
Os cantos internos afiados são uma caraterística comum mas difícil de produzir na maquinação CNC. Uma vez que a fresagem convencional utiliza ferramentas de corte redondas, a geometria do canto final é limitada pelo diâmetro da ferramenta, pela rigidez da ferramenta e pela acessibilidade da maquinação, o que dificulta a criação direta de um verdadeiro canto interno de raio zero.
Este artigo explica porque é que os cantos internos afiados são difíceis de maquinar, as formas mais comuns de os produzir e quais as soluções de design alternativas que podem ser utilizadas quando um canto perfeitamente afiado não é a opção mais prática.
Porque é que os cantos internos afiados são difíceis de maquinar
A principal razão pela qual os cantos internos afiados são difíceis de maquinar é que os Fresagem CNC baseia-se em fresas redondas rotativas em vez de um processo que pode gerar diretamente uma aresta interna perfeitamente quadrada. Assim que uma ferramenta redonda entra num canto interior, a geometria restante é limitada pelo raio da fresa.
Limitações da geometria da ferramenta
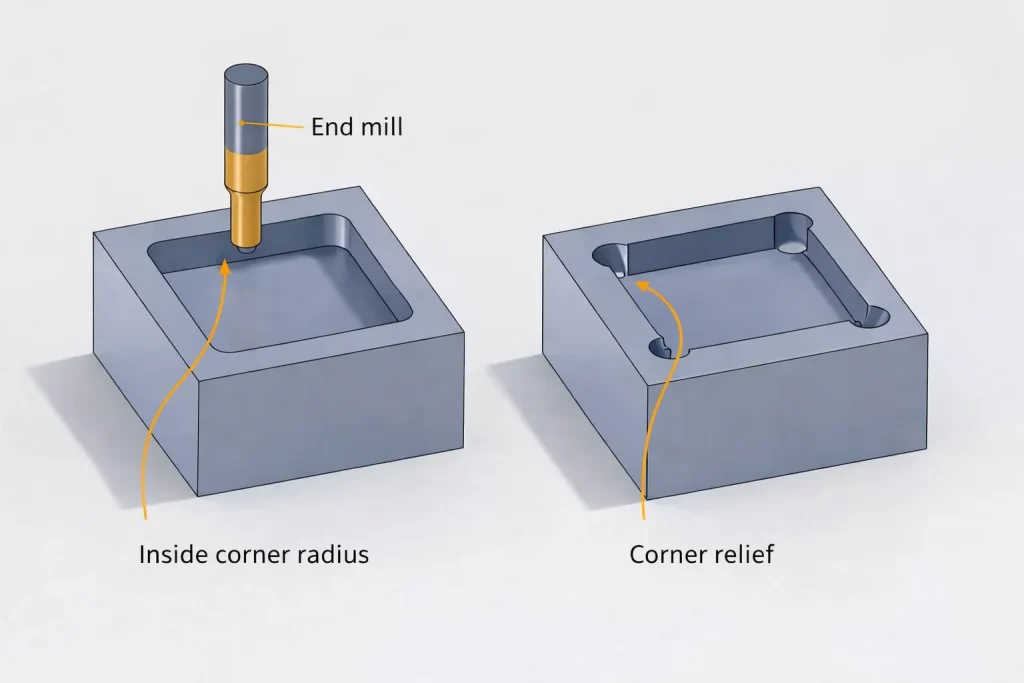
Uma fresa de topo padrão é cilíndrica. Ao maquinar uma cavidade retangular, uma ranhura quadrada ou um perfil interno, a fresa segue o caminho programado e deixa naturalmente um raio no canto. É por isso que um desenho pode mostrar um canto interno quadrado, enquanto a peça acabada ainda contém um filete interno visível. Em muitos casos, também ajuda a entender o diferença entre um filete e um chanfro antes de decidir se esse canto deve ser reduzido, aliviado ou redesenhado.
Para reduzir este raio de filete, a abordagem mais direta é utilizar uma ferramenta de corte mais pequena. Mesmo assim, a fresagem convencional geralmente torna o canto mais pequeno em vez de perfeitamente afiado.
Redução da rigidez de ferramentas de pequeno diâmetro
As ferramentas mais pequenas podem produzir raios de canto internos mais pequenos, mas também têm menor rigidez. Durante o corte, uma ferramenta pequena tem maior probabilidade de se desviar, vibrar, desgastar rapidamente ou partir, especialmente em aço inoxidável, titânio, aço endurecido e outros materiais difíceis de maquinar.
Por outras palavras, quanto mais nítido for o requisito de canto interno, mais pequena terá de ser a fresa. Quanto mais pequena for a fresa, menor será a estabilidade da maquinação e maior será o risco de corte.
Limites de maquinagem em cavidades profundas e ranhuras estreitas
Um pequeno canto interno perto de uma superfície aberta pode ainda ser manejável, mas a mesma caraterística torna-se muito mais difícil quando está localizada no fundo de uma bolsa profunda, no final de uma ranhura estreita, ou dentro de uma estrutura de parede alta. Nestes casos, a ferramenta deve ser suficientemente pequena para caber no canto e suficientemente longa para o alcançar.
As ferramentas de pequeno diâmetro com grandes saliências são ainda menos rígidas, o que aumenta o risco de vibração, deflexão, mau acabamento superficial e inconsistência dimensional. É por isso que as cavidades profundas e os cantos internos afiados são frequentemente uma combinação difícil.
Custo mais elevado e maior risco de fabrico
Do ponto de vista do fabrico, os cantos internos afiados aumentam normalmente o custo de maquinagem. Ferramentas mais pequenas requerem velocidades de corte mais lentas, cargas de corte mais leves, tempos de ciclo mais longos e maior desgaste da ferramenta. Se a peça também incluir materiais duros, caraterísticas profundas ou tolerâncias apertadas, o impacto do custo torna-se mais significativo.
Por esta razão, os cantos internos afiados não são apenas um pormenor de desenho. São frequentemente um problema de manufacturabilidade que afecta diretamente o planeamento e a cotação do processo.
Como maquinar cantos internos afiados
Na prática, a melhor forma de maquinar um canto interno afiado depende do tamanho do canto, da profundidade da cavidade, do tipo de material, dos requisitos de tolerância e do objetivo de custo de produção. Se o canto afetar diretamente o ajuste, o posicionamento ou uma interface funcional, poderá valer a pena utilizar ferramentas mais pequenas, estratégias de acabamento de cantos ou mesmo processos secundários. Se o canto não for funcionalmente crítico, no entanto, um projeto alternativo pode ser a melhor escolha.
Fresas de topo de pequeno diâmetro
Esta é a solução mais direta e mais comum. Quanto mais pequeno for o diâmetro da fresa, mais pequeno será o raio deixado no canto, o que permite que a caraterística se aproxime de um canto interno afiado.
Por exemplo, uma caixa retangular pode ser primeiro maquinada com uma fresa de topo de 6 mm ou 8 mm, deixando raios internos maiores. Uma passagem de acabamento posterior com uma fresa de 2 mm, 1 mm, ou mesmo mais pequena, pode reduzir o raio nas áreas de canto.
Esta abordagem continua a ser a fresagem CNC padrão e é adequada para muitas peças. A desvantagem é que as ferramentas mais pequenas reduzem a eficiência e a estabilidade da maquinação.
Desbaste seguido de acabamento local
Em muitos casos, é mais prático desbastar a caraterística com uma ferramenta maior e depois utilizar uma fresa mais pequena apenas onde o canto interno precisa de ser refinado. Isto separa a remoção eficiente de material da maquinação de detalhes de cantos.
A ferramenta maior remove rapidamente a maior parte do material, enquanto a ferramenta mais pequena é reservada para a área dos cantos. Para peças com vários cantos interiores pequenos, esta é frequentemente uma das soluções mais equilibradas em termos de eficiência e de pormenor alcançável.
Controlo dos parâmetros de corte
Um problema comum com cantos internos afiados não é simplesmente alcançar o canto, mas cortá-lo de forma estável. Em cavidades profundas, materiais duros ou caraterísticas de paredes altas, um cortador pequeno pode tornar-se instável se a carga de corte for demasiado elevada.
Por essa razão, a maquinação de cantos internos afiados requer frequentemente um passo de descida reduzido, um passo de avanço reduzido, cargas de corte mais leves e ajustes mais conservadores do avanço e do fuso. Estes ajustes ajudam a manter a carga da ferramenta mais estável e melhoram a precisão dos cantos e a consistência da superfície.
Otimização do percurso da ferramenta de acabamento de cantos
Na programação CAM, os cantos internos afiados raramente são melhor tratados por um único percurso de contorno geral. Uma abordagem mais comum é criar percursos de ferramentas dedicados ao acabamento de cantos ou à limpeza secundária após o ciclo de maquinagem principal.
Isto reduz a hipótese de um encaixe repentino em toda a largura, de cortes pesados repetidos no canto ou de cargas de choque localizadas. Para peças com requisitos de canto exigentes ou caraterísticas de canto internas repetidas, os percursos de ferramentas de limpeza optimizados melhoram frequentemente o resultado final.
Ferramentas de pequeno diâmetro de longo alcance
Se o canto interno estiver localizado numa ranhura profunda, numa cavidade profunda ou numa caraterística de parede alta, o diâmetro da ferramenta por si só não é suficiente. A fresa também deve ter alcance suficiente para aceder ao canto.
Isto requer frequentemente ferramentas de pescoço longo, fresas de topo de comprimento alargado ou ferramentas com geometria aliviada. Estas ferramentas resolvem o problema da acessibilidade, mas também reduzem ainda mais a rigidez. Consequentemente, são normalmente necessárias para estruturas específicas e não a opção de maquinação mais económica.
EDM
Quando o requisito de canto interno é especialmente exigente, ou quando o material da peça é duro e a caraterística é muito pequena, a fresagem convencional pode já não ser o melhor método. Nestas situações, a EDM pode ser utilizada como um processo secundário.
Uma vez que a EDM não depende de uma fresa rotativa para remover material, pode produzir detalhes internos mais nítidos nalguns materiais duros e em aplicações de caraterísticas finas. Para cantos internos muito apertados, a EDM pode ser mais controlável do que continuar a reduzir o diâmetro da fresa de topo.
No entanto, a EDM aumenta normalmente o custo e o tempo de execução, pelo que é normalmente reservada para caraterísticas funcionalmente críticas.
EDM de fio
Se a geometria da peça for adequada para elementos passantes, peças do tipo placa ou percursos de corte bidimensionais, a EDM de fio também pode ser um método eficaz para obter cantos internos mais nítidos.

Em comparação com a fresagem convencional, a EDM de fio pode criar transições muito mais nítidas em determinadas formas de contorno. É especialmente útil para perfis de corte transversal e algumas caraterísticas de encaixe de precisão, embora não seja uma solução universal para todas as cavidades tridimensionais.
Soluções alternativas quando um canto agudo não é prático
Nem todas as peças justificam a complexidade de maquinação e os custos adicionais necessários para reduzir um raio interno tanto quanto possível. Em muitos casos, a melhor solução não é forçar um canto mais agudo, mas sim modificar a geometria para que a peça continue a funcionar corretamente, mantendo-se mais fácil de fabricar.
Raio de canto interno maior
Esta é a opção mais comum e mais recomendada. Se a função o permitir, a especificação de um raio interno prático permite ao fabricante utilizar uma fresa maior, o que melhora a eficiência da maquinação, reduz o desgaste da ferramenta e melhora a consistência da produção.
Para muitas peças CNC padrão, um raio interno bem escolhido é mais realista do que um canto quadrado teoricamente perfeito.
Alívio de canto
O alívio do canto adiciona uma área de folga local no canto para que uma peça de acoplamento não interfira com o raio interno deixado pela maquinação. Embora a geometria já não seja um canto quadrado perfeito, o resultado funcional é frequentemente melhor e mais fácil de produzir.
A ideia-chave não é forçar um canto afiado perfeito, mas fazer com que a montagem deixe de depender de um.
Alívio de ossos de cão e de ossos em T
Em ranhuras rectangulares, elementos de inserção de placas e estruturas de encaixe quadradas, os relevos "dog-bone" e "T-bone" são alternativas comuns. Estas caraterísticas adicionam uma folga local para que uma peça de encaixe com arestas quadradas possa encaixar num canto interno maquinado sem que seja necessário que todo o canto interno seja perfeitamente afiado.
Embora estas formas não pareçam os cantos quadrados ideais num desenho, são frequentemente mais eficientes e mais fiáveis na produção e montagem reais.
Otimização do canto da peça de encaixe
Por vezes, a solução não precisa de ser aplicada à peça atual. Se o componente de acoplamento puder utilizar um canto chanfrado, um canto arredondado ou um relevo local, então a peça maquinada poderá não necessitar de um canto interno afiado.
Esta é frequentemente uma forma mais económica de resolver o mesmo problema de montagem e é mais consistente com as boas práticas de conceção para fabrico.
Conclusão
Os cantos internos afiados não são impossíveis de produzir na maquinagem CNC, mas são limitados pela geometria da ferramenta, pela rigidez da ferramenta e pela acessibilidade das caraterísticas. Em projectos reais, a melhor abordagem é, normalmente, determinar se o canto é verdadeiramente crítico para a função e, em seguida, escolher o método de maquinação mais adequado ou o design alternativo com base nos requisitos de material, estrutura e custo.
Para peças que requerem raios de canto internos mais pequenos, o CNC convencional pode frequentemente aproximar-se da geometria pretendida através de ferramentas mais pequenas, operações de limpeza local e percursos de ferramenta optimizados. Quando a fresagem padrão não é suficiente, a EDM, a EDM de fio ou as modificações de projeto podem proporcionar um resultado mais prático.
Capacidades de maquinação CNC da Minhe
Minhe fornece serviços personalizados de fresagem e torneamento CNC para geometrias complexas, cavidades profundas, caraterísticas de acoplamento local e peças maquinadas de alta precisão. Para peças que incluem cantos internos afiados, podemos avaliar a viabilidade da maquinação com base na geometria específica da peça e recomendar um plano de processo e uma abordagem de cotação mais adequados.
Se a sua peça incluir cantos internos afiados, cavidades complexas ou caraterísticas de acoplamento, pode enviar os seus desenhos para a equipa de engenharia da Minhe para uma análise mais aprofundada da capacidade de fabrico e apoio à cotação.


