
Quando uma peça fresada por CNC apresenta orifícios laterais, faces inclinadas, superfícies curvas ou características em vários lados, o número de eixos da máquina pode afetar tanto o acesso à maquinação como o custo total de produção. Uma peça simples pode necessitar apenas de usinagem de 3 eixos, enquanto uma peça com características rotativas ou ângulos complexos pode necessitar de usinagem de 4 ou 5 eixos. A escolha da configuração correta depende frequentemente da forma como a geometria da peça interage com os percursos da ferramenta, as configurações de fixação da peça e as tolerâncias.
Este artigo compara a maquinação em 3, 4 e 5 eixos e explica como escolher um processo prático com base na estrutura da peça, nos requisitos de tolerância, no custo e no prazo de entrega.
O que é a maquinagem em 3 eixos?
A maquinação em 3 eixos constitui a base padrão da Fresagem CNC. Nesta configuração, a ferramenta de corte desloca-se ao longo dos eixos lineares X, Y e Z, enquanto a orientação da ferramenta permanece, normalmente, fixa em relação ao fuso.

Esta configuração é frequentemente utilizada para peças prismáticas, nas quais a maioria das características pode ser alcançada a partir de uma única direção fixa da ferramenta. As características geométricas mais comuns produzidas através deste método incluem planos lisos, faces escalonadas, ranhuras retas, cavidades pouco profundas, furos e perfis externos padrão.
Vantagens da maquinagem em 3 eixos
A maquinagem em 3 eixos é prática quando a geometria da peça é simples e a maioria das características pode ser alcançada a partir de uma orientação fixa da ferramenta. A sua vantagem reside nas configurações mais simples, na programação direta e nos custos de maquinagem mais baixos para peças CNC padrão.
- Configuração simples: A fixação simples das peças e os tempos de preparação mais curtos ajudam a acelerar o início da produção.
- Características comuns das peças: Utilizado habitualmente em superfícies planas, cavidades pouco profundas, furos e furos roscados.
- Custo de maquinagem mais baixo: Taxas de usinagem mais baixas e uma programação mais simples podem reduzir os custos de usinagem de peças padrão.
- Produção estável: Um processo bem desenvolvido torna a maquinagem em 3 eixos viável para a produção em série de componentes padrão.
Limitações da maquinação em 3 eixos
As principais limitações da maquinagem em 3 eixos tornam-se evidentes quando se trabalha com componentes com várias faces ou superfícies curvas complexas. Estas limitações podem aumentar o trabalho manual e introduzir variações entre operações distintas.
- Mais alterações na disposição do espaço: As peças com várias faces exigem que sejam viradas e fixadas novamente manualmente, o que aumenta o tempo de manuseamento.
- Acesso lateral limitado: As características laterais requerem, normalmente, uma configuração adicional, ferramentas angulares ou uma estratégia de maquinagem diferente.
- Risco de erro na configuração: A rotação manual frequente das peças aumenta o risco de acumulação de erros de configuração entre as operações.
- Limites de superfícies complexas: As superfícies curvas complexas exigem percursos de ferramenta extensos, ponto a ponto, o que pode afetar os tempos de ciclo.
O que é a maquinagem de 4 eixos?
Maquinação em 4 eixos baseia-se no movimento linear padrão, adicionando um eixo rotativo, normalmente designado como eixo A (que gira em torno do eixo X) ou eixo B (que gira em torno do eixo Y). Esta configuração permite que a peça gire, possibilitando que a ferramenta aceda a várias faces numa única operação.
Este movimento adicional permite que a máquina aceda a vários lados de uma peça num único ciclo de programa. É frequentemente considerado quando os componentes requerem furos radiais, ranhuras circunferenciais, ranhuras helicoidais ou características planas distribuídas em torno de um eixo cilíndrico central ou de um corpo prismático com vários lados.
Vantagens da usinagem em 4 eixos
A maquinação em 4 eixos é útil no processamento de componentes com características distribuídas por várias faces planas ou ao longo de uma superfície cilíndrica. Oferece uma forma prática de reduzir as etapas do processo, evitando simultaneamente parte dos custos adicionais e da complexidade de programação associados à maquinação em 5 eixos.
- Menos configurações manuais: A rotação automática da peça reduz a necessidade de reajustar manualmente a fixação durante trabalhos com várias faces.
- Melhor acesso lateral: Permite o corte contínuo ou indexado ao longo do perímetro de uma peça.
- Maquinação rotativa de peças especiais: Útil para a maquinagem de furos radiais, ranhuras circulares, ranhuras para chavetas e elementos helicoidais.
- Melhorias nas relações entre funcionalidades: A maquinagem de várias faces numa única configuração ajuda a manter as tolerâncias posicionais entre os elementos.
Limitações da usinagem em 4 eixos
Embora a adição de um eixo rotativo aumente a flexibilidade, a maquinagem de 4 eixos é limitada pelo seu único plano de rotação. As peças com características complexas e multidirecionais podem ainda assim exigir operações secundárias.
- Um eixo rotativo: O movimento está limitado a um eixo rotativo, pelo que as peças com ângulos compostos podem ainda assim exigir outra configuração ou um método de maquinagem diferente.
- Ângulos compostos limitados: As aberturas fora do eixo, as faces inclinadas ou as superfícies com ângulos complexos podem exigir dispositivos de fixação especiais ou usinagem em 5 eixos.
- Autorização de jogos: As mesas rotativas e os mandris exigem um planeamento cuidadoso das folgas para evitar a interferência das ferramentas.
- Mais verificação CAM: A programação requer a coordenação dos eixos rotativos, o que aumenta a necessidade de simulação.
O que é a usinagem de 5 eixos?
Maquinação de 5 eixos utiliza três eixos lineares e dois eixos rotativos, permitindo que a ferramenta ou a peça em trabalho se aproxime da peça a partir de uma gama mais ampla de ângulos controlados.

É frequentemente utilizado para cavidades profundas, superfícies de forma livre, impulsores, moldes, estruturas aeroespaciais e peças com ângulos compostos.
Vantagens da usinagem em 5 eixos
A maquinagem em 5 eixos é útil para componentes estruturais, superfícies curvas e peças que exigem angulações complexas. Em alguns casos, a ferramenta pode ser posicionada num ângulo mais favorável, permitindo a utilização de ferramentas mais curtas e condições de corte mais estáveis em geometrias complexas.
- Maior acesso às ferramentas: Os eixos adicionais melhoram o acesso da ferramenta a faces inclinadas, recortes e superfícies complexas.
- Melhores ângulos das ferramentas: Orientar a ferramenta num ângulo mais favorável em relação ao material pode ajudar a melhorar as condições da superfície e a prolongar a vida útil da ferramenta.
- Menos configurações complexas: As peças complexas com várias faces podem exigir menos configurações, reduzindo o reposicionamento manual entre operações.
- Maquinação de superfícies complexas: O movimento simultâneo suave é frequentemente utilizado em geometrias complexas com contornos irregulares.
Limitações da usinagem em 5 eixos
A maquinação em 5 eixos implica custos adicionais, mais trabalho de programação e requisitos de verificação, pelo que deve ser aplicada apenas nos casos em que a geometria da peça o justifique. Os elevados custos do equipamento e a complexidade da programação significam que deve ser aplicada de forma seletiva.
- Custo mais elevado da máquina: Um maior investimento em equipamento traduz-se num custo operacional mais elevado.
- Programação complexa: Exige software CAM avançado, pós-processadores precisos e protocolos de simulação rigorosos.
- Mais verificações de colisão: A proximidade entre os eixos móveis, os dispositivos de fixação e o fuso exige uma verificação cuidadosa de colisões.
- Nem sempre é económico: A maquinagem em 5 eixos nem sempre é económica para placas simples, orifícios padrão, ranhuras ou peças de baixa complexidade.
Quais são as diferenças entre a maquinagem de 3 eixos, de 4 eixos e de 5 eixos?
Três métodos de maquinagem diferem entre si por mais do que apenas o número de eixos. Estes métodos influenciam a forma como a ferramenta acede à peça, o número de configurações necessárias, o grau de complexidade das peças que podem ser trabalhadas e a forma como a programação e o custo total variam. A seguir, apresenta-se uma comparação baseada em critérios reais de decisão relativos à maquinagem.
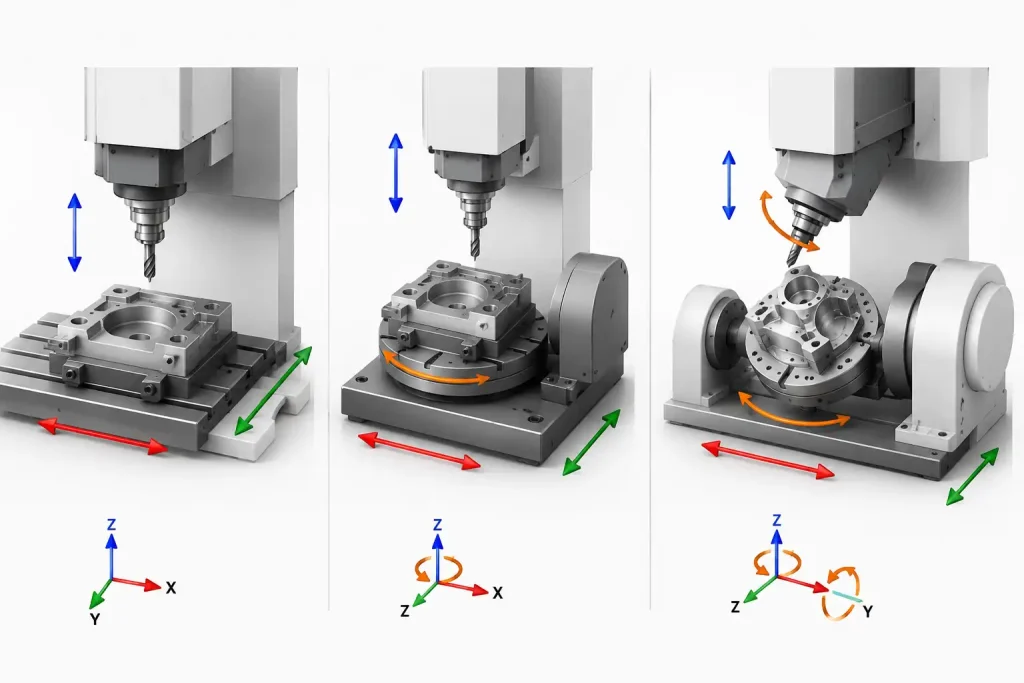
Movimento do eixo
A usinagem de 3 eixos utiliza movimentos lineares nos eixos X, Y e Z, enquanto a orientação da ferramenta permanece normalmente fixa. A usinagem de 4 eixos acrescenta um eixo rotativo, permitindo que a peça seja indexada ou rodada em torno de uma única linha central. A maquinação de 5 eixos acrescenta dois eixos rotativos, o que proporciona à ferramenta ou à peça um movimento angular mais controlado durante a maquinação. Esta diferença afeta mais do que apenas o movimento da máquina, alterando a forma como a peça é posicionada, como a ferramenta se aproxima do material e como a estratégia de maquinação é planeada.
Acesso às ferramentas
Se as características forem acessíveis a partir de uma direção fixa da ferramenta, a maquinação de 3 eixos é normalmente suficiente. Se as características estiverem localizadas na lateral ou ao longo da circunferência, a maquinação de 4 eixos oferece uma vantagem clara. Se as características envolverem ângulos compostos, cavidades profundas ou superfícies de forma livre, vale a pena considerar a maquinação de 5 eixos.
Configurações
A maquinagem em 3 eixos pode exigir a viragem e a nova fixação de peças com várias faces, o que implica uma preparação adicional da fixação da peça e um maior tempo de mão-de-obra. A maquinação em 4 eixos pode reduzir a necessidade de recolocação manual na fixação, rodando a peça para expor automaticamente diferentes lados ao fuso. A maquinação em 5 eixos pode reduzir ainda mais as configurações para peças complexas, permitindo frequentemente uma maquinação completa de várias faces com menos configurações, embora isso não signifique que todas as peças justifiquem um fluxo de trabalho em 5 eixos.
Complexidade da peça
O processamento em 3 eixos é adequado para peças prismáticas simples, placas planas e componentes com características numa única face. A usinagem de 4 eixos é adequada para características multifacetadas ou rotativas, tais como eixos, mangas, ranhuras circulares, furos radiais e caixas multifacetadas. A usinagem de 5 eixos é adequada para características angulares complexas, superfícies de forma livre, cavidades profundas e impulsores que requerem um posicionamento contínuo e coordenado da ferramenta.
Precisão
Um maior número de eixos não significa, automaticamente, maior precisão. A verdadeira precisão dos componentes depende do estado da máquina, da rigidez do dispositivo de fixação, da estratégia do percurso da ferramenta, das ferramentas de corte, da estabilidade do material e dos requisitos de inspeção. No entanto, as máquinas multieixos podem reduzir o erro de configuração acumulado, ao realizarem várias operações em diferentes faces sem necessidade de reposicionamento manual.
Programação
A programação CAM de 3 eixos é normalmente mais simples e requer uma simulação mínima, uma vez que a orientação da ferramenta não se altera. A programação de 4 eixos exige que se tenham em conta o eixo rotativo e o dispositivo de fixação, para garantir uma rotação suave ao longo de um único plano. A programação de 5 eixos requer uma programação CAM mais detalhada, pós-processamento específico, simulação da máquina e uma verificação cuidadosa de colisões, para acompanhar os movimentos complexos.
Custo
A maquinação em 3 eixos tem, normalmente, custos de máquina e de programação mais baixos, o que a torna uma opção comum e mais económica para geometrias básicas. A maquinação em 4 eixos pode custar mais do que a de 3 eixos, mas permite reduzir o tempo de configuração para peças com várias faces. A maquinação em 5 eixos tem custos mais elevados devido aos preços das máquinas e à preparação de engenharia, mas pode reduzir o trabalho com dispositivos de fixação, o tempo de configuração manual ou o número total de operações para peças complexas.
Aplicações
3 eixos: placas, suportes, ranhuras, orifícios, cavidades rasas, peças prismáticas padrão.
4 eixos: eixos, mangas, furos radiais, ranhuras para chavetas, ranhuras circulares, corpos de válvulas, coletores, caixas com várias faces.
5 eixos: impulsores, pás de turbina, moldes, estruturas aeroespaciais, implantes médicos, cavidades profundas e superfícies complexas de forma livre.
Como escolher entre a usinagem de 3 eixos, 4 eixos e 5 eixos
A escolha da configuração dos eixos da máquina deve partir sempre do desenho da peça e dos requisitos de processamento, em vez de se optar automaticamente por um número maior de eixos. A estrutura da peça, o número de faces maquinadas, as características laterais, as relações de tolerância, a complexidade da superfície e o custo total influenciam, todos eles, o percurso final do processo.
Estrutura da peça
Comece por verificar se a peça é um componente prismático simples, um componente poligonal ou uma peça complexa de forma livre. Superfícies planas, furos padrão, ranhuras e cavidades simples são frequentemente adequadas para a maquinagem de 3 eixos. As peças com furos radiais, ranhuras circulares, ranhuras de chaveta ou características helicoidais devem ser avaliadas com vista à maquinagem de 4 eixos. Cavidades profundas, ângulos compostos e superfícies de forma livre podem requerer maquinagem de 5 eixos.
Faces maquinadas
Uma peça com uma única face principal que contenha características é frequentemente adequada para a maquinagem em 3 eixos. Se as características estiverem distribuídas por várias faces laterais situadas em torno de uma linha central comum, a maquinação de 4 eixos pode proporcionar acesso sem a necessidade de configurações separadas. Quando uma peça tem várias faces orientadas em ângulos compostos ou não padronizados, a maquinação de 5 eixos é frequentemente considerada para alcançar essas superfícies.
Características adicionais
Quando um projeto requer furos transversais, ranhuras radiais, ranhuras de chaveta, orifícios laterais ou ranhuras circunferenciais num perfil arredondado ou multifacetado, estas características tornam frequentemente a usinagem de 4 eixos uma opção a considerar. Isto permite que a ferramenta mantenha uma aproximação adequada à linha central à medida que a peça é indexada, evitando a necessidade de construir dispositivos de fixação em cunha angulares ou de realizar múltiplas configurações manuais numa máquina de 3 eixos.
Superfícies complexas
No caso de perfis de forma livre, curvas contínuas ou cavidades profundas com espaços livres estreitos, Maquinação de 5 eixos é frequentemente avaliada. A capacidade de ajustar continuamente a inclinação da ferramenta permite que uma fresa de ponta esférica curta siga geometrias complexas de forma suave, evitando a deflexão da ferramenta e a vibração, ao mesmo tempo que ajuda a obter um acabamento superficial controlado que pode ser difícil ou ineficiente em máquinas com menos eixos.
Tolerâncias
Se existirem relações posicionais estreitas entre diferentes faces, torna-se fundamental minimizar as configurações repetidas. A maquinagem de 4 ou 5 eixos pode ajudar a reduzir os erros de configuração acumulados, embora a precisão final continue a depender do estado da máquina, dos dispositivos de fixação, das ferramentas e dos métodos de inspeção.
Custo e prazo de execução
Determinar o percurso de processo adequado implica encontrar um equilíbrio entre a tarifa horária da máquina e o custo total de produção. No caso de peças simples, a maquinação de 3 ou 4 eixos pode continuar a ser mais prática, uma vez que a taxa horária mais elevada de uma máquina de 5 eixos pode não se justificar. Por outro lado, no caso de componentes complexos produzidos em pequenas quantidades, a maquinação de 5 eixos pode reduzir a necessidade de dispositivos de fixação especializados, combinar várias operações e encurtar o prazo de entrega.
Conclusão
A maquinagem de 3, 4 e 5 eixos não se resume a simples níveis de capacidade superior ou inferior. A maquinação de 3 eixos é frequentemente adequada para características padrão de um único lado e peças prismáticas básicas. A maquinação de 4 eixos é normalmente considerada para furos laterais, ranhuras circunferenciais e trabalhos de indexação em vários lados, enquanto a maquinação de 5 eixos é frequentemente utilizada para ângulos compostos, cavidades profundas e superfícies complexas de forma livre. A escolha final deve basear-se na geometria da peça, na estratégia de fixação da peça, nos requisitos de tolerância, no tamanho do lote, no prazo de entrega e no custo total de maquinagem.


