

Na produção de peças CNC, muitos componentes metálicos não são maquinados diretamente a partir da matéria-prima para atingirem as suas dimensões finais. Em vez disso, passam frequentemente por fases iniciais de desbaste e semi-acabamento, enquanto o material se encontra num estado mais facilmente usinável. Este guia explica como funciona a usinagem a frio, quais os métodos e ferramentas mais utilizados, a que tipos de peças se adequa e como se relaciona com o tratamento térmico e a usinagem a quente posteriores.
O que é a usinagem suave?
A usinagem suave refere-se a uma Maquinação CNC fase realizada antes de a peça atingir a sua dureza final. É frequentemente utilizada para o desbaste, o semi-acabamento e o estabelecimento da geometria básica da peça antes do tratamento térmico.
Este processo não se resume apenas à maquinagem de materiais macios. É frequentemente utilizado em aço, aço para ferramentas, aço-liga, aço para rolamentos, aço para moldes e outros metais que possam vir a ser endurecidos, retificados ou acabados posteriormente. A maquinagem suave deixa a margem de maquinagem necessária para o tratamento térmico, a maquinagem dura, a retificação ou a inspeção posteriores.
Como funciona a usinagem suave?
A usinagem suave segue normalmente um fluxo de processo estruturado, com base no estado do material, na geometria da peça e nos requisitos de tratamento térmico a seguir.
Preparação do material
A usinagem de materiais macios começa normalmente com matéria-prima, peças forjadas, peças fundidas ou peças com formato quase final. O material pode ser recozido, normalizado ou pré-endurecido, dependendo do tipo de material e dos requisitos de desempenho finais.
Fundação da Datum
É frequentemente importante estabelecer pontos de referência estáveis durante a maquinação de materiais macios. Estes pontos de referência servem de base para as etapas posteriores de desbaste, semi-acabamento, inspeção pós-tratamento térmico e acabamento final.
Desbaste
A desbaste remove a maior parte do excesso de material e cria a forma exterior aproximada, degraus, planos, orifícios ou cavidades. Esta fase centra-se nas taxas de remoção de material e na estabilidade do processo.
Semi-acabamento
O semi-acabamento aproxima a peça da geometria final e prepara as características não críticas. Os orifícios críticos, as superfícies de vedação, os assentos dos rolamentos e as faces de referência são normalmente deixados com uma margem de tolerância para o acabamento posterior.
Controlo de subsídios
O controlo das tolerâncias é um dos pontos-chave na usinagem de material macio. O tratamento térmico pode provocar alterações dimensionais ou deformações, pelo que a usinagem de material macio deve deixar uma margem de material adequada para a posterior usinagem de material duro, retificação ou acabamento.
Tratamento térmico e acabamento
Após a usinagem em material macio, a peça pode passar por têmpera, revenimento, tratamento de superfície, usinagem em material duro, retificação ou inspeção final. A usinagem em material macio proporciona a base geométrica para estas operações posteriores.
Métodos comuns de usinagem de materiais macios
Os métodos de usinagem suave são selecionados com base nas propriedades mecânicas específicas do material, tais como a ductilidade ou a dureza, e na necessidade de obter a geometria básica, mantendo simultaneamente a estabilidade dimensional. O foco nestes métodos é controlar as condições de corte — tais como o afiamento da ferramenta, as forças de corte e a gestão térmica — para evitar deformações, rebarbas e danos na superfície em materiais que possam ser propensos a distorção ou que requeiram um acabamento posterior de alta precisão.
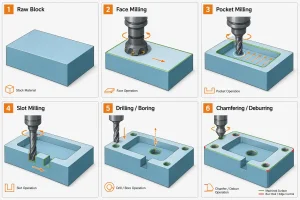
Fresagem CNC
Fresagem CNC é utilizado para placas, suportes, caixas, cavidades, ranhuras, contornos e formas prismáticas complexas. Na usinagem de materiais macios, o sucesso depende frequentemente da utilização de ferramentas afiadas e de alto desempenho, bem como de uma fixação estável da peça, para minimizar a vibração e a deformação do material. O controlo adequado da profundidade de corte e das velocidades de avanço ajuda a evitar a quebra das arestas, a formação de rebarbas e a distorção induzida pelo calor, especialmente em materiais com menor rigidez.
Torneamento CNC
Torneamento CNC é normalmente aplicada a eixos, mangas, buchas, pinos, acessórios e outros componentes rotativos. Ao maquinar metais mais macios, plásticos ou peças de parede fina, os parâmetros de torneamento são normalmente otimizados para reduzir a pressão de corte e o atrito. Esta abordagem ajuda a prevenir problemas comuns na maquinação de materiais macios, tais como danos na superfície, deformação por compressão e a formação de rebarbas fibrosas que podem complicar o acabamento ou a montagem subsequentes.
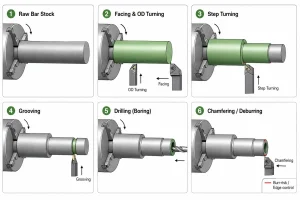
Perfuração e sondagem
Perfuração e aborrecimento são essenciais para criar ou aperfeiçoar características internas, tais como furos-guia ou assentos de rolamentos. Na usinagem de materiais macios, a qualidade dos furos depende frequentemente da manutenção do fio da ferramenta e de uma evacuação eficiente das limalhas, para evitar furos rasgados ou com dimensões excessivas, especialmente em materiais como ligas de cobre ou plásticos. O controlo cuidadoso das velocidades de avanço e a utilização de um suporte adequado durante o processo de perfuração ajudam a garantir a precisão e a evitar a ruptura nas superfícies de saída.
Rosqueamento e fresagem de roscas
A rosqueação e a fresagem de roscas são utilizadas para produzir roscas internas ou externas num componente. Uma vez que os materiais mais macios ou mais dúcteis são propensos a rasgar as roscas, a deformação ou a formação excessiva de rebarbas, é fundamental selecionar a geometria correta da ferramenta e a lubrificação adequada. Controlar as velocidades de corte e garantir uma remoção eficaz das limalhas pode ajudar a produzir roscas mais limpas e precisas que cumprem os requisitos de montagem sem danificar as características do material circundante.
Desbaste e preparação das arestas
As operações de retificação grossa, chanfragem e rebarbação são utilizadas para refinar superfícies, arestas e zonas de transição durante a fase de usinagem suave. Estas etapas são fundamentais para remover rebarbas, suavizar arestas vivas e melhorar o estado geral da superfície para posterior montagem ou tratamentos de superfície, como a anodização. A execução destas operações com pressão e velocidade controladas garante que as características refinadas da peça permaneçam intactas, ao mesmo tempo que a prepara para a sua utilização ou fase final.
Materiais comuns para a usinagem de materiais macios
A seleção de materiais para a usinagem de materiais macios depende normalmente da dureza, da resistência ao corte, da sensibilidade térmica e dos requisitos de processamento posteriores. Na fabricação CNC, a usinagem de materiais macios não é utilizada apenas para o desbaste de peças metálicas antes do tratamento térmico, mas também é amplamente aplicada a materiais não metálicos e não ferrosos para estabelecer a geometria básica antes do acabamento final.
Plásticos de engenharia
Materiais como POM, nylon, PTFE, PEEK e ABS são frequentemente utilizados na fabricação de protótipos, isoladores, buchas e caixas leves. Durante a maquinação de materiais macios, o objetivo principal é otimizar os parâmetros de corte para controlar a distorção de fixação, a acumulação de calor, a formação de rebarbas e a estabilidade dimensional, evitando assim desvios de precisão causados pela expansão térmica ou pela libertação de tensões.
Materiais compósitos
Os materiais reforçados com fibra de vidro, os materiais reforçados com fibra de carbono, o FR4 e o G10 são frequentemente utilizados em painéis estruturais, acessórios e componentes leves. O foco aqui está no controlo da delaminação, da fragmentação das fibras nas bordas, da geração de pó e do desgaste das ferramentas. Este processo requer frequentemente estratégias de corte especializadas e ferramentas resistentes ao desgaste para manter a integridade estrutural do material.
Metais não ferrosos
As ligas de alumínio, as ligas de cobre e outros metais semelhantes apresentam uma resistência ao corte relativamente baixa, o que as torna altamente eficientes para a maquinação de materiais macios. No caso de suportes, caixas e placas de montagem de alumínio, o objetivo é remover rapidamente o material em excesso e formar características básicas, como orifícios e ranhuras. Para conectores de liga de cobre e buchas de precisão, o foco passa a ser a manutenção do fio da ferramenta para minimizar rebarbas e o controlo preciso da pressão de fixação para evitar a deformação da peça.
Quais são as ferramentas comuns para o trabalho de metais macios?
A seleção de ferramentas centra-se na maximização da eficiência e na gestão da vida útil das ferramentas durante as fases iniciais da produção.
-
Ferramentas de fresagem: As fresas de ponta, as fresas de face e as fresas de desbaste são as ferramentas padrão. As fresas de ponta são utilizadas para cavidades e contornos, as fresas de face criam superfícies de referência planas e as fresas de desbaste removem com eficiência grandes volumes de material.
-
Ferramentas de torneamento: Estas incluem pastilhas de torneamento, ferramentas de ranhura, ferramentas de corte e ferramentas de rosqueamento. As pastilhas de torneamento são utilizadas para trabalhar diâmetros e ressaltos, enquanto as ferramentas de ranhura servem para preparar ranhuras de alívio ou ranhuras para anéis de retenção.
-
Ferramentas para fazer furos: As brocas criam furos piloto, as barras de perfuração aperfeiçoam a posição dos furos e os alargadores são utilizados quando é necessária uma maior qualidade da superfície.
-
Ferramentas de rosqueamento: Os machos e as fresas de rosca são utilizados para a rosca interna e externa. A decisão de roscar antes do tratamento térmico depende da suscetibilidade do material à deformação e dos requisitos de precisão da rosca.
-
Ferramentas auxiliares: As ferramentas de chanfradura, as ferramentas de rebarbação e os discos de esmerilagem de desbaste ajudam a preparar as arestas e as superfícies, garantindo que a peça fica em boas condições para o tratamento térmico.
Exemplos de usinagem suave na produção de peças CNC
Os exemplos seguintes mostram peças típicas em que se recorre à maquinação suave para preparar a geometria básica antes do tratamento térmico, da maquinação pesada ou do acabamento final. O objetivo é criar formas básicas, posições de orifícios, degraus e estruturas de montagem enquanto o material se encontra num estado mais facilmente maquinável.
-
Fresagem de suportes de alumínio: Fresagem de superfícies de montagem, cavidades para redução de peso, orifícios para parafusos e contornos externos a partir de chapas ou blocos de alumínio, para formar a estrutura básica de suportes ou conectores leves.
-
Torneamento de eixos escalonados em aço: Torneamento de barras de aço antes do tratamento térmico para realizar a pré-usinagem do diâmetro exterior, das faces das extremidades, dos degraus, das ranhuras de alívio e dos assentos dos rolamentos, definindo a forma básica de eixos de transmissão, eixos de fixação ou pinos.
-
Desbaste de insertos para moldes: Fresagem de blocos de aço para moldes para obter as faces de referência, os contornos das cavidades, os assentos das pastilhas e os orifícios de montagem, garantindo que a pastilha do molde tenha a sua estrutura principal antes do tratamento térmico.
-
Pré-usinagem de peças em bruto para engrenagens: Torneamento e mandrilamento de peças brutas redondas de aço para obter faces finais, diâmetros exteriores, furos centrais e superfícies de referência, preparando a peça para o posterior fresamento por rolos, tratamento térmico ou acabamento dos dentes.
-
Maquinação de mangas e buchas: Torneamento e mandrilagem de materiais de aço ou ligas para formar furos internos, diâmetros externos, faces finais, chanfros e ranhuras de lubrificação, criando as características básicas necessárias para o posterior acabamento das superfícies de encaixe ou para o tratamento de resistência ao desgaste.
Aplicações da usinagem suave

A usinagem suave é frequentemente utilizada na produção de peças CNC que requerem baixas forças de corte, fixação estável, controlo de rebarbas, modelagem inicial ou acabamento de precisão subsequente. É adequada para uma vasta gama de materiais — incluindo plásticos de engenharia, compósitos e metais não ferrosos —, bem como para peças metálicas que requerem tratamento térmico ou ajustes finais de precisão, equilibrando eficazmente a eficiência da produção com a qualidade das peças.
-
Automóvel: Utilizada habitualmente em eixos de transmissão, peças em bruto para engrenagens, mangas, buchas, cubos, suportes e componentes relacionados com rolamentos. A maquinação de material macio é normalmente utilizada para definir a geometria básica, as posições dos furos, os degraus ou as estruturas de encaixe antes de a peça passar ao tratamento térmico, ao retificado ou à inspeção final.
-
Aeroespacial: Inclui suportes em liga de alumínio, placas de montagem leves, conectores estruturais, painéis compostos e componentes de fixação. O foco da maquinação reside geralmente no controlo das forças de corte, para evitar deformações em peças de paredes finas, garantindo simultaneamente uma elevada qualidade nas arestas e orifícios críticos.
-
Eletrónica e Eletricidade: Envolve a conceção de isoladores de plástico, placas FR4/G10, conectores de liga de cobre, terminais de latão, estruturas de dissipadores de calor e pequenas caixas de precisão. A prioridade do processo reside na minimização de rebarbas, na qualidade dos orifícios, no acabamento da superfície e na estabilidade dimensional.
-
Dispositivos médicos: Frequentemente utilizado para protótipos, componentes de fixação cirúrgica, mangas, conectores, suportes leves e diversas peças metálicas de precisão. Os processos de maquinagem de materiais macios privilegiam a fixação estável da peça, o acabamento superficial e a manutenção de margens adequadas para as etapas finais de acabamento.
-
Ferramentas e moldes: Amplamente utilizado na criação de insertos de moldes, placas, blocos de matrizes, punções, blocos de montagem, calhas de guia e suportes mecânicos. A maquinação a frio permite o desbaste dos contornos das cavidades, das faces de referência, dos orifícios de montagem e das estruturas principais, reduzindo significativamente a dificuldade dos ajustes finais quando o material se encontra num estado de elevada dureza.
-
Produtos de consumo: Inclui caixas em ABS, POM, nylon, PEEK, alumínio e cobre, protótipos funcionais, acessórios personalizados, buchas e componentes em pequenas séries. A maquinação de materiais macios permite definir de forma rápida e económica a geometria de base de uma peça antes dos tratamentos de superfície finais, dos testes de montagem ou do aperfeiçoamento dimensional.
Vantagens da usinagem suave
A usinagem suave oferece várias vantagens de processo que ajudam a otimizar os fluxos de produção:
-
Eficiência na remoção de material: A usinagem antes do endurecimento final é geralmente mais adequada para a remoção de grandes quantidades de material.
-
Controlo da carga de corte: As forças de corte são frequentemente mais fáceis de controlar quando o material se encontra num estado mais fácil de maquinar.
-
Gestão da vida útil das ferramentas: O desgaste das ferramentas é frequentemente mais fácil de controlar antes do tratamento térmico, especialmente no caso de muitas peças de aço.
-
Preparação de orifícios e roscas: Os orifícios, ranhuras e roscas são frequentemente mais fáceis de preparar antes de o material atingir uma dureza mais elevada.
-
Margem de acabamento: A usinagem suave ajuda a preservar o material para uma posterior usinagem de dureza, retificação ou acabamento de precisão.
-
Flexibilidade do processo: Permite aos engenheiros planear o tratamento térmico, a inspeção e a maquinação final como um fluxo de processos interligado.
Desvantagens da usinagem suave
A usinagem de materiais macios envolve limitações inerentes que devem ser tidas em conta durante a fase de conceção e fabrico.
-
Incerteza dimensional final: O tratamento térmico pode alterar o tamanho ou a forma, pelo que a usinagem a frio normalmente não permite determinar todas as dimensões finais.
-
Requisito de subsídio: É necessário deixar material extra para correção posterior, o que afeta o planeamento de stock e o tempo de usinagem posterior.
-
Percurso do processo mais extenso: O tratamento térmico, a usinagem de materiais duros, o retificado e a inspeção podem prolongar o ciclo total de fabrico.
-
Acabamento pós-tratamento: As superfícies críticas requerem frequentemente ainda usinagem pesada, retificação ou acabamento de precisão após o tratamento térmico.
-
Risco de distorção: As paredes finas, as peças compridas ou as secções irregulares podem deformar-se durante o tratamento térmico.
-
Dificuldade no planeamento do processo: O processo requer coordenação entre as etapas de maquinagem, tratamento térmico, inspeção e acabamento final.
Desafios comuns e dicas de otimização na usinagem suave
A maquinação em bruto é útil para a remoção inicial de material, mas é normalmente seguida de tratamento térmico, maquinação de acabamento, retificação e inspeção. Por este motivo, a qualidade final da peça depende não só da própria maquinação em bruto, mas também do controlo das tolerâncias, do risco de deformação, da estratégia de referência e da coordenação dos processos subsequentes.
Deformação por tratamento térmico
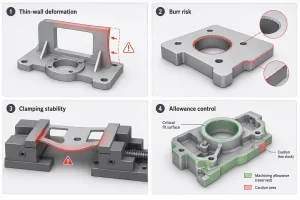
O tratamento térmico pode provocar alterações dimensionais, empenamento ou distorção local, especialmente em peças de paredes finas, eixos longos, ranhuras profundas e secções transversais irregulares. Quando a distorção afeta a posição dos orifícios, os assentos dos rolamentos, as superfícies de vedação ou as faces de referência, o acabamento posterior torna-se mais difícil.
Durante a usinagem preliminar, deve-se deixar uma margem de usinagem suficiente e identificável, e as geometrias de alto risco devem ser identificadas atempadamente. As superfícies críticas não são normalmente usinadas diretamente até à dimensão final nesta fase; são frequentemente acabadas após o tratamento térmico.
Margem de usinagem
Se a margem for demasiado pequena, poderá não sobrar material suficiente para corrigir as alterações dimensionais após o tratamento térmico. Se a margem for demasiado grande, a usinagem ou retificação posterior em material endurecido demorará mais tempo e aumentará o desgaste das ferramentas.
A margem deve ser planeada de acordo com o material, o método de tratamento térmico, as dimensões da peça e os requisitos de tolerância finais. Nos assentos de rolamentos, furos de precisão, superfícies de vedação e outras áreas críticas, pode ser utilizada uma margem local controlada, em vez de se aplicar a mesma margem a todas as superfícies.
Paredes finas e peças longas
As peças de paredes finas e os eixos longos têm maior tendência a deformar-se durante a fixação, o corte e o tratamento térmico. Se for removido demasiado material de uma só vez durante a usinagem a frio, a peça pode entortar, vibrar ou apresentar espessuras de parede irregulares.
Estas peças são normalmente mais bem trabalhadas através de uma usinagem por etapas e de uma fixação estável. A remoção equilibrada de material, a redução das cargas de corte locais e a inspeção intermédia também podem ajudar a controlar o risco de deformação.
Gestão de superfícies críticas
Os assentos dos rolamentos, as superfícies de vedação, os furos de precisão, as faces de referência e as superfícies de deslizamento afetam diretamente a precisão da montagem, rotação, vedação ou posicionamento. Se estas superfícies forem acabadas demasiado cedo, um tratamento térmico posterior ou uma nova fixação podem alterar as suas dimensões ou posição.
Uma abordagem mais segura consiste em criar a forma básica e o produto semiacabado durante a usinagem a frio. Após o tratamento térmico, a usinagem final pode ser concluída de acordo com os requisitos de tolerância, circularidade, planicidade ou rugosidade da superfície.
Planeamento do percurso do processo
A usinagem de materiais macios não é uma operação isolada. Deve ser planeada em conjunto com o tratamento térmico, a usinagem de materiais duros, o retificado e a inspeção. Se a seleção do ponto de referência, a estratégia de margem de tolerância ou os pontos de inspeção não forem planeados antecipadamente, as operações posteriores poderão exigir repetidas configurações, correções adicionais ou retrabalho.
Antes do início da produção, devem ser confirmados a sequência de usinagem, os pontos de referência, os requisitos de tratamento térmico e a margem de acabamento. Desta forma, a usinagem preliminar não se limita a remover material em excesso, mas contribui para a qualidade final da peça.
Usinagem suave vs. Usinagem pesada
As principais diferenças entre estes processos residem no estado do material, na fase do processo e no objetivo da fabricação. A usinagem a frio ocorre normalmente antes do endurecimento final, enquanto a usinagem a quente ocorre normalmente após o tratamento térmico ou depois de o material atingir uma dureza mais elevada.
Em muitos processos de produção CNC, estes dois processos não são alternativos, mas sim complementares. A maquinação suave é responsável pela remoção inicial de material e pela conformação básica, enquanto a maquinação dura ou o retificado se encarregam das dimensões finais, das superfícies-chave e do controlo da precisão.
| Aspeto | Usinagem suave | Usinagem pesada |
| Estado do material | Antes do endurecimento final | Após o tratamento térmico |
| Objetivo principal | Retirada de material, geometria básica | Dimensões finais, precisão |
| Fase típica | Percurso inicial ou intermédio | Etapa posterior do processo |
| Operações comuns | Desbaste, perfuração, torneamento | Torneamento duro, retificação |
| Foco do planeamento | Tolerância, preparação para tratamento térmico | Tolerância, acabamento da superfície |
Se uma peça exigir tanto uma dureza final como um controlo dimensional rigoroso, a usinagem a frio, o tratamento térmico, a usinagem a quente e o retificado devem ser planeados como um único fluxo de processo integrado.
Conclusão
A usinagem suave é um processo CNC padrão utilizado nas fases iniciais para a remoção de material, conformação básica e preparação antes do tratamento térmico ou do acabamento. Melhora a eficiência nas fases iniciais e cria as condições necessárias para operações subsequentes de alta precisão.
O sucesso da usinagem suave depende do estado do material, do planeamento das sobremedidas, dos padrões de deformação do tratamento térmico e dos requisitos de tolerância finais. Pode partilhar os seus desenhos com a equipa de engenharia da Minhe para uma análise de viabilidade de fabrico e um orçamento.


