

In CNC part production, many metal components are not machined directly to their final dimensions from raw stock. Instead, they often go through initial roughing and semi-finishing stages while the material is in a more easily machinable state. This guide explains how soft machining works, which methods and tools are commonly used, what part types it suits, and how it connects with later heat treatment and hard machining.
What Is Soft Machining?
Soft machining refers to a CNC machining stage performed before a part reaches its final hardness. It is often used for roughing, semi-finishing, and establishing basic part geometry before heat treatment.
This process does not simply mean machining soft materials. It is often used for steel, tool steel, alloy steel, bearing steel, mold steel, and other metals that may later be hardened, ground, or finished. Soft machining leaves necessary machining allowance for later heat treatment, hard machining, grinding, or inspection.
How Does Soft Machining Work?
Soft machining typically follows a structured process route based on the material condition, part geometry, and downstream heat treatment requirements.
Material Preparation
Soft machining usually begins with raw stock, forged blanks, cast blanks, or near-net-shape blanks. The material may be annealed, normalized, or pre-hardened depending on the material grade and final performance requirements.
Datum Establishment
Establishing stable datums during soft machining is often important. These datums support later roughing, semi-finishing, post-heat-treatment inspection, and final finishing stages.
Roughing
Roughing removes most of the excess material and creates the approximate outer shape, steps, planes, holes, or cavities. This stage focuses on material removal rates and process stability.
Semi-finishing
Semi-finishing brings the part closer to final geometry and prepares non-critical features. Critical holes, sealing surfaces, bearing seats, and datum faces are usually left with allowance for later finishing.
Allowance Control
Allowance control is one of the key points in soft machining. Heat treatment may cause dimensional change or distortion, so soft machining should leave suitable material for later hard machining, grinding, or finishing.
Heat Treatment and Finishing
After soft machining, the part may go through quenching, tempering, surface treatment, hard machining, grinding, or final inspection. Soft machining provides the geometric foundation for these later operations.
Common Soft Machining Methods
Soft machining methods are selected based on the specific material’s mechanical properties, such as ductility or hardness, and the need to achieve foundational geometry while maintaining dimensional stability. The focus in these methods is to control cutting conditions—such as tool sharpness, cutting forces, and thermal management—to prevent deformation, burrs, and surface damage in materials that may be prone to distortion or that require later high-precision finishing.
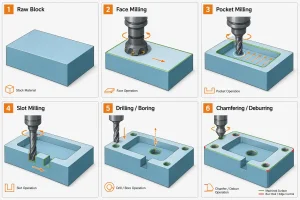
CNC Milling
CNC milling is utilized for plates, brackets, housings, pockets, slots, contours, and complex prismatic shapes. In soft machining, success often depends on using sharp, high-performance tooling and stable workholding to minimize vibration and material deflection. Proper control of depth of cut and feed rates helps prevent edge breakout, burr formation, and heat-induced distortion, especially in materials with lower rigidity.
CNC Turning
CNC turning is commonly applied to shafts, sleeves, bushings, pins, fittings, and other rotational components. When machining softer metals, plastics, or thin-walled parts, turning parameters are typically optimized to reduce cutting pressure and friction. This approach helps prevent common soft machining issues such as surface marring, compressive deformation, and the buildup of stringy burrs that can complicate subsequent finishing or assembly.
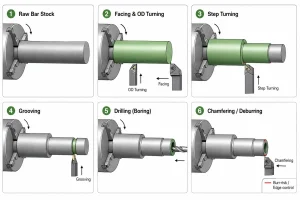
Drilling and Boring
Drilling and boring are essential for creating or refining internal features, such as pilot holes or bearing seats. In soft machining, hole quality often relies on maintaining tool sharpness and efficient chip evacuation to avoid tearing or oversized holes, particularly in materials like copper alloys or plastics. Careful control of feed rates and the use of appropriate support during the drilling process help ensure accuracy and prevent breakout on exit surfaces.
Tapping and Thread Milling
Tapping and thread milling are employed to produce internal or external threads within a component. Because softer or more ductile materials are prone to thread tearing, deformation, or severe burr buildup, selecting the correct tool geometry and lubrication is crucial. Controlling cutting speeds and ensuring effective chip removal can help produce cleaner, more accurate threads that meet assembly requirements without damaging the surrounding material features.
Rough Grinding and Edge Preparation
Rough grinding, chamfering, and deburring operations are used to refine surfaces, edges, and transitional zones during the soft machining phase. These steps are instrumental in removing burrs, softening sharp edges, and improving the overall surface state for later assembly or surface treatments like anodizing. Executing these operations with controlled pressure and speed ensures that the part’s refined features remain intact while preparing it for its final usage or stage.
Common Materials for Soft Machining
The selection of materials for soft machining typically depends on hardness, cutting resistance, thermal sensitivity, and downstream processing requirements. In CNC manufacturing, soft machining is not only used for roughing metal parts prior to heat treatment but is also widely applied to non-metallic and non-ferrous materials to establish foundational geometry before final finishing.
Engineering Plastics
Materials such as POM, nylon, PTFE, PEEK, and ABS are commonly used for prototypes, insulators, bushings, and lightweight housings. During soft machining of these materials, the primary goal is to optimize cutting parameters to manage clamping distortion, heat accumulation, burr formation, and dimensional stability, thereby avoiding accuracy deviations caused by thermal expansion or stress release.
Composite Materials
Glass-fiber-reinforced materials, carbon-fiber-reinforced materials, FR4, and G10 are frequently used for structural panels, fixtures, and lightweight components. The focus here is on controlling delamination, edge fiber splintering, dust generation, and tool wear. This process often requires specialized cutting strategies and wear-resistant tooling to maintain the structural integrity of the material.
Non-ferrous Metals
Aluminum alloys, copper alloys, and other similar metals offer relatively low cutting resistance, making them highly efficient for soft machining. For aluminum brackets, housings, and mounting plates, the objective is to rapidly remove bulk material and form basic features like holes and slots. For copper alloy connectors and precision bushings, the focus shifts to maintaining tool sharpness to minimize burrs and precisely controlling clamping pressure to prevent deformation of the part.
What Are Common Soft Machining Tools?
Tool selection focuses on maximizing efficiency and managing tool life during the initial stages of production.
-
Milling Tools: End mills, face mills, and roughing mills are standard. End mills are used for pockets and contours, face mills create flat datum surfaces, and roughing mills efficiently remove large volumes of stock.
-
Turning Tools: These include turning inserts, grooving tools, parting tools, and threading tools. Turning inserts handle diameters and shoulders, while grooving tools prepare relief grooves or retaining ring grooves.
-
Hole Making Tools: Drills create pilot holes, boring bars refine hole positions, and reamers are used when higher surface quality is required.
-
Threading Tools: Taps and thread mills are used for internal and external threading. The decision to thread before heat treatment depends on the material’s susceptibility to distortion and thread accuracy requirements.
-
Auxiliary Tools: Chamfering tools, deburring tools, and rough grinding wheels help prepare edges and surfaces, ensuring the part is in good condition for heat treatment.
Soft Machining Examples in CNC Part Production
The following examples show typical parts where soft machining is used to prepare basic geometry before heat treatment, hard machining, or final finishing. The focus is on creating foundational shapes, hole positions, steps, and mounting structures while the material is in a more easily machinable state.
-
Aluminum bracket milling: Milling mounting surfaces, weight-reduction pockets, bolt holes, and external contours from aluminum plate or block stock to form the basic structure of lightweight brackets or connectors.
-
Steel stepped shaft turning: Turning steel bar stock before heat treatment to complete the outside diameter, end faces, steps, relief grooves, and bearing seat pre-machining, establishing the basic shape of drive shafts, locating shafts, or pins.
-
Mold insert roughing: Milling mold steel blocks to machine datum faces, cavity contours, insert seats, and mounting holes, ensuring the mold insert has its primary structure before heat treatment.
-
Gear blank pre-machining: Turning and boring steel round blanks to complete end faces, outside diameters, center bores, and datum surfaces, preparing the component for subsequent hobbing, heat treatment, or tooth finishing.
-
Sleeve and bushing machining: Turning and boring steel or alloy materials to form internal bores, outside diameters, end faces, chamfers, and oil grooves, creating the basic features required for later fit surface processing or wear-resistance treatment.
Applications of Soft Machining

Soft machining is commonly utilized in the production of CNC parts that require low cutting forces, stable fixturing, burr control, foundational shaping, or subsequent precision finishing. It is suitable for a wide range of materials—including engineering plastics, composites, and non-ferrous metals—as well as metallic parts that require heat treatment or final precision adjustments, effectively balancing production efficiency with part quality.
-
Automotive: Commonly used for transmission shafts, gear blanks, sleeves, bushings, hubs, brackets, and bearing-related components. Soft machining is typically employed to establish basic geometry, hole positions, steps, or mating structures before the part proceeds to heat treatment, grinding, or final inspection.
-
Aerospace: Encompasses aluminum alloy brackets, lightweight mounting plates, structural connectors, composite panels, and fixture components. The machining focus is generally on controlling cutting forces to prevent distortion in thin-walled parts while ensuring high quality for critical edges and holes.
-
Electronics and Electrical: Involves engineering plastic insulators, FR4/G10 boards, copper alloy connectors, brass terminals, heat sink structures, and precision small housings. The process priority lies in burr minimization, hole quality, surface condition, and dimensional stability.
-
Medical Devices: Frequently used for prototypes, surgical fixture components, sleeves, connectors, lightweight brackets, and various precision metallic parts. Soft machining processes prioritize stable workholding, surface finish, and maintaining appropriate allowances for final finishing stages.
-
Tooling and Molds: Extensively used in the creation of mold inserts, plates, die blocks, punches, mounting blocks, guide rails, and mechanical supports. Soft machining allows for the roughing of cavity contours, datum faces, mounting holes, and primary structures, significantly reducing the difficulty of final adjustments when the material is in a high-hardness state.
-
Consumer Products: Includes ABS, POM, nylon, PEEK, aluminum, and copper housings, functional prototypes, custom fixtures, bushings, and small-batch components. Soft machining helps to quickly and economically establish the base geometry of a part before final surface treatments, assembly testing, or dimensional refinement.
Benefits of Soft Machining
Soft machining provides several process advantages that help streamline production routes:
-
Stock removal efficiency: Machining before final hardening is usually more suitable for removing large amounts of material.
-
Cutting load control: Cutting forces are often easier to manage in a more machinable material condition.
-
Tool life management: Tool wear is often easier to control before heat treatment, especially for many steel parts.
-
Hole and thread preparation: Holes, slots, and threads are often easier to prepare before the material reaches higher hardness.
-
Finishing allowance: Soft machining helps leave material for later hard machining, grinding, or precision finishing.
-
Process flexibility: It allows engineers to plan heat treatment, inspection, and final machining as a connected process route.
Disadvantages of Soft Machining
Soft machining involves inherent limitations that must be accounted for during the design and manufacturing phase.
-
Final dimension uncertainty: Heat treatment may change size or shape, so soft machining usually cannot determine all final dimensions.
-
Allowance requirement: Extra material must be left for later correction, which affects stock planning and later machining time.
-
Longer process route: Heat treatment, hard machining, grinding, and inspection can increase the total manufacturing cycle.
-
Post-treatment finishing: Critical surfaces often still require hard machining, grinding, or precision finishing after heat treatment.
-
Distortion risk: Thin walls, long parts, or uneven sections may distort during heat treatment.
-
Process planning difficulty: The route requires coordination between machining, heat treatment, inspection, and final finishing.
Common Challenges and Optimization Tips in Soft Machining
Soft machining is useful for early stock removal, but it is usually followed by heat treatment, hard machining, grinding, and inspection. For this reason, the final part quality depends not only on soft machining itself, but also on allowance control, distortion risk, datum strategy, and how well the later processes are connected.
Heat Treatment Distortion
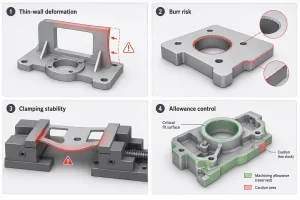
Heat treatment may cause dimensional change, warping, or local distortion, especially in thin-walled parts, long shafts, deep slots, and uneven cross-sections. Once distortion affects hole positions, bearing seats, sealing surfaces, or datum faces, later finishing becomes more difficult.
During soft machining, enough correctable allowance should be left, and high-risk geometry should be identified early. Critical surfaces are usually not machined directly to final size at this stage; they are often finished after heat treatment.
Machining Allowance
If the allowance is too small, there may not be enough material left to correct dimensional changes after heat treatment. If the allowance is too large, later hard machining or grinding will take more time and increase tool wear.
Allowance should be planned according to the material, heat treatment method, part size, and final tolerance requirements. Bearing seats, precision bores, sealing surfaces, and other critical areas can use controlled local allowance instead of applying the same allowance to every surface.
Thin Walls and Long Parts
Thin-walled parts and long shafts are more likely to deform during clamping, cutting, and heat treatment. If too much material is removed at once during soft machining, the part may bend, vibrate, or develop uneven wall thickness.
These parts are usually better handled with staged machining and stable fixturing. Balanced stock removal, reduced local cutting loads, and intermediate inspection can also help control deformation risk.
Critical Surface Management
Bearing seats, sealing surfaces, precision bores, datum faces, and sliding surfaces directly affect assembly, rotation, sealing, or positioning accuracy. If these surfaces are finished too early, later heat treatment or re-clamping may change their size or position.
A more stable approach is to create the basic shape and semi-finished condition during soft machining. After heat treatment, the final machining can be completed according to tolerance, roundness, flatness, or surface roughness requirements.
Process Route Planning
Soft machining is not an isolated operation. It needs to be planned together with heat treatment, hard machining, grinding, and inspection. If datum selection, allowance strategy, or inspection points are not planned early, later operations may require repeated setups, extra correction, or rework.
Before production starts, the machining sequence, locating datums, heat treatment requirements, and finishing allowance should be confirmed. In this way, soft machining does more than remove stock; it supports the final quality of the part.
Soft Machining vs. Hard Machining
The main differences between these processes are the material condition, process stage, and manufacturing purpose. Soft machining usually happens before final hardening, while hard machining usually happens after heat treatment or after the material reaches higher hardness.
In many CNC production routes, the two processes are not alternatives, but rather complementary. Soft machining handles early stock removal and basic forming, while hard machining or grinding handles final dimensions, key surfaces, and accuracy control.
| Aspect | Soft Machining | Hard Machining |
| Material condition | Before final hardening | After heat treatment |
| Main purpose | Stock removal, basic geometry | Final dimensions, precision |
| Typical stage | Early or middle route | Later process route |
| Common operations | Roughing, drilling, turning | Hard turning, grinding |
| Planning focus | Allowance, heat treatment prep | Tolerance, surface finish |
If a part requires both final hardness and tight dimensional control, soft machining, heat treatment, hard machining, and grinding should be planned as one integrated process route.
Conclusion
Soft machining is a standard early-stage CNC process used for stock removal, basic forming, and preparation before heat treatment or finishing. It improves early-stage efficiency and creates the necessary conditions for subsequent high-precision operations.
Successful soft machining depends on material condition, allowance planning, heat treatment distortion patterns, and final tolerance requirements. You can share your drawings with the Minhe engineering team for a manufacturability review and quotation.


