
Если деталь, обрабатываемая на фрезерном станке с ЧПУ, имеет боковые отверстия, наклонные грани, криволинейные поверхности или элементы на нескольких сторонах, количество осей станка может повлиять как на доступ к заготовке, так и на общую себестоимость производства. Для простой детали может потребоваться только 3-осевая обработка, тогда как для детали с вращающимися элементами или сложными углами может потребоваться 4-осевая или 5-осевая обработка. Выбор правильной конфигурации часто зависит от того, как геометрия детали взаимодействует с траекториями инструмента, схемами закрепления заготовки и допусками.
В данной статье проводится сравнение 3-осевой, 4-осевой и 5-осевой обработки и объясняется, как выбрать оптимальный технологический процесс с учетом конструкции детали, требований к допускам, стоимости и сроков изготовления.
Что такое 3-осевая обработка?
3-осевая обработка является стандартной основой Фрезерование с ЧПУ. В этой конфигурации режущий инструмент перемещается вдоль линейных осей X, Y и Z, при этом ориентация инструмента, как правило, остается фиксированной относительно шпинделя.

Данная конфигурация обычно используется для обработки призматических деталей, у которых к большинству элементов можно получить доступ из одного фиксированного направления движения инструмента. К типичным геометрическим элементам, получаемым с помощью этого метода, относятся плоские поверхности, ступенчатые поверхности, прямые пазы, неглубокие карманы, просверленные отверстия и стандартные наружные профили.
Преимущества 3-осевой обработки
3-осевая обработка целесообразна в тех случаях, когда геометрия детали проста и к большинству элементов можно получить доступ при фиксированной ориентации инструмента. Ее преимущества заключаются в упрощении наладки, возможности прямого программирования и снижении затрат на обработку стандартных деталей с ЧПУ.
- Простая настройка: Простое закрепление заготовок и сокращение времени на подготовку способствуют ускорению запуска производства.
- Общие характеристики деталей: Обычно применяется для плоских поверхностей, неглубоких углублений, просверленных отверстий и резьбовых отверстий.
- Снижение затрат на обработку: Более низкие ставки за обработку и упрощенное программирование позволяют снизить затраты на обработку стандартных деталей.
- Стабильное производство: Благодаря отлаженному технологическому процессу 3-осевая обработка становится практичным решением для серийного производства стандартных деталей.
Ограничения 3-осевой обработки
Основные ограничения 3-осевой обработки становятся очевидными при обработке многогранных деталей или сложных криволинейных поверхностей. Эти ограничения могут привести к увеличению объема ручного труда и возникновению отклонений между отдельными операциями.
- Еще больше реконструкций: Многогранные детали требуют ручного переворачивания и повторного зажима, что увеличивает время обработки.
- Ограниченный боковой доступ: Для обработки боковых поверхностей обычно требуется дополнительная настройка, угловые приспособления или иная стратегия обработки.
- Риск ошибки при настройке: Частое ручное поворачивание детали создает риск накопления погрешности настройки между операциями.
- Ограничения сложных поверхностей: Сложные криволинейные поверхности требуют создания обширных траекторий обработки «от точки к точке», что может повлиять на продолжительность цикла обработки.
Что такое 4-осевая обработка?
4-осевая обработка основана на стандартном линейном перемещении с добавлением одной оси вращения, которая обычно обозначается как ось A (вращение вокруг оси X) или ось B (вращение вокруг оси Y). Такая конфигурация позволяет вращать заготовку, благодаря чему инструмент может обрабатывать несколько поверхностей за один рабочий цикл.
Это дополнительное перемещение позволяет станку обрабатывать несколько сторон детали в рамках одного программного цикла. К нему часто прибегают, когда на деталях необходимо проделать радиальные отверстия, окружные канавки, спиральные пазы или плоские элементы, распределенные вокруг центральной цилиндрической оси или многогранного призматического корпуса.
Преимущества 4-осевой обработки
4-осевая обработка целесообразна при обработке деталей, элементы которых распределены по нескольким плоским поверхностям или вдоль цилиндрической поверхности. Она позволяет сократить количество этапов обработки, избегая при этом части дополнительных затрат и сложностей программирования, характерных для 5-осевой обработки.
- Меньше ручной настройки: Автоматическое поворотное перемещение детали позволяет сократить необходимость в ручной перенастройке зажимных приспособлений при выполнении многосторонних операций.
- Удобный боковой доступ: Позволяет выполнять непрерывную или индексированную резку по периметру детали.
- Ротационная обработка сложных форм: Подходит для обработки радиальных отверстий, круглых пазов, шпоночных пазов и спиральных элементов.
- Улучшенные взаимосвязи между функциями: Обработка нескольких поверхностей за одну установку позволяет соблюдать допуски на положение между элементами детали.
Ограничения 4-осевой обработки
Хотя добавление оси вращения повышает гибкость, 4-осевая обработка ограничена наличием лишь одной плоскости вращения. Для деталей со сложными многонаправленными элементами по-прежнему может потребоваться проведение дополнительных операций.
- Одна ось вращения: Перемещение ограничено одной осью вращения, поэтому для обработки элементов с составным углом может по-прежнему потребоваться дополнительная наладка или другой метод обработки.
- Ограниченные составные углы: Неосевые отверстия, наклонные грани или сложные угловые поверхности могут потребовать использования специальных приспособлений или 5-осевой обработки.
- Расстояние между элементами крепления: Поворотные столы и патроны требуют тщательного расчета зазоров, чтобы избежать столкновения с инструментом.
- Дополнительная проверка CAM: Программирование требует координации вращающихся осей, что повышает необходимость в моделировании.
Что такое 5-осевая обработка?
5-осевая обработка использует три линейные оси и две поворотные оси, что позволяет инструменту или заготовке приближаться к детали под различными контролируемыми углами.

Его часто используют для расчета глубоких полостей, поверхностей произвольной формы, рабочих колес, пресс-форм, конструкций для аэрокосмической отрасли, а также деталей со сложными углами.
Преимущества 5-осевой обработки
5-осевая обработка подходит для изготовления конструкционных элементов, криволинейных поверхностей и деталей, требующих сложных угловых прорезов. В некоторых случаях инструмент можно расположить под более удобным углом, что позволяет использовать инструменты меньшей длины и обеспечить более стабильные условия резания при обработке сложных геометрических форм.
- Расширенный доступ к инструментам: Дополнительные оси обеспечивают лучший доступ инструмента к наклонным граням, подрезам и сложным поверхностям.
- Оптимальные углы наклона инструмента: Установка инструмента под более выгодным углом по отношению к заготовке может способствовать улучшению качества поверхности и продлению срока службы инструмента.
- Меньше сложных настроек: Для обработки сложных многогранных деталей может потребоваться меньшее количество настроек, что сокращает количество ручных перемещений между операциями.
- Сложная обработка поверхностей: Плавное одновременное перемещение часто используется при работе со сложными контурными формами.
Ограничения 5-осевой обработки
5-осевая обработка сопряжена с дополнительными затратами, увеличением объема работ по программированию и более строгими требованиями к проверке, поэтому её следует применять только в тех случаях, когда это оправдано геометрией детали. Высокая стоимость оборудования и сложность программирования означают, что к ней следует прибегать выборочно.
- Более высокая стоимость оборудования: Увеличение инвестиций в оборудование приводит к росту эксплуатационных расходов.
- Сложное программирование: Требует использования современного программного обеспечения для ЧПУ, точных постпроцессоров и соблюдения строгих протоколов моделирования.
- Дополнительные проверки на столкновения: Близкое расположение движущихся осей, зажимных приспособлений и шпинделя требует тщательной проверки на наличие столкновений.
- Не всегда экономично: 5-осевая обработка не всегда является экономически выгодной для простых пластин, стандартных отверстий, пазов или деталей низкой сложности.
В чём заключаются различия между 3-осевой, 4-осевой и 5-осевой обработкой?
Три метода механической обработки отличаются друг от друга не только количеством осей. Они влияют на то, как инструмент достигает детали, сколько перенастроек требуется, насколько сложные детали можно обрабатывать, а также на то, как меняются затраты на программирование и общая стоимость. Ниже приведено сравнение, основанное на реальных критериях выбора метода обработки.
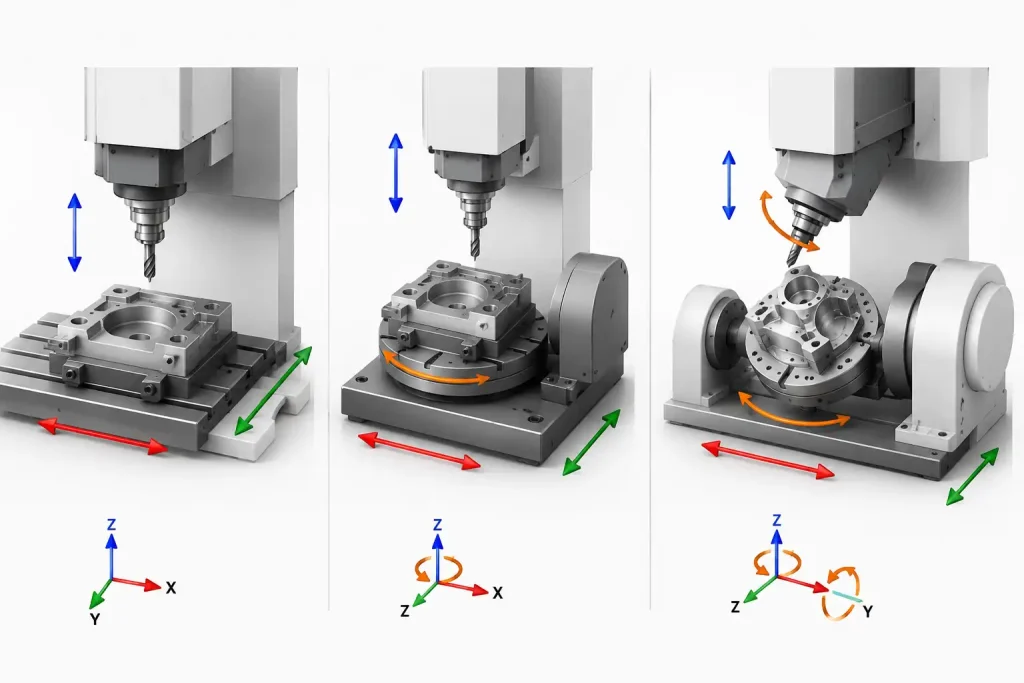
Движение оси
При 3-осевой обработке используются линейные перемещения по осям X, Y и Z, при этом ориентация инструмента, как правило, остается фиксированной. 4-осевая обработка добавляет одну ось вращения, что позволяет индексировать заготовку или вращать её вокруг одной центральной оси. При 5-осевой обработке добавляются две оси вращения, что обеспечивает более точное управление угловым перемещением инструмента или заготовки в процессе обработки. Это отличие влияет не только на движение станка, но и изменяет способ позиционирования детали, подход инструмента к материалу и планирование стратегии обработки.
Доступ к инструментам
Если к элементам можно получить доступ с фиксированного направления инструмента, обычно достаточно 3-осевой обработки. Если элементы расположены сбоку или по окружности, 4-осевая обработка дает явное преимущество. Если элементы включают сложные углы, глубокие полости или поверхности произвольной формы, стоит более тщательно рассмотреть возможность 5-осевой обработки.
Настройки
При 3-осевой обработке многогранных деталей может потребоваться их переворачивание и повторное закрепление, что приводит к дополнительной подготовке зажимных приспособлений и увеличению трудозатрат. 4-осевая обработка позволяет сократить количество ручных перезакреплений за счет автоматического поворота детали, обеспечивающего доступ шпинделя к различным сторонам. 5-осевая обработка может ещё больше сократить количество настроек для сложных деталей, зачастую позволяя выполнить полную многостороннюю обработку за меньшее количество настроек, хотя это не означает, что для каждой детали целесообразно использовать 5-осевой технологический процесс.
Сложность деталей
3-осевая обработка подходит для простых призматических деталей, плоских пластин и узлов с элементами на одной грани. 4-осевая обработка подходит для многогранных или вращательных элементов, таких как валы, втулки, кольцевые пазы, радиальные отверстия и многогранные корпуса. 5-осевая обработка подходит для сложных угловых элементов, поверхностей произвольной формы, глубоких полостей и рабочих колес, требующих непрерывного скоординированного позиционирования инструмента.
Точность
Большее количество осей не всегда означает более высокую точность. Фактическая точность деталей зависит от состояния станка, жесткости зажимного приспособления, стратегии траектории резания, режущих инструментов, стабильности материала и требований к контролю качества. Однако многоосевые станки позволяют снизить суммарную погрешность настройки за счет выполнения нескольких операций на разных гранях без ручного перемещения заготовки.
Программирование
3-осевое CAM-программирование, как правило, более простое и требует минимального моделирования, поскольку ориентация инструмента не меняется. При 4-осевом программировании необходимо учитывать вращательную ось и зажимное устройство, чтобы обеспечить плавное вращение в одной плоскости. 5-осевое программирование требует более детального CAM-программирования, специальной пост-обработки, моделирования работы станка и тщательной проверки на столкновения для отслеживания сложных движений.
Стоимость
3-осевая обработка, как правило, отличается более низкими затратами на оборудование и программирование, что делает её распространённым и более экономичным вариантом для обработки деталей с простой геометрией. 4-осевая обработка может стоить дороже 3-осевой, но позволяет сократить время наладки при изготовлении деталей с несколькими гранями. 5-осевая обработка обходится дороже из-за стоимости станка и инженерной подготовки, но может сократить объем работ по изготовлению приспособлений, время ручной наладки или общее количество операций при изготовлении сложных деталей.
Приложения
3-осевая обработка: пластины, кронштейны, пазы, отверстия, неглубокие углубления, стандартные призматические детали.
4-осевая обработка: валы, втулки, радиальные отверстия, шпоночные пазы, кольцевые пазы, корпуса клапанов, коллекторы, многогранные корпуса.
5-осевая обработка: рабочие колеса, лопатки турбин, пресс-формы, конструкции для аэрокосмической отрасли, медицинские имплантаты, глубокие полости и сложные поверхности произвольной формы.
Как выбрать между 3-осевой, 4-осевой и 5-осевой обработкой
Выбор конфигурации осей станка всегда следует начинать с чертежа детали и требований к обработке, а не автоматически отдавать предпочтение большему количеству осей. На окончательный технологический маршрут влияют такие факторы, как конструкция детали, количество обрабатываемых поверхностей, боковые элементы, взаимосвязь допусков, сложность поверхности и общая стоимость.
Структура части
Для начала определите, является ли деталь простым призматическим элементом, многогранным элементом или сложной деталью произвольной формы. Плоские поверхности, стандартные отверстия, пазы и простые карманы часто подходят для 3-осевой обработки. Детали с радиальными отверстиями, круглыми пазами, шпоночными пазами или спиралевидными элементами лучше рассмотреть для 4-осевой обработки. Глубокие полости, сложные углы и поверхности произвольной формы могут потребовать 5-осевой обработки.
Обработанные поверхности
Деталь с одной основной поверхностью, на которой расположены элементы, зачастую подходит для 3-осевой обработки. Если элементы распределены по нескольким боковым поверхностям, расположенным вокруг общей центральной линии, 4-осевая обработка позволяет обеспечить доступ к ним без дополнительной перенастройки станка. Когда деталь имеет несколько поверхностей, ориентированных под сложными или нестандартными углами, для обработки этих поверхностей часто рассматривается возможность применения 5-осевой обработки.
Дополнительные функции
Когда конструкция требует проходных отверстий, радиальных пазов, шпоночных пазов, боковых отверстий или окружных канавок на закруглённом или многогранном профиле, наличие таких элементов зачастую делает целесообразным рассмотрение возможности 4-осевой обработки. Она позволяет инструменту сохранять правильный подход к осевой линии при повороте детали, избавляя от необходимости изготавливать угловые клиновые приспособления или выполнять многократную ручную настройку на 3-осевом станке.
Сложные поверхности
Для профилей произвольной формы, непрерывных кривых или глубоких углублений с узкими зазорами, 5-осевая обработка часто оценивается. Возможность плавной регулировки угла наклона инструмента позволяет короткой фрезе с шаровидной головкой плавно повторять сложную геометрию, предотвращая прогиб и вибрацию инструмента, а также способствуя получению контролируемого качества поверхности, что может быть затруднительно или неэффективно на станках с меньшим количеством осей.
Допуски
Если между различными поверхностями существуют строгие требования к взаимному расположению, крайне важно свести к минимуму количество повторных настроек. 4-осевая или 5-осевая обработка может помочь снизить суммарные погрешности настройки, хотя конечная точность по-прежнему зависит от состояния станка, приспособлений, инструмента и методов контроля.
Стоимость и время выполнения
Выбор оптимальной технологической схемы предполагает сопоставление почасовой ставки станка с общими затратами на производство. Для простых деталей 3-осевая или 4-осевая обработка может оставаться более целесообразной, поскольку более высокая почасовая производительность 5-осевого станка может оказаться неоправданной. И наоборот, для сложных деталей, выпускаемых небольшими партиями, 5-осевая обработка может снизить потребность в специализированных приспособлениях, объединить несколько операций и сократить сроки изготовления.
Заключение
3-осевая, 4-осевая и 5-осевая обработка — это не просто уровни, характеризующиеся большей или меньшей эффективностью. 3-осевая обработка часто подходит для стандартных односторонних элементов и простых призматических деталей. 4-осевая обработка обычно рассматривается для боковых отверстий, окружных канавок и многосторонних операций с индексацией, в то время как 5-осевая обработка часто используется для сложных углов, глубоких полостей и сложных поверхностей произвольной формы. Окончательный выбор должен основываться на геометрии детали, стратегии закрепления заготовки, требованиях к допускам, размере партии, сроках изготовления и общей стоимости обработки.


