
When a CNC milled part has side holes, angled faces, curved surfaces, or features on several sides, the number of machine axes can affect both machining access and total production cost. A simple part may only need 3-axis machining, while a part with rotary features or complex angles may need 4-axis or 5-axis machining. Choosing the correct configuration often depends on how the part geometry interacts with tool paths, workholding setups, and tolerances.
This article compares 3-axis, 4-axis, and 5-axis machining and explains how to choose a practical process based on part structure, tolerance requirements, cost, and lead time.
What Is 3 Axis Machining?
3-axis machining is the standard foundation of CNC milling. In this setup, the cutting tool moves along the X, Y, and Z linear axes while the tool orientation usually remains fixed relative to the spindle.

This configuration is commonly used for prismatic parts where most features can be reached from one fixed tool direction. Common geometric features produced via this method include flat planes, stepped faces, straightforward slots, shallow pockets, drilled holes, and standard external profiles.
Advantages of 3 Axis Machining
3-axis machining is practical when the part geometry is simple and most features can be reached from a fixed tool orientation. Its value comes from simpler setups, direct programming, and lower machining overhead for standard CNC parts.
- Simple Setup: Straightforward workholding and shorter preparation times help accelerate production starts.
- Common Part Features: Commonly used for planar surfaces, shallow pockets, drilled holes, and tapped holes.
- Lower Machining Cost: Lower machine rates and simpler programming can reduce machining cost for standard parts.
- Stable Production: A mature process makes 3-axis machining practical for repeat production of standard components.
Limitations of 3 Axis Machining
The primary constraints of 3-axis machining become apparent when handling multi-sided components or complex curved surfaces. These limitations can increase manual labor and introduce variation between separate operations.
- More Re-Fixturing: Multi-sided parts require manual flipping and re-clamping, which increases handling time.
- Limited Side Access: Side features usually require an additional setup, angled tooling, or a different machining strategy.
- Setup Error Risk: Frequent manual part rotation introduces potential for accumulated setup error between operations.
- Complex Surface Limits: Complex curved surfaces require extensive point-to-point toolpaths, which can impact cycle times.
What Is 4 Axis Machining?
4-axis machining builds on standard linear movement by adding one rotary axis, typically designated as the A-axis (rotating around the X-axis) or B-axis (rotating around the Y-axis). This setup allows the workpiece to rotate, enabling the tool to access multiple faces within a single operation.
This additional movement allows the machine to access multiple sides of a part within a single program cycle. It is frequently reviewed when components require radial holes, circumferential grooves, helical slots, or flat features distributed around a central cylindrical axis or a multi-sided prismatic body.
Advantages of 4 Axis Machining
4-axis machining is useful when processing components with features distributed across multiple flat faces or along a cylindrical surface. It offers a practical way to compress process steps while avoiding some of the added cost and programming complexity of 5-axis machining.
- Fewer Manual Setups: Rotating the part automatically reduces the need for manual re-fixturing during multi-sided jobs.
- Better Side Access: Allows continuous or indexed cutting on the perimeter of a component.
- Rotary Feature Machining: Useful for machining radial holes, circular slots, keyways, and helical features.
- Improved Feature Relationships: Machining multiple faces in one setup helps maintain positional tolerances between features.
Limitations of 4 Axis Machining
While adding a rotary axis increases flexibility, 4-axis machining is limited by its single rotational plane. Components with complex, multi-directional features may still require secondary operations.
- One Rotary Axis: Movement is limited to one rotary axis, so compound-angle features may still require another setup or a different machining method.
- Limited Compound Angles: Off-axis ports, tilted faces, or complex angled surfaces may require special fixturing or 5-axis machining.
- Fixture Clearance: Rotary tables and chucks require careful clearance planning to prevent tool interference.
- More CAM Verification: Programming requires rotary axis coordination, increasing the need for simulation.
What Is 5 Axis Machining?
5-axis machining uses three linear axes and two rotary axes, allowing the tool or workpiece to approach the part from a wider range of controlled angles.

It is often reviewed for deep cavities, freeform surfaces, impellers, molds, aerospace structures, and parts with compound angles.
Advantages of 5 Axis Machining
5-axis machining is useful for structural components, curved surfaces, and parts requiring complex angulation. In some cases, the tool can be positioned at a more favorable angle, allowing shorter tools and more stable cutting conditions over complex geometries.
- Greater Tool Access: The extra axes improve tool access to angled faces, undercuts, and complex surfaces.
- Better Tool Angles: Orienting the tool at a more favorable angle relative to the material can help improve surface conditions and extend tool life.
- Fewer Complex Setups: Complex multi-sided parts may require fewer setups, reducing manual repositioning between operations.
- Complex Surface Machining: Smooth simultaneous movement is often used for complex contoured geometries.
Limitations of 5 Axis Machining
5-axis machining adds cost, programming work, and verification requirements, so it should be applied where the part geometry justifies it. High equipment costs and programming complexity mean it must be applied selectively.
- Higher Machine Cost: Higher equipment investment results in a higher operating cost.
- Complex Programming: Demands advanced CAM software, precise post-processors, and strict simulation protocols.
- More Collision Checking: The close proximity of moving axes, fixtures, and the spindle requires careful collision checking.
- Not Always Economical: 5-axis machining is not always economical for simple plates, standard holes, slots, or low-complexity parts.
What Are the Differences Between 3 Axis, 4 Axis, and 5 Axis Machining?
Three machining methods differ by more than just the number of axes. They affect how the tool reaches the part, how many setups are needed, how complex a part can be handled, and how the programming and total cost change. Below is a comparison based on actual machining decision points.
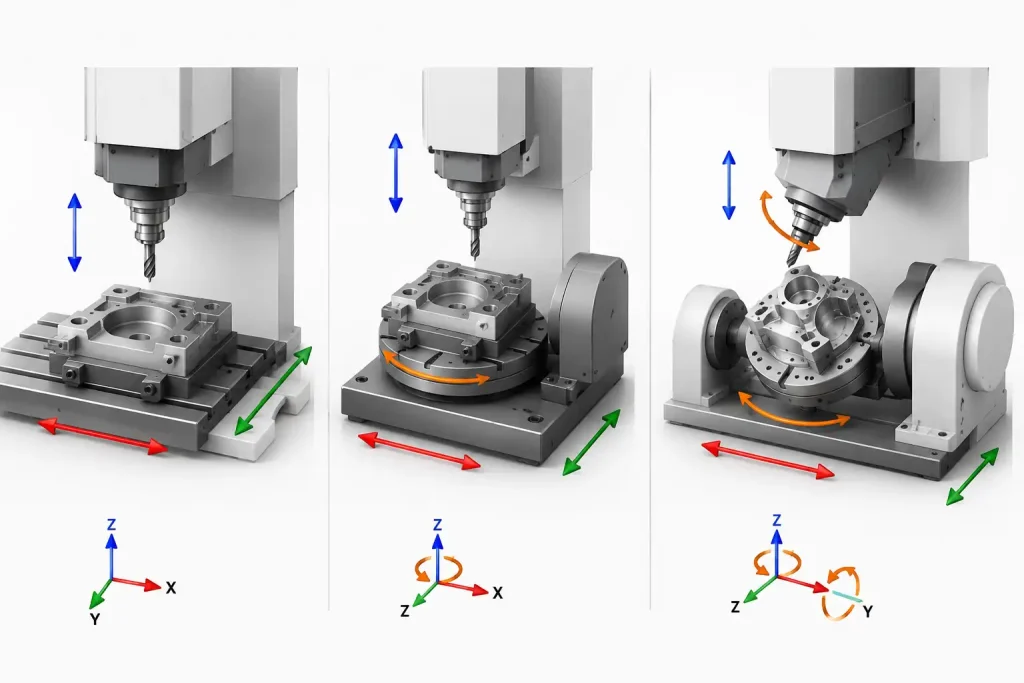
Axis Movement
3-axis machining uses X, Y, and Z linear motion while the tool orientation usually remains fixed. 4-axis machining adds one rotary axis, allowing the workpiece to be indexed or rotated around a single centerline. 5-axis machining adds two rotary axes, which gives the tool or workpiece more controlled angular movement during machining. This difference affects more than machine motion, changing how the part is positioned, how the tool approaches the material, and how the machining strategy is planned.
Tool Access
If features are accessible from a fixed tool direction, 3-axis machining is typically sufficient. If features are located on the side or around the circumference, 4-axis machining offers a distinct advantage. If features involve compound angles, deep cavities, or freeform surfaces, 5-axis machining becomes more worth reviewing.
Setups
3-axis machining may require flipping and re-clamping for multi-face parts, leading to extra workholding prep and higher labor time. 4-axis machining can reduce manual re-fixturing by rotating the part to expose different sides to the spindle automatically. 5-axis machining may reduce setups further for complex parts, often allowing complete multi-sided machining in fewer setups, though it does not mean every part justifies a 5-axis workflow.
Part Complexity
3-axis fits simple prismatic parts, flat plates, and components with features on a single face. 4-axis fits multi-sided or rotary features, such as shafts, sleeves, circular slots, radial holes, and multi-sided housings. 5-axis fits complex angled features, freeform surfaces, deep cavities, and impellers that require continuous, coordinated tool positioning.
Accuracy
More axes do not automatically mean higher accuracy. True component precision depends on machine condition, fixture rigidity, toolpath strategy, cutting tools, material stability, and inspection requirements. However, multi-axis machines can reduce accumulated setup error by completing multiple operations on different faces without manual repositioning.
Programming
3-axis CAM programming is usually more straightforward and requires minimal simulation because the tool orientation does not change. 4-axis programming needs rotary-axis and fixture consideration to ensure smooth rotation along a single plane. 5-axis programming needs more detailed CAM programming, dedicated post-processing, machine simulation, and careful collision checking to track the complex movements.
Cost
3-axis machining usually has lower machine and programming costs, making it a common lower-cost option for basic geometries. 4-axis machining may cost more than 3-axis but can reduce setup time for multi-face parts. 5-axis machining costs more due to machine rates and engineering prep, but it may reduce fixture work, manual setup time, or the total number of operations for complex parts.
Applications
3-axis: plates, brackets, slots, holes, shallow pockets, standard prismatic parts.
4-axis: shafts, sleeves, radial holes, keyways, circular slots, valve bodies, manifolds, multi-sided housings.
5-axis: impellers, turbine blades, molds, aerospace structures, medical implants, deep cavities, and complex freeform surfaces.
How to Choose Between 3 Axis, 4 Axis, and 5 Axis Machining
Choosing the machine axis configuration should always begin with the part drawing and processing requirements, rather than automatically opting for a higher axis count. Part structure, number of machined faces, side features, tolerance relationships, surface complexity, and total cost all influence the final process route.
Part Structure
Start by reviewing whether the part is a simple prismatic component, a multi-sided component, or a complex freeform part. Flat surfaces, standard holes, slots, and simple pockets are often suitable for 3-axis machining. Parts with radial holes, circular slots, keyways, or helical features may be better reviewed for 4-axis machining. Deep cavities, compound angles, and freeform surfaces may require 5-axis machining.
Machined Faces
A part with a single primary face containing features is often suitable for 3-axis machining. If features are distributed across multiple side faces that lie around a common center line, 4-axis machining can provide access without separate setups. When a part has multiple faces oriented at compound or non-standard angles, 5-axis machining is often evaluated to reach those surfaces.
Side Features
When a design requires cross-holes, radial slots, keyways, side ports, or circumferential grooves on a rounded or multi-faced profile, these features often make 4-axis machining worth reviewing. It allows the tool to maintain a proper approach to the centerline as the part indexes, avoiding the need to construct angled wedge fixtures or execute multiple manual setups on a 3-axis machine.
Complex Surfaces
For freeform profiles, continuous curves, or deep pockets with narrow clearances, 5-axis machining is often evaluated. The ability to continuously adjust the tool tilt allows a short ball-nose end mill to follow intricate geometry smoothly, avoiding tool deflection and chatter while helping to achieve a controlled surface finish that may be difficult or inefficient on fewer-axis machines.
Tolerances
If there are tight positional relationships between different faces, minimizing repeated setups becomes critical. 4-axis or 5-axis machining can help reduce accumulated setup errors, though the final precision still depends on machine condition, fixtures, tooling, and inspection methods.
Cost and Lead Time
Determining the right process route involves balancing the machine hourly rate against the total cost of production. For simple parts, 3-axis or 4-axis machining may remain more practical because the higher hourly rate of a 5-axis machine may not be justified. Conversely, for low-volume, complex components, 5-axis machining may reduce the need for specialized fixtures, combine multiple operations, and shorten lead time.
Conclusion
3-axis, 4-axis, and 5-axis machining are not simple levels of better or worse capability. 3-axis machining is often suitable for standard single-sided features and basic prismatic parts. 4-axis machining is commonly reviewed for side holes, circumferential grooves, and multi-sided indexing work, while 5-axis machining is often used for compound angles, deep cavities, and complex freeform surfaces. The final choice should be based on part geometry, workholding strategy, tolerance requirements, batch size, lead time, and total machining cost.


