогут инженерам выбрать подходящий процесс отделки для своих компонентов.

Угловое фрезерование - это специализированный метод фрезерования, при котором инструмент режет под неортогональным углом к поверхности заготовки, что позволяет создавать точные наклонные плоскости, направляющие типа "ласточкин хвост", черновые углы и другие функциональные геометрии. В статье объясняется, почему конструкторы используют угловое фрезерование, как оно выполняется с помощью наклона заготовки, наклона шпинделя или формообразующих фрез, а также какие существуют типы угловых фрез. В ней также рассматриваются подходящие материалы, типичные области применения в станках, пресс-формах и аэрокосмических деталях, а также основные преимущества и ограничения по сравнению с обычным фрезерованием.

Это руководство объясняет геометрию, символы и применение десяти распространенных типов отверстий в механической обработке, а также показывает, как выбрать правильное отверстие, исходя из его назначения, особенностей сборки и стоимости изготовления.

В данной статье представлен систематический анализ основных логических и практических стандартов современной резьбообработки. От прецизионного контроля критических параметров, таких как шаг и диаметр шага, до стратегических компромиссов между основными процессами, включая точение, фрезерование и нарезание резьбы, - в ней всесторонне освещены технические аспекты от разработки НИОКР до цехового производства. Интегрируя оптимизированные стратегии обработки с принципами проектирования для производства (DFM), это руководство призвано повысить надежность и эффективность производства резьбовых соединений в сложных условиях эксплуатации.

Выбор правильного производственного процесса зачастую более важен, чем сам дизайн. В этой статье проводится глубокое сравнение основных логик аддитивного производства (3D-печати) и субтрактивного производства (обработки на станках с ЧПУ). Анализируя такие ключевые показатели, как допуски, использование материалов, геометрическая сложность и стоимость масштабирования, мы предоставляем четкую схему, которая поможет инженерам найти оптимальный баланс между творческой свободой и промышленной точностью.

Подрезы - очень сложные геометрические элементы в прецизионной обработке, характеризующиеся углублениями, которые "скрыты" от прямого пути стандартного режущего инструмента. В этой статье рассматриваются распространенные типы подрезов - от Т-образных пазов до "ласточкиных хвостов" - и анализируются основные технические проблемы, связанные с жесткостью инструмента, отводом стружки и контролем. Применяя стратегии проектирования для производства (DFM), такие как согласование со стандартными размерами инструмента и контроль соотношения глубины и ширины, инженеры могут сохранить функциональность детали, значительно снизив затраты, связанные с этими сложными деталями.