
No design mecânico, a escolha entre filetes e chanfros é frequentemente tratada como um pormenor menor, deixado para as fases finais do processo de design. Na realidade, estes tratamentos de arestas não são apenas cosméticos; influenciam diretamente a integridade estrutural de uma peça, o comportamento de montagem e a eficiência de fabrico. A incompreensão das suas funções específicas pode levar a desafios de produção desnecessários ou a um desempenho comprometido da peça. Este artigo explica as definições, os critérios de seleção, as principais diferenças e as melhores práticas de design para filetes e chanfros na maquinagem de precisão, ajudando-o a tomar decisões de design mais informadas.
O que é um filete?
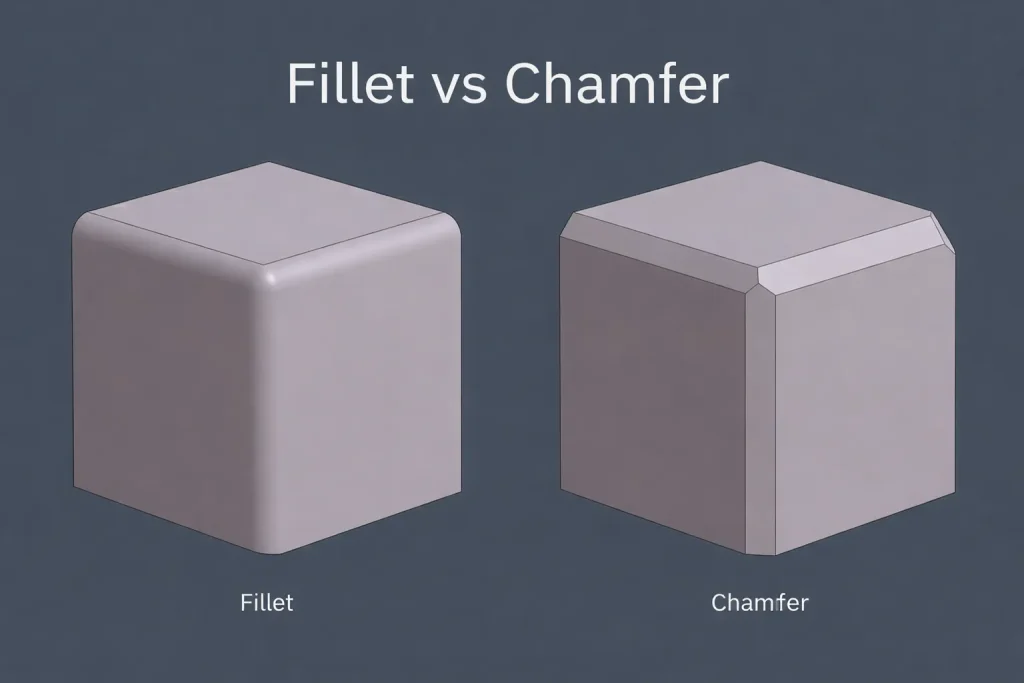
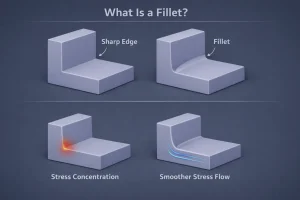
Um filete é uma transição arredondada entre duas superfícies, substituindo um canto agudo por um arco suave. Nos desenhos de engenharia, estes são normalmente especificados por um raio (por exemplo, R0.5, R1 ou R2). Na fresagem CNC, a conceção de filetes internos é muitas vezes uma necessidade de fabrico e não apenas uma escolha de design, uma vez que as ferramentas de corte são inerentemente redondas. Um filete interno bem concebido ajuda a distribuir a tensão de forma mais uniforme e permite um percurso de ferramenta suave, o que é essencial para garantir a continuidade estrutural e a longevidade da peça.
O que é um chanfro?
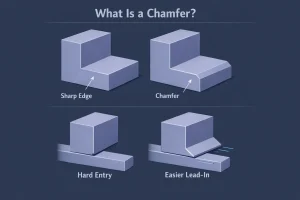
Um chanfro é uma superfície plana e angular criada pelo corte de uma aresta afiada, geralmente num ângulo de 45 graus. Nos desenhos, é normalmente definido por um tamanho e um ângulo, como 1 × 45° ou uma notação abreviada como C0.5. Os chanfros são comuns em Maquinação CNC porque são muito práticas. São frequentemente utilizadas em entradas de orifícios, extremidades de eixos e arestas externas para proporcionar uma entrada clara para a montagem, removendo eficazmente arestas afiadas e rebarbas numa única e eficiente operação.
Como escolher entre filetes e chanfros
No projeto de peças maquinadas, os filetes e os chanfros não devem ser tratados como caraterísticas intercambiáveis. A escolha correta depende da função específica da localização e das realidades do processo de fabrico.
Transições estruturais
Se um local específico servir como uma transição de suporte de carga ou estiver sujeito a tensões cíclicas, um filete é geralmente a escolha preferida. A transição curva permite que a tensão flua mais gradualmente através do material, minimizando o risco de falha localizada em comparação com a mudança geométrica abrupta de um chanfro.
Guia de montagem
Se o objetivo principal é ajudar duas peças a encaixarem-se, um chanfro é normalmente a solução mais direta. A face angular actua como um avanço, o que reduz significativamente a dificuldade de alinhamento e evita interferências durante a montagem. É por isso que os chanfros são o padrão para entradas de furos e extremidades de eixos.
Cantos internos
No mundo físico da fresagem CNC, os cantos internos devem quase sempre ser projectados com filetes. Como as fresas são circulares, forçar um canto interno perfeitamente afiado aumenta o desgaste da ferramenta e pode induzir vibrações indesejadas. A conceção de cantos internos para corresponder aos diâmetros padrão da ferramenta garante um processo de maquinação mais estável e eficiente.
Limpeza de arestas
Para arestas exteriores que não suportam cargas pesadas mas que precisam de ser manuseadas com segurança, um chanfro é uma escolha simples e eficaz. Remove rapidamente arestas afiadas e rebarbas, melhorando a segurança e o manuseamento sem a complexidade de uma transição de raio completo.
Sensação visual e tátil
Quando a aparência ou a interação com o utilizador é uma prioridade, os filetes criam geralmente uma transição visual mais suave e contínua. Os chanfros, pelo contrário, resultam em linhas mais nítidas e mecânicas. Em peças em que o tato ou a qualidade estética são importantes, a escolha entre estes dois elementos pode influenciar visivelmente a intenção final do design.
Custos de fabrico
Em produções de grande volume, os chanfros são frequentemente mais fáceis de padronizar e podem ser aplicados a várias arestas com alterações mínimas na programação. Os filetes podem por vezes ser mais caros se o raio especificado não for normalizado, obrigando a oficina a utilizar ferramentas especializadas ou não optimizadas.
Diferenças entre filetes e chanfros
Embora ambos sejam tratamentos de arestas comuns, os filetes e os chanfros diferem significativamente no seu objetivo de engenharia e implementação. A tabela seguinte resume as suas principais diferenças:
| Caraterística | Filetes | Chanfro |
| Geometria | Transição de arco arredondado | Borda plana e angular |
| Função principal | Transição estrutural e redução do stress | Quebra de arestas e orientação de montagem |
| Comportamento de stress | Superior; ideal para áreas de elevado stress | Bom; menos eficaz com cargas pesadas |
| Chamada de desenho | Valor do raio (por exemplo, R1) | Tamanho × ângulo (por exemplo, 1 × 45°) |
| Lógica de maquinagem | Dependência do raio da ferramenta | Caminho simples; altamente padronizado |
| Carácter visual | Suave e contínuo | Afiado e mecânico |
Caraterísticas estruturais e de tensão
Do ponto de vista do design, um filete proporciona uma transição contínua e curva que dispersa a tensão para longe dos cantos. Um chanfro, embora melhor do que uma aresta afiada, continua a introduzir uma quebra geométrica que é menos eficaz na redução das concentrações de tensão em aplicações sensíveis à fadiga.
Maquinação e documentação
A documentação varia consoante a caraterística: os filetes centram-se na curvatura (raio), enquanto os chanfros definem a profundidade e o ângulo do corte. No que diz respeito à produção, os filetes internos estão estritamente limitados pela geometria do cortador, enquanto os chanfros proporcionam uma maior flexibilidade e são frequentemente mais económicos para a quebra de arestas padrão em grandes séries de produção.
Aplicações e estética
Os filetes oferecem uma estética contínua e integrada, enquanto os chanfros realçam limites claros e mecânicos. A escolha entre eles requer muitas vezes um equilíbrio entre requisitos estruturais, restrições de maquinação e a linguagem de design pretendida para a peça.
Melhores práticas de design
Para otimizar o seu design para fabrico (DFM) e controlar os custos, tenha em conta estes pontos:
- Ferramentas adequadas: Alinhe os raios de filete internos com diâmetros de fresa de topo comuns para garantir uma maquinação eficiente e evitar a necessidade de ferramentas personalizadas.
- Esclarecer a intenção: Especificar claramente as dimensões dos chanfros nos desenhos para evitar ambiguidades; não confiar em notas genéricas como "remover arestas vivas".
- Normalizar caraterísticas: Minimizar a variedade de tamanhos de filetes e chanfros numa única peça. A consistência reduz as trocas de ferramentas e o tempo de configuração, levando a uma maior eficiência.
- Utilizar chamadas explícitas: Forneça sempre valores numéricos específicos. Uma documentação clara reduz a comunicação entre as partes e minimiza o risco de retrabalho.
- Evitar o excesso de complexidade: Por vezes, os tratamentos de arestas complexos têm um ótimo aspeto em CAD, mas são desnecessários na produção. Dê prioridade a caraterísticas simples e padrão sempre que estas cumpram os requisitos estruturais.
Conclusão
Os filetes e chanfros representam um equilíbrio entre a função de engenharia e a realidade de fabrico. Os filetes são excelentes no manuseamento de cargas estruturais e transições internas, desde que o design permaneça compatível com a ferramenta. Os chanfros continuam a ser a solução ideal para uma orientação de montagem eficiente e proteção de arestas externas. Para peças que requerem precisão de design e execução consistente, os Serviços de maquinagem CNC também desempenham um papel importante na transformação destes pormenores das arestas em resultados práticos de fabrico. Em última análise, o facto de uma peça ser fácil de fabricar e ter um bom desempenho depende muitas vezes da forma racional como estes pormenores são definidos.