

Bei der CNC-Teilefertigung werden viele Metallkomponenten nicht direkt aus dem Rohmaterial auf ihre Endmaße bearbeitet. Stattdessen durchlaufen sie oft erste Schrupp- und Vorschlichtphasen, solange sich das Material in einem leichter bearbeitbaren Zustand befindet. Dieser Leitfaden erklärt, wie die Weichbearbeitung funktioniert, welche Methoden und Werkzeuge üblicherweise verwendet werden, für welche Bauteiltypen sie geeignet ist und wie sie mit der anschließenden Wärmebehandlung und der Hartbearbeitung zusammenhängt.
Was ist Soft Machining?
Unter „sanfter Bearbeitung“ versteht man eine CNC-Bearbeitung Eine Bearbeitungsstufe, die durchgeführt wird, bevor ein Werkstück seine endgültige Härte erreicht. Sie wird häufig zum Schruppen, Vorschlichten und zur Festlegung der grundlegenden Werkstückgeometrie vor der Wärmebehandlung eingesetzt.
Bei diesem Verfahren geht es nicht nur um die Bearbeitung weicher Werkstoffe. Es wird häufig für Stahl, Werkzeugstahl, legierten Stahl, Lagerstahl, Formstahl und andere Metalle eingesetzt, die später gehärtet, geschliffen oder nachbearbeitet werden sollen. Bei der weichen Bearbeitung wird das erforderliche Bearbeitungsaufmaß für die spätere Wärmebehandlung, Hartbearbeitung, das Schleifen oder die Prüfung belassen.
Wie funktioniert die weiche Bearbeitung?
Die Weichbearbeitung folgt in der Regel einem strukturierten Prozessablauf, der sich nach dem Materialzustand, der Bauteilgeometrie und den Anforderungen an die anschließende Wärmebehandlung richtet.
Materialvorbereitung
Die Weichbearbeitung beginnt in der Regel mit Rohlingen, geschmiedeten Rohlingen, Gussrohlingen oder fast fertig geformten Rohlingen. Je nach Werkstoffsorte und den Anforderungen an die endgültige Leistungsfähigkeit kann das Material geglüht, normalisiert oder vorgehärtet sein.
Gründungsdatum
Bei der Zerspanung weicher Werkstoffe ist es oft wichtig, stabile Bezugspunkte festzulegen. Diese Bezugspunkte dienen als Grundlage für die anschließenden Arbeitsschritte wie Schruppen, Vorschlichten, die Prüfung nach der Wärmebehandlung und das Endschlichten.
Aufrauen
Beim Schruppen wird der größte Teil des überschüssigen Materials abgetragen und die grobe Außenform, Stufen, Flächen, Bohrungen oder Hohlräume geschaffen. In dieser Phase stehen die Zerspanungsleistung und die Prozessstabilität im Vordergrund.
Semi-Finishing
Durch die Vorbearbeitung wird das Werkstück der endgültigen Geometrie angenähert und nicht kritische Merkmale werden vorbereitet. Kritische Bohrungen, Dichtflächen, Lagersitze und Bezugsebenen werden in der Regel mit einem Aufmaß belassen, um sie später fertigbearbeiten zu können.
Zulagensteuerung
Die Einhaltesteuerung ist einer der wichtigsten Aspekte bei der Weichbearbeitung. Da es bei der Wärmebehandlung zu Maßänderungen oder Verformungen kommen kann, sollte bei der Weichbearbeitung ausreichend Material für die spätere Hartbearbeitung, das Schleifen oder die Endbearbeitung verbleiben.
Wärmebehandlung und Endbearbeitung
Nach der Weichbearbeitung kann das Bauteil einem Härtungs- und Anlassvorgang, einer Oberflächenbehandlung, einer Hartbearbeitung, einem Schleifvorgang oder einer Endkontrolle unterzogen werden. Die Weichbearbeitung bildet die geometrische Grundlage für diese nachfolgenden Arbeitsschritte.
Gängige Verfahren der weichen Bearbeitung
Die Wahl der sanften Bearbeitungsverfahren richtet sich nach den mechanischen Eigenschaften des jeweiligen Werkstoffs, wie z. B. Duktilität oder Härte, sowie nach der Notwendigkeit, die Grundgeometrie zu erzielen und gleichzeitig die Maßhaltigkeit zu gewährleisten. Der Schwerpunkt dieser Verfahren liegt auf der Steuerung der Schnittbedingungen – wie Werkzeugschärfe, Schnittkräfte und Wärmemanagement –, um Verformungen, Grate und Oberflächenbeschädigungen bei Werkstoffen zu vermeiden, die zu Verformungen neigen oder eine spätere hochpräzise Endbearbeitung erfordern.
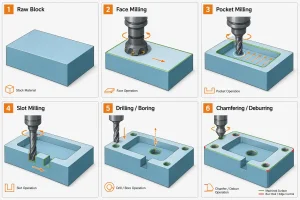
CNC-Fräsen
CNC-Fräsen wird für Platten, Halterungen, Gehäuse, Taschen, Nuten, Konturen und komplexe prismatische Formen eingesetzt. Bei der Zerspanung weicher Werkstoffe hängt der Erfolg oft vom Einsatz scharfer, leistungsstarker Werkzeuge und einer stabilen Werkstückspannung ab, um Vibrationen und Materialverformungen zu minimieren. Eine angemessene Steuerung der Schnitttiefe und der Vorschubgeschwindigkeiten hilft, Kantenausbrüche, Gratbildung und thermisch bedingte Verformungen zu vermeiden, insbesondere bei Materialien mit geringerer Steifigkeit.
CNC-Drehen
CNC-Drehen wird üblicherweise bei Wellen, Hülsen, Buchsen, Stiften, Fittings und anderen rotierenden Bauteilen angewendet. Bei der Bearbeitung weicherer Metalle, Kunststoffe oder dünnwandiger Teile werden die Drehparameter in der Regel so optimiert, dass der Schnittdruck und die Reibung reduziert werden. Dieser Ansatz hilft, häufige Probleme bei der Bearbeitung weicher Werkstoffe zu vermeiden, wie z. B. Oberflächenbeschädigungen, Druckverformungen und die Bildung von faserigen Graten, die die anschließende Endbearbeitung oder Montage erschweren können.
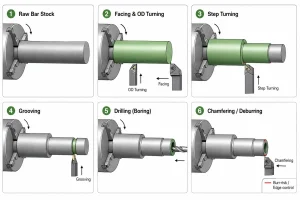
Bohren und Aufbohren
Bohren und langweilig sind für die Herstellung oder Nachbearbeitung innerer Strukturen wie Vorbohrungen oder Lagersitze unerlässlich. Bei der Bearbeitung weicher Werkstoffe hängt die Bohrungsqualität oft davon ab, dass die Schärfe des Werkzeugs erhalten bleibt und die Späne effizient abgeführt werden, um Ausreißer oder überdimensionierte Bohrungen zu vermeiden, insbesondere bei Werkstoffen wie Kupferlegierungen oder Kunststoffen. Eine sorgfältige Steuerung der Vorschubgeschwindigkeiten und die Verwendung geeigneter Stützvorrichtungen während des Bohrvorgangs tragen dazu bei, die Genauigkeit zu gewährleisten und Ausbrüche an den Austrittsflächen zu verhindern.
Gewindebohren und Gewindefräsen
Gewindeschneiden und Gewindefräsen werden eingesetzt, um Innen- oder Außengewinde in einem Bauteil herzustellen. Da weichere oder duktile Werkstoffe anfällig für Gewindebruch, Verformung oder starke Gratbildung sind, ist die Wahl der richtigen Werkzeuggeometrie und Schmierung von entscheidender Bedeutung. Die Steuerung der Schnittgeschwindigkeiten und die Gewährleistung einer effektiven Spanabfuhr können dazu beitragen, sauberere und präzisere Gewinde herzustellen, die den Montageanforderungen entsprechen, ohne die umgebenden Materialmerkmale zu beschädigen.
Grobschleifen und Kantenvorbereitung
Grobschleifen, Anfasen und Entgraten dienen dazu, Oberflächen, Kanten und Übergangsbereiche während der Phase der sanften Bearbeitung zu verfeinern. Diese Schritte sind entscheidend für die Beseitigung von Graten, die Abrundung scharfer Kanten und die Verbesserung des allgemeinen Oberflächenzustands im Hinblick auf die spätere Montage oder Oberflächenbehandlungen wie das Eloxieren. Die Durchführung dieser Arbeitsschritte mit kontrolliertem Druck und kontrollierter Geschwindigkeit stellt sicher, dass die verfeinerten Merkmale des Bauteils erhalten bleiben, während es für seine endgültige Verwendung oder Endphase vorbereitet wird.
Gängige Werkstoffe für die Bearbeitung weicher Werkstoffe
Die Auswahl der Werkstoffe für die Bearbeitung weicher Werkstoffe hängt in der Regel von der Härte, der Schnittfestigkeit, der Wärmeempfindlichkeit und den Anforderungen an die Weiterverarbeitung ab. In der CNC-Fertigung wird die Bearbeitung weicher Werkstoffe nicht nur zum Schruppen von Metallteilen vor der Wärmebehandlung eingesetzt, sondern findet auch breite Anwendung bei nichtmetallischen und Nichteisenwerkstoffen, um vor der Endbearbeitung die grundlegende Geometrie herzustellen.
Technische Kunststoffe
Werkstoffe wie POM, Nylon, PTFE, PEEK und ABS werden häufig für Prototypen, Isolatoren, Buchsen und leichte Gehäuse verwendet. Bei der Zerspanung dieser weichen Werkstoffe besteht das vorrangige Ziel darin, die Schnittparameter so zu optimieren, dass Spannungsverformungen, Wärmeentwicklung, Gratbildung und Maßhaltigkeit kontrolliert werden, um so Genauigkeitsabweichungen aufgrund von Wärmeausdehnung oder Spannungsabbau zu vermeiden.
Verbundwerkstoffe
Glasfaserverstärkte Werkstoffe, kohlefaserverstärkte Werkstoffe, FR4 und G10 werden häufig für Strukturplatten, Halterungen und Leichtbaukomponenten verwendet. Der Schwerpunkt liegt hier auf der Vermeidung von Delaminierung, Fasersplitterung an den Kanten, Staubentwicklung und Werkzeugverschleiß. Dieser Prozess erfordert oft spezielle Schneidstrategien und verschleißfeste Werkzeuge, um die strukturelle Integrität des Materials zu gewährleisten.
Nichteisenmetalle
Aluminiumlegierungen, Kupferlegierungen und andere ähnliche Metalle weisen einen relativ geringen Schnittwiderstand auf, wodurch sie sich hervorragend für die Zerspanung weicher Werkstoffe eignen. Bei Aluminiumhalterungen, Gehäusen und Montageplatten besteht das Ziel darin, schnell Material abzutragen und grundlegende Merkmale wie Löcher und Schlitze zu formen. Bei Verbindungsstücken aus Kupferlegierungen und Präzisionsbuchsen liegt der Schwerpunkt hingegen auf der Aufrechterhaltung der Werkzeugschärfe, um Grate zu minimieren, sowie auf der präzisen Steuerung des Anpressdrucks, um eine Verformung des Werkstücks zu verhindern.
Was sind gängige Werkzeuge für die Weichbearbeitung?
Bei der Werkzeugauswahl stehen die Maximierung der Effizienz und die Optimierung der Standzeit in der Anfangsphase der Produktion im Vordergrund.
-
Fräswerkzeuge: Schaftfräser, Planfräser und Schrufffräser gehören zur Standardausstattung. Schaftfräser werden für Taschen und Konturen verwendet, Planfräser dienen zur Herstellung ebener Bezugsebenen, und Schrufffräser entfernen effizient große Materialmengen.
-
Drehwerkzeuge: Dazu gehören Drehplatten, Nutenwerkzeuge, Abstechwerkzeuge und Gewindeschneidwerkzeuge. Drehplatten dienen zur Bearbeitung von Durchmessern und Schultern, während Nutenwerkzeuge Entlastungsnuten oder Nuten für Sicherungsringe herstellen.
-
Werkzeuge zum Bohren von Löchern: Bohrer dienen zum Vorbohren, Bohrstangen zum Präzisionsbohren, und Reibahlen kommen zum Einsatz, wenn eine höhere Oberflächenqualität erforderlich ist.
-
Gewindeschneidwerkzeuge: Gewindebohrer und Gewindefräser werden zum Schneiden von Innen- und Außengewinden verwendet. Die Entscheidung, das Gewinde vor der Wärmebehandlung zu schneiden, hängt von der Verformungsneigung des Werkstoffs und den Anforderungen an die Gewindegenauigkeit ab.
-
Hilfswerkzeuge: Fasenwerkzeuge, Entgratwerkzeuge und Grobschleifscheiben dienen der Vorbereitung von Kanten und Oberflächen und stellen sicher, dass das Werkstück für die Wärmebehandlung in einem einwandfreien Zustand ist.
Beispiele für die weiche Bearbeitung in der CNC-Teilefertigung
Die folgenden Beispiele zeigen typische Bauteile, bei denen die Weichbearbeitung eingesetzt wird, um die Grundgeometrie vor der Wärmebehandlung, der Hartbearbeitung oder der Endbearbeitung vorzubereiten. Der Schwerpunkt liegt dabei auf der Herstellung von Grundformen, Bohrungspositionen, Stufen und Befestigungsstrukturen, solange sich das Material in einem leichter bearbeitbaren Zustand befindet.
-
Fräsen von Aluminiumhalterungen: Fräsen von Befestigungsflächen, Gewichtsentlastungsaussparungen, Schraubenlöchern und Außenkonturen aus Aluminiumplatten oder -blöcken zur Herstellung der Grundstruktur von Leichtbauhalterungen oder -verbindungsstücken.
-
Drehen von Stahlstufenwellen: Drehen von Stahlstangen vor der Wärmebehandlung zur Fertigbearbeitung des Außendurchmessers, der Stirnflächen, der Stufen, der Entlastungsnuten und der Lageraufnahmen sowie zur Herstellung der Grundform von Antriebswellen, Führungswellen oder Bolzen.
-
Schruppen von Formeinsätzen: Fräsen von Stahlblöcken für Formen zur Herstellung von Bezugsebenen, Kavitätenkonturen, Einsatzaufnahmen und Befestigungsbohrungen, um sicherzustellen, dass der Formeinsatz vor der Wärmebehandlung seine Grundstruktur erhält.
-
Vorbearbeitung von Zahnradrohlingen: Drehen und Bohren von runden Stahlrohlingen zur Fertigstellung von Stirnflächen, Außendurchmessern, Mittenbohrungen und Bezugsebenen, um das Bauteil für das anschließende Wälzfräsen, die Wärmebehandlung oder die Zahnfeinbearbeitung vorzubereiten.
-
Bearbeitung von Hülsen und Buchsen: Drehen und Bohren von Stahl oder legierten Werkstoffen zur Herstellung von Innenbohrungen, Außendurchmessern, Stirnflächen, Fasen und Ölnuten, wodurch die grundlegenden Merkmale geschaffen werden, die für die spätere Bearbeitung der Passflächen oder für eine Verschleißschutzbehandlung erforderlich sind.
Anwendungsbereiche der sanften Bearbeitung

Die Weichbearbeitung wird häufig bei der Fertigung von CNC-Teilen eingesetzt, die geringe Schnittkräfte, eine stabile Aufspannung, Gratkontrolle, eine vorläufige Formgebung oder eine anschließende Präzisionsbearbeitung erfordern. Sie eignet sich für eine Vielzahl von Werkstoffen – darunter technische Kunststoffe, Verbundwerkstoffe und Nichteisenmetalle – sowie für Metallteile, die eine Wärmebehandlung oder abschließende Präzisionsanpassungen erfordern, und schafft so ein ausgewogenes Verhältnis zwischen Produktionseffizienz und Teilequalität.
-
Automobilindustrie: Wird häufig für Getriebewellen, Getriebe-Rohlinge, Hülsen, Buchsen, Naben, Halterungen und lagerbezogene Bauteile verwendet. Die Weichbearbeitung wird in der Regel eingesetzt, um die Grundgeometrie, Bohrungspositionen, Stufen oder Passflächen festzulegen, bevor das Bauteil der Wärmebehandlung, dem Schleifen oder der Endkontrolle zugeführt wird.
-
Luft- und Raumfahrt: Umfasst Halterungen aus Aluminiumlegierungen, leichte Montageplatten, Verbindungselemente, Verbundplatten und Befestigungskomponenten. Der Schwerpunkt bei der Bearbeitung liegt in der Regel auf der Kontrolle der Schnittkräfte, um Verformungen bei dünnwandigen Teilen zu vermeiden und gleichzeitig eine hohe Qualität bei kritischen Kanten und Bohrungen zu gewährleisten.
-
Elektronik und Elektrotechnik: Umfasst die Fertigung von Kunststoffisolatoren, FR4-/G10-Leiterplatten, Steckverbindern aus Kupferlegierungen, Messingklemmen, Kühlkörperkonstruktionen und kleinen Präzisionsgehäusen. Im Mittelpunkt des Fertigungsprozesses stehen die Minimierung von Graten, die Bohrungsqualität, die Oberflächenbeschaffenheit und die Maßhaltigkeit.
-
Medizinische Geräte: Wird häufig für Prototypen, Komponenten für chirurgische Halterungen, Hülsen, Verbindungsstücke, leichte Halterungen und verschiedene Präzisionsmetallteile verwendet. Bei der Weichbearbeitung stehen eine stabile Werkstückspannung, die Oberflächenqualität und die Einhaltung angemessener Aufmaße für die abschließenden Endbearbeitungsschritte im Vordergrund.
-
Werkzeuge und Formen: Findet breite Anwendung bei der Herstellung von Formeinsätzen, Platten, Formblöcken, Stempeln, Befestigungsblöcken, Führungsschienen und mechanischen Halterungen. Die Weichbearbeitung ermöglicht das Schruppen von Kavitätenkonturen, Bezugsebenen, Befestigungsbohrungen und Primärstrukturen, wodurch sich der Aufwand für die Endbearbeitung im hochharten Zustand des Materials erheblich verringert.
-
Konsumgüter: Dazu gehören Gehäuse aus ABS, POM, Nylon, PEEK, Aluminium und Kupfer, funktionsfähige Prototypen, kundenspezifische Vorrichtungen, Buchsen und Kleinserienkomponenten. Durch die Zerspanung von weichen Werkstoffen lässt sich die Grundgeometrie eines Bauteils schnell und kostengünstig herstellen, bevor die endgültigen Oberflächenbehandlungen, Montagetests oder Maßverfeinerungen erfolgen.
Vorteile der weichen Bearbeitung
Die Weichbearbeitung bietet mehrere Prozessvorteile, die zur Optimierung der Produktionsabläufe beitragen:
-
Zerspanungsleistung: Die Bearbeitung vor der Endhärtung eignet sich in der Regel besser zum Abtragen großer Materialmengen.
-
Steuerung der Schnittkraft: Die Schnittkräfte lassen sich bei einem besser zerspanbaren Materialzustand oft leichter bewältigen.
-
Werkzeugstandzeitmanagement: Der Werkzeugverschleiß lässt sich vor der Wärmebehandlung oft leichter kontrollieren, insbesondere bei vielen Stahlteilen.
-
Bohr- und Gewindevorbereitung: Löcher, Schlitze und Gewinde lassen sich oft leichter herstellen, bevor das Material eine höhere Härte erreicht.
-
Zuschlag für Endbearbeitung: Durch die Weichbearbeitung bleibt Material für die spätere Hartbearbeitung, das Schleifen oder die Präzisionsbearbeitung erhalten.
-
Prozessflexibilität: Damit können Ingenieure Wärmebehandlung, Prüfung und Endbearbeitung als zusammenhängenden Prozessablauf planen.
Nachteile der weichen Bearbeitung
Die Bearbeitung weicher Werkstoffe bringt gewisse Einschränkungen mit sich, die bereits in der Konstruktions- und Fertigungsphase berücksichtigt werden müssen.
-
Endgültige Maßunsicherheit: Durch die Wärmebehandlung können sich Größe oder Form verändern, sodass bei der spanenden Bearbeitung in der Regel nicht alle endgültigen Maße ermittelt werden können.
-
Anforderung an die Zulage: Es muss zusätzliches Material für spätere Korrekturen vorgesehen werden, was sich auf die Lagerplanung und die spätere Bearbeitungszeit auswirkt.
-
Längerer Prozessablauf: Wärmebehandlung, Hartbearbeitung, Schleifen und Prüfung können den gesamten Fertigungszyklus verlängern.
-
Nachbearbeitung: Kritische Oberflächen müssen nach der Wärmebehandlung oft noch hartbearbeitet, geschliffen oder präzisionsgeschliffen werden.
-
Verzerrungsrisiko: Dünnwandige Teile, lange Teile oder unregelmäßige Abschnitte können sich während der Wärmebehandlung verziehen.
-
Schwierigkeiten bei der Prozessplanung: Der Fertigungsablauf erfordert eine Abstimmung zwischen Zerspanung, Wärmebehandlung, Prüfung und Endbearbeitung.
Häufige Herausforderungen und Optimierungstipps bei der weichen Bearbeitung
Die Weichbearbeitung eignet sich für die vorläufige Zerspanung, wird jedoch in der Regel durch eine Wärmebehandlung, Hartbearbeitung, das Schleifen und eine Endkontrolle ergänzt. Aus diesem Grund hängt die Qualität des fertigen Teils nicht nur von der Weichbearbeitung selbst ab, sondern auch von der Übermaßsteuerung, dem Verformungsrisiko, der Bezugspunktstrategie und der Qualität der Anbindung an die nachfolgenden Prozesse.
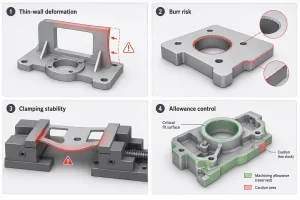
Verformung durch Wärmebehandlung
Die Wärmebehandlung kann zu Maßänderungen, Verformungen oder lokalen Verzerrungen führen, insbesondere bei dünnwandigen Bauteilen, langen Wellen, tiefen Nuten und ungleichmäßigen Querschnitten. Sobald sich Verzerrungen auf Bohrungspositionen, Lagersitze, Dichtflächen oder Bezugsebenen auswirken, wird die spätere Endbearbeitung erschwert.
Bei der Weichbearbeitung sollte ein ausreichender, korrigierbarer Aufmaßbereich belassen und risikobehaftete Geometrien frühzeitig erkannt werden. Kritische Oberflächen werden in dieser Phase in der Regel nicht direkt auf Endmaß bearbeitet, sondern oft erst nach der Wärmebehandlung endbearbeitet.
Bearbeitungszugabe
Ist das Aufmaß zu gering, bleibt möglicherweise nicht genügend Material übrig, um Maßänderungen nach der Wärmebehandlung auszugleichen. Ist das Aufmaß zu groß, nimmt die spätere Hartbearbeitung oder das Schleifen mehr Zeit in Anspruch und erhöht den Werkzeugverschleiß.
Die Aufmaße sollten unter Berücksichtigung des Werkstoffs, der Wärmebehandlungsmethode, der Bauteilgröße und der endgültigen Toleranzanforderungen geplant werden. Bei Lagersitzen, Präzisionsbohrungen, Dichtflächen und anderen kritischen Bereichen können kontrollierte lokale Aufmaße verwendet werden, anstatt auf alle Oberflächen das gleiche Aufmaß anzuwenden.
Dünnwandige und lange Teile
Dünnwandige Teile und lange Wellen neigen beim Einspannen, Zerspanen und bei der Wärmebehandlung eher zu Verformungen. Wird bei der Zerspanung von weichen Werkstoffen zu viel Material auf einmal abgetragen, kann sich das Teil verbiegen, in Schwingungen geraten oder eine ungleichmäßige Wandstärke aufweisen.
Diese Teile lassen sich in der Regel besser durch eine mehrstufige Bearbeitung und eine stabile Aufspannung bearbeiten. Ein ausgewogener Materialabtrag, geringere lokale Schnittkräfte und Zwischenkontrollen können ebenfalls dazu beitragen, das Verformungsrisiko zu minimieren.
Management kritischer Oberflächen
Lagersitze, Dichtflächen, Präzisionsbohrungen, Bezugsebenen und Gleitflächen wirken sich unmittelbar auf die Montage-, Dreh-, Dicht- oder Positioniergenauigkeit aus. Werden diese Flächen zu früh bearbeitet, können spätere Wärmebehandlungen oder erneutes Einspannen ihre Abmessungen oder Lage verändern.
Ein zuverlässigerer Ansatz besteht darin, die Grundform und den Halbfertigzustand bereits während der Warmbearbeitung herzustellen. Nach der Wärmebehandlung kann die Endbearbeitung entsprechend den Anforderungen an Toleranz, Rundheit, Ebenheit oder Oberflächenrauheit durchgeführt werden.
Planung von Prozessabläufen
Die Weichbearbeitung ist kein isolierter Arbeitsschritt. Sie muss gemeinsam mit der Wärmebehandlung, der Hartbearbeitung, dem Schleifen und der Prüfung geplant werden. Werden die Wahl der Bezugsebene, die Aufmaßstrategie oder die Prüfpunkte nicht frühzeitig festgelegt, kann dies dazu führen, dass spätere Arbeitsschritte wiederholte Rüstvorgänge, zusätzliche Korrekturen oder Nacharbeiten erfordern.
Vor Produktionsbeginn sollten die Bearbeitungsreihenfolge, die Bezugspunkte, die Anforderungen an die Wärmebehandlung und die Aufmaße für die Endbearbeitung festgelegt werden. Auf diese Weise dient die Vorbearbeitung nicht nur dem Abtragen von Material, sondern trägt auch zur endgültigen Qualität des Bauteils bei.
Weiche Bearbeitung vs. harte Bearbeitung
Die Hauptunterschiede zwischen diesen Verfahren liegen in der Materialbeschaffenheit, der Verarbeitungsphase und dem Fertigungszweck. Die Weichbearbeitung erfolgt in der Regel vor der abschließenden Härtung, während die Hartbearbeitung meist nach der Wärmebehandlung oder nachdem das Material eine höhere Härte erreicht hat, stattfindet.
In vielen CNC-Fertigungsprozessen sind die beiden Verfahren keine Alternativen, sondern ergänzen sich vielmehr. Die Weichbearbeitung dient der Grobbearbeitung und der grundlegenden Formgebung, während die Hartbearbeitung oder das Schleifen für die Endabmessungen, die Passflächen und die Genauigkeitskontrolle zuständig ist.
| Aspekt | Weichbearbeitung | Schwere Zerspanung |
| Materialzustand | Vor der endgültigen Aushärtung | Nach der Wärmebehandlung |
| Hauptzweck | Materialabtrag, Grundgeometrie | Endmaße, Genauigkeit |
| Typisches Stadium | Früher oder mittlerer Weg | Weiterer Prozessablauf |
| Häufige Vorgänge | Schruppen, Bohren, Drehen | Hartdrehen, Schleifen |
| Planungsschwerpunkt | Zulage, Vorbereitung der Wärmebehandlung | Toleranz, Oberflächenbeschaffenheit |
Wenn bei einem Bauteil sowohl die Endhärte als auch eine strenge Maßhaltigkeit gefordert sind, sollten Weichbearbeitung, Wärmebehandlung, Hartbearbeitung und Schleifen als ein integrierter Prozessablauf geplant werden.
Schlussfolgerung
Die Weichbearbeitung ist ein gängiges CNC-Verfahren in der Anfangsphase, das zum Materialabtrag, zur einfachen Formgebung und zur Vorbereitung vor der Wärmebehandlung oder Endbearbeitung eingesetzt wird. Sie steigert die Effizienz in der Anfangsphase und schafft die notwendigen Voraussetzungen für nachfolgende hochpräzise Bearbeitungsschritte.
Eine erfolgreiche Weichbearbeitung hängt vom Materialzustand, der Aufmaßplanung, den Verformungsmustern bei der Wärmebehandlung und den endgültigen Toleranzanforderungen ab. Sie können Ihre Zeichnungen dem Minhe-Konstruktionsteam zur Prüfung der Herstellbarkeit und zur Angebotserstellung zur Verfügung stellen.


