

При изготовлении деталей с ЧПУ многие металлические детали не обрабатываются непосредственно до конечных размеров из заготовки. Вместо этого они часто проходят этапы черновой и получистовой обработки, пока материал находится в более поддающемся обработке состоянии. В данном руководстве объясняется, как работает мягкая обработка, какие методы и инструменты обычно используются, для каких типов деталей она подходит и как она соотносится с последующей термообработкой и твердой обработкой.
Что такое мягкая обработка?
Термин «мягкая обработка» относится к Обработка на станках с ЧПУ этап, выполняемый до того, как деталь достигнет своей окончательной твердости. Он часто используется для черновой и получистовой обработки, а также для формирования основной геометрии детали перед термообработкой.
Этот процесс не сводится лишь к обработке мягких материалов. Он часто применяется для обработки стали, инструментальной стали, легированной стали, подшипниковой стали, литейной стали и других металлов, которые впоследствии могут подвергаться закалке, шлифованию или финишной обработке. При мягкой обработке оставляется необходимый припуск на последующую термообработку, глубокую механическую обработку, шлифование или контроль качества.
Как работает мягкая обработка?
Мягкая механическая обработка, как правило, осуществляется в соответствии со структурированной технологической схемой, зависящей от состояния материала, геометрии детали и требований к последующей термообработке.
Подготовка материалов
Мягкая механическая обработка обычно начинается с исходного заготовки, кованых заготовок, литых заготовок или заготовок, имеющих форму, близкую к конечной. В зависимости от марки материала и требований к конечным эксплуатационным характеристикам материал может быть отожжен, нормализован или предварительно закален.
Установка системы отсчета
При мягкой механической обработке часто важно установить стабильные опорные точки. Эти опорные точки служат основой для последующих этапов: черновой и получистовой обработки, контроля после термообработки и окончательной чистовой обработки.
Черновая обработка
При черновой обработке удаляется большая часть лишнего материала и формируются приблизительные очертания, ступени, плоскости, отверстия или углубления. На этом этапе основное внимание уделяется скорости съема материала и стабильности процесса.
Полуфабрикаты
Полуфинишная обработка позволяет приблизить деталь к окончательной геометрии и подготовить некритические элементы. Критические отверстия, уплотнительные поверхности, седла подшипников и опорные поверхности обычно оставляют с припуском для последующей финишной обработки.
Управление надбавками
Контроль припусков является одним из ключевых моментов при мягкой обработке. Термообработка может привести к изменению размеров или деформации, поэтому при мягкой обработке необходимо оставлять достаточный запас материала для последующей твёрдой обработки, шлифования или чистовой обработки.
Термообработка и отделка
После мягкой механической обработки деталь может подвергаться закалке, отпуску, обработке поверхности, твёрдой механической обработке, шлифованию или окончательному контролю. Мягкая механическая обработка создаёт геометрическую основу для последующих операций.
Распространенные методы мягкой обработки
Методы мягкой обработки выбираются с учетом механических свойств конкретного материала, таких как пластичность или твердость, а также необходимости обеспечить базовую геометрию при сохранении стабильности размеров. Основное внимание при этих методах уделяется контролю условий резания — таких как острота инструмента, режущие силы и управление тепловым режимом — для предотвращения деформации, образования заусенцев и повреждения поверхности в материалах, которые могут быть склонны к деформации или требуют последующей высокоточной чистовой обработки.
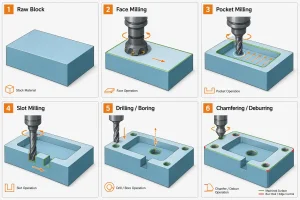
Фрезерование с ЧПУ
Фрезерование с ЧПУ используется для обработки пластин, кронштейнов, корпусов, карманов, пазов, контуров и сложных призматических форм. При обработке мягких материалов успех часто зависит от использования острого высококачественного инструмента и стабильного закрепления заготовки, что позволяет свести к минимуму вибрацию и прогиб материала. Правильное управление глубиной резания и скоростью подачи помогает предотвратить отколы кромок, образование заусенцев и деформацию под воздействием тепла, особенно в материалах с низкой жесткостью.
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ обычно применяется при обработке валов, втулок, штифтов, фитингов и других вращающихся деталей. При обработке более мягких металлов, пластмасс или тонкостенных деталей параметры токарной обработки обычно оптимизируются с целью снижения давления резания и трения. Такой подход помогает предотвратить типичные проблемы, возникающие при обработке мягких материалов, такие как повреждение поверхности, деформация под давлением и образование волокнистых заусенцев, которые могут затруднить последующую чистовую обработку или сборку.
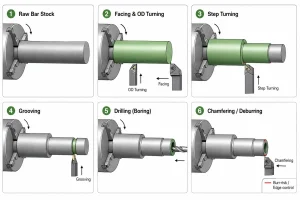
Бурение и расточка
Бурение и скучно необходимы для создания или доработки внутренних элементов, таких как направляющие отверстия или седла подшипников. При обработке мягких материалов качество отверстий часто зависит от поддержания остроты инструмента и эффективного удаления стружки, что позволяет избежать разрывов или переразмерных отверстий, особенно при работе с такими материалами, как медные сплавы или пластмассы. Тщательный контроль скорости подачи и использование надлежащей опоры во время сверления помогают обеспечить точность и предотвратить отколы на выходных поверхностях.
Нарезание резьбы и резьбофрезерование
Нарезание резьбы и резьбофрезерование используются для получения внутренней или наружной резьбы на детали. Поскольку более мягкие или пластичные материалы подвержены разрыву резьбы, деформации или образованию значительных заусенцев, крайне важно правильно подобрать геометрию инструмента и систему смазки. Регулирование скорости резания и обеспечение эффективного удаления стружки помогают получить более чистую и точную резьбу, соответствующую требованиям сборки, без повреждения окружающих элементов детали.
Грубое шлифование и подготовка кромок
Операции чернового шлифования, снятия фасок и удаления заусенцев используются для доработки поверхностей, кромок и переходных зон на этапе мягкой обработки. Эти этапы играют ключевую роль в удалении заусенцев, сглаживании острых кромок и улучшении общего состояния поверхности для последующей сборки или таких видов обработки поверхности, как анодирование. Выполнение этих операций с контролируемым давлением и скоростью гарантирует, что уточненные характеристики детали останутся неизменными при ее подготовке к конечному использованию или этапу.
Распространенные материалы для мягкой механической обработки
Выбор материалов для обработки мягких материалов, как правило, зависит от их твердости, сопротивления резанию, термочувствительности, а также от требований последующей обработки. В производстве с ЧПУ обработка мягких материалов применяется не только для черновой обработки металлических деталей перед термообработкой, но и широко используется для неметаллических и цветных материалов с целью формирования базовой геометрии перед окончательной чистовой обработкой.
Инженерные пластики
Такие материалы, как POM, нейлон, PTFE, PEEK и ABS, широко используются для изготовления прототипов, изоляторов, втулок и облегченных корпусов. При мягкой механической обработке этих материалов основная цель заключается в оптимизации параметров резания для контроля деформации от зажима, накопления тепла, образования заусенцев и стабильности размеров, что позволяет избежать отклонений в точности, вызванных тепловым расширением или снятие напряжений.
Композитные материалы
Материалы, армированные стекловолокном, углеродным волокном, а также FR4 и G10 часто используются для изготовления несущих панелей, крепежных элементов и облегченных деталей. Основное внимание здесь уделяется предотвращению расслоения, расколу волокон по краям, образованию пыли и износу инструмента. Данный процесс часто требует применения специальных стратегий резки и износостойких инструментов для сохранения структурной целостности материала.
Цветные металлы
Алюминиевые и медные сплавы, а также другие аналогичные металлы обладают относительно низким сопротивлением резанию, что делает их идеальными для обработки мягких материалов. В случае алюминиевых кронштейнов, корпусов и монтажных пластин задача состоит в быстром удалении большого объема материала и формировании основных элементов, таких как отверстия и пазы. При производстве соединителей из медных сплавов и прецизионных втулок основное внимание уделяется поддержанию остроты инструмента для минимизации заусенцев и точному регулированию давления зажима, чтобы предотвратить деформацию детали.
Какие инструменты для мягкой обработки наиболее распространены?
При выборе инструмента основное внимание уделяется обеспечению максимальной эффективности и управлению сроком службы инструмента на начальных этапах производства.
-
Фрезерные инструменты: Стандартным инструментом являются концевые, торцевые и черновые фрезы. Концевые фрезы используются для обработки карманов и контуров, торцевые фрезы — для создания плоских опорных поверхностей, а черновые фрезы — для эффективного снятия больших объемов материала.
-
Токарные инструменты: К ним относятся токарные пластины, инструменты для нарезания канавок, отрезные инструменты и резьбонарезные инструменты. Токарные пластины предназначены для обработки диаметров и буртиков, а инструменты для нарезания канавок — для подготовки разгрузочных канавок или канавок под стопорные кольца.
-
Инструменты для сверления отверстий: Сверла служат для просверливания начальных отверстий, расточные штанги — для уточнения положения отверстий, а развертки используются в тех случаях, когда требуется более высокое качество поверхности.
-
Инструменты для нарезания резьбы: Для нарезания внутренней и наружной резьбы используются метчики и резьбонарезные фрезы. Решение о том, следует ли нарезать резьбу до термообработки, зависит от склонности материала к деформации и требований к точности резьбы.
-
Вспомогательные инструменты: Инструменты для снятия фасок, зачистки заусенцев и чернового шлифования помогают подготовить кромки и поверхности, обеспечивая надлежащее состояние детали перед термообработкой.
Примеры мягкой обработки при производстве деталей с ЧПУ
В приведенных ниже примерах показаны типичные детали, при изготовлении которых применяется мягкая механическая обработка для формирования базовой геометрии перед термообработкой, твёрдой механической обработкой или окончательной отделкой. Основное внимание уделяется созданию базовых форм, расположению отверстий, ступенчатых переходов и монтажных элементов, пока материал находится в состоянии, более поддающемся механической обработке.
-
Фрезерование алюминиевых кронштейнов: Фрезерование монтажных поверхностей, выемки для облегчения конструкции, отверстий под болты и внешних контуров из алюминиевой пластины или блока с целью формирования базовой конструкции облегченных кронштейнов или соединительных элементов.
-
Токарная обработка стальных ступенчатых валов: Токарная обработка стальных прутков перед термообработкой с целью предварительной обработки наружного диаметра, торцевых поверхностей, ступеней, разгрузочных канавок и седла подшипника, а также придания основной формы приводным валам, установочным валам или штифтам.
-
Черновая обработка вставки формы: Фрезеровка стальных блоков пресс-формы для получения опорных поверхностей, контуров полостей, гнезд для пластин и монтажных отверстий, что обеспечивает формирование основной конструкции пресс-формы до термообработки.
-
Предварительная обработка заготовки шестерни: Токарная обработка и растачивание стальных круглых заготовок с целью получения готовых торцевых поверхностей, наружных диаметров, центральных отверстий и опорных поверхностей, а также подготовка детали к последующему зубофрезерованию, термообработке или финишной обработке зубьев.
-
Обработка втулок и вкладышей: Токарная обработка и растачивание стальных или легированных материалов с целью формирования внутренних отверстий, наружных диаметров, торцевых поверхностей, фасок и масляных канавок, что позволяет создать базовые элементы, необходимые для последующей обработки прилегающих поверхностей или проведения процедур по повышению износостойкости.
Области применения мягкой механической обработки

Мягкая обработка широко применяется при производстве деталей с ЧПУ, для которых требуются низкие режущие усилия, стабильное закрепление, контроль заусенцев, формирование основной формы или последующая прецизионная отделка. Она подходит для широкого спектра материалов — включая инженерные пластики, композиты и цветные металлы — а также для металлических деталей, требующих термообработки или окончательной прецизионной доработки, эффективно сочетая эффективность производства с качеством деталей.
-
Автомобили: Обычно применяется для изготовления приводных валов, заготовок зубчатых колес, втулок, вкладышей, ступиц, кронштейнов и деталей подшипниковых узлов. Мягкая механическая обработка, как правило, используется для формирования базовой геометрии, определения положения отверстий, ступеней или сопрягаемых поверхностей перед тем, как деталь поступает на термообработку, шлифование или окончательный контроль.
-
Аэрокосмическая промышленность: Включает в себя кронштейны из алюминиевого сплава, легкие монтажные пластины, соединительные элементы, композитные панели и детали крепежа. При механической обработке основное внимание уделяется контролю режущих сил, чтобы предотвратить деформацию тонкостенных деталей, при этом обеспечивая высокое качество критически важных кромок и отверстий.
-
Электроника и электротехника: Включает в себя изготовление изоляторов из инженерного пластика, плат из FR4/G10, разъемов из медных сплавов, латунных клемм, радиаторных конструкций и прецизионных миниатюрных корпусов. Приоритетными задачами производственного процесса являются минимизация заусенцев, качество отверстий, состояние поверхности и стабильность размеров.
-
Медицинские приборы: Часто используется для изготовления прототипов, компонентов хирургических фиксаторов, втулок, соединителей, облегченных кронштейнов и различных прецизионных металлических деталей. При мягкой механической обработке особое внимание уделяется стабильному закреплению заготовки, качеству поверхности и соблюдению необходимых припусков для последующих этапов финишной обработки.
-
Оборудование и пресс-формы: Широко применяется при изготовлении вставок для пресс-форм, пластин, блоков штампов, пуансонов, монтажных блоков, направляющих и механических опор. Мягкая механическая обработка позволяет выполнять черновую обработку контуров полостей, опорных поверхностей, монтажных отверстий и основных конструкций, что значительно облегчает проведение окончательной доводки, когда материал находится в состоянии высокой твердости.
-
Потребительские товары: Включает корпуса из ABS, POM, нейлона, PEEK, алюминия и меди, функциональные прототипы, нестандартные приспособления, втулки и детали, выпускаемые небольшими партиями. Мягкая механическая обработка позволяет быстро и экономично сформировать базовую геометрию детали перед проведением окончательной обработки поверхности, сборкой, испытаниями или доработкой размеров.
Преимущества мягкой обработки
Мягкая механическая обработка обладает рядом технологических преимуществ, которые способствуют оптимизации производственных процессов:
-
Эффективность механической обработки: Обработка до окончательной закалки обычно лучше подходит для снятия большого объема материала.
-
Управление нагрузкой при резке: С силами резания часто легче справиться, если материал находится в состоянии, более подходящем для механической обработки.
-
Управление сроком службы инструмента: Износ инструмента зачастую проще контролировать до термообработки, особенно в случае многих стальных деталей.
-
Подготовка отверстий и резьбы: Отверстия, пазы и резьбу часто проще подготовить до того, как материал достигнет более высокой твёрдости.
-
Припуск на обработку: Мягкая обработка позволяет сохранить материал для последующей твёрдой обработки, шлифования или прецизионной чистовой обработки.
-
Гибкость процессов: Это позволяет инженерам планировать термообработку, контроль качества и окончательную механическую обработку в рамках единого технологического цикла.
Недостатки мягкой обработки
Мягкая обработка сопряжена с определенными ограничениями, которые необходимо учитывать на этапе проектирования и изготовления.
-
Окончательная погрешность измерения: Термическая обработка может привести к изменению размеров или формы, поэтому при механической обработке мягких материалов обычно невозможно точно определить все конечные размеры.
-
Требования к надбавкам: Необходимо оставлять запас материала для последующей корректировки, что сказывается на планировании запасов и сроках последующей обработки.
-
Более длинный технологический маршрут: Термообработка, обработка твердых материалов, шлифование и контроль качества могут увеличить общую продолжительность производственного цикла.
-
Финишная обработка после обработки: Критические поверхности зачастую по-прежнему требуют механической обработки, шлифования или прецизионной чистовой обработки после термообработки.
-
Риск искажения: Тонкие стенки, длинные детали или участки с неравномерной толщиной могут деформироваться в процессе термообработки.
-
Сложность планирования технологического процесса: Данный технологический процесс требует согласованности действий между этапами механической обработки, термообработки, контроля и финишной обработки.
Распространенные проблемы и рекомендации по оптимизации при мягкой обработке
Мягкая механическая обработка полезна для первоначального снятия материала, однако за ней обычно следуют термообработка, твёрдая механическая обработка, шлифование и контроль качества. По этой причине качество конечной детали зависит не только от самой мягкой механической обработки, но и от контроля припусков, риска деформации, выбора системы координат, а также от того, насколько слаженно выполняются последующие процессы.
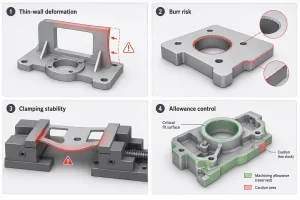
Деформация в результате термообработки
Термическая обработка может привести к изменению размеров, короблению или локальным деформациям, особенно в случае тонкостенных деталей, длинных валов, глубоких пазов и неравномерных сечений. Если деформация затрагивает положение отверстий, посадочные места подшипников, уплотнительные поверхности или опорные плоскости, это затрудняет последующую чистовую обработку.
При механической обработке мягких материалов следует оставлять достаточный запас на доработку и заблаговременно выявлять участки с повышенным риском. На данном этапе критические поверхности, как правило, не обрабатываются непосредственно до конечных размеров; их финишная обработка часто производится после термообработки.
Припуск на обработку
Если припуск слишком мал, может не хватить материала для корректировки изменений размеров после термообработки. Если припуск слишком велик, последующая обработка на твердых материалах или шлифование займут больше времени и увеличат износ инструмента.
Припуск следует рассчитывать с учетом материала, метода термообработки, размеров детали и конечных требований к допуску. Для седелок подшипников, прецизионных отверстий, уплотнительных поверхностей и других критически важных участков можно применять контролируемый локальный припуск вместо одинакового припуска на всех поверхностях.
Тонкие стенки и длинные детали
Тонкостенные детали и длинные валы подвержены деформации при зажиме, резании и термообработке. Если при механической обработке мягких материалов за один раз снимается слишком много материала, деталь может погнуться, начать вибрировать или приобрести неравномерную толщину стенок.
Обычно такие детали лучше обрабатывать поэтапно с использованием надежных зажимных приспособлений. Равномерное снятие материала, снижение локальных режущих нагрузок и промежуточный контроль качества также помогают снизить риск деформации.
Управление критическими поверхностями
Седла подшипников, уплотнительные поверхности, прецизионные отверстия, опорные поверхности и поверхности скольжения напрямую влияют на точность сборки, вращения, уплотнения или позиционирования. Если обработка этих поверхностей будет выполнена слишком рано, последующая термообработка или повторное закрепление могут привести к изменению их размеров или положения.
Более надежный подход заключается в том, чтобы при механической обработке в горячем состоянии придать детали основную форму и придать ей полуготовый вид. После термообработки можно провести окончательную механическую обработку в соответствии с требованиями к допускам, округлости, плоскостности или шероховатости поверхности.
Планирование технологического маршрута
Мягкая механическая обработка не является изолированной операцией. Ее необходимо планировать в комплексе с термообработкой, твёрдой механической обработкой, шлифованием и контролем качества. Если выбор базовой плоскости, стратегия припуска или контрольные точки не будут заранее спланированы, последующие операции могут потребовать повторной наладки, дополнительной корректировки или доработки.
Перед началом производства необходимо согласовать последовательность обработки, базовые точки, требования к термообработке и припуск на чистовую обработку. Таким образом, мягкая обработка не только обеспечивает снятие материала, но и способствует достижению конечного качества детали.
Мягкая обработка против твёрдой обработки
Основные различия между этими процессами заключаются в состоянии материала, этапе обработки и целях производства. Мягкая обработка обычно осуществляется до окончательной закалки, тогда как твёрдая обработка — после термообработки или после того, как материал достигает более высокой твёрдости.
На многих производственных линиях с ЧПУ эти два процесса не являются альтернативными, а скорее дополняют друг друга. Мягкая обработка предназначена для первоначального снятия материала и базовой формовки, тогда как твёрдая обработка или шлифование — для придания окончательных размеров, обработки ключевых поверхностей и обеспечения точности.
| Аспект | Мягкая обработка | Тяжёлая механическая обработка |
| Состояние материала | До окончательного затвердевания | После термообработки |
| Основная цель | Машинная обработка, основы геометрии | Конечные размеры, точность |
| Типичная стадия | Ранний или средний маршрут | Последующая технологическая схема |
| Типичные операции | Черновая обработка, сверление, токарная обработка | Твёрдое точение, шлифование |
| Основные направления планирования | Надбавка за подготовку к термообработке | Допуск, качество поверхности |
Если для детали требуются как конечная твердость, так и строгий контроль размеров, то обработку мягких материалов, термообработку, обработку твердых материалов и шлифование следует планировать как единую технологическую схему.
Заключение
Мягкая обработка — это стандартный процесс на ранних этапах ЧПУ, применяемый для удаления материала, базовой формовки и подготовки перед термообработкой или финишной обработкой. Она повышает эффективность на ранних этапах и создает необходимые условия для последующих высокоточных операций.
Успешная мягкая механическая обработка зависит от состояния материала, расчета припусков, характера деформаций при термообработке и требований к конечным допускам. Вы можете предоставить свои чертежи инженерной команде Minhe для оценки технологичности и получения коммерческого предложения.


