

在数控零件生产中,许多金属部件并非直接从毛坯加工至最终尺寸。 相反,它们通常会在材料处于更易加工的状态下,先经历粗加工和半精加工阶段。本指南将阐述软加工的工作原理、常用的方法和工具、适用的零件类型,以及它与后续热处理和硬加工之间的关联。
什么是软加工?
软加工是指一种 数控加工 在零件达到最终硬度之前的加工阶段。该阶段通常用于粗加工、半精加工,以及在热处理前确立零件的基本几何形状。
这一工艺并非仅仅指对软质材料的加工。它通常适用于钢、工具钢、合金钢、轴承钢、模具钢以及其他可能在后续工序中进行淬火、磨削或精加工的金属材料。软加工会预留必要的加工余量,以满足后续热处理、硬加工、磨削或检测的需求。
软加工是如何工作的?
软加工通常遵循一套结构化的工艺流程,该流程基于材料状态、零件几何形状以及后续热处理的要求。
材料准备
软加工通常以毛坯、锻坯、铸坯或近净形坯料为起点。根据材料等级和最终性能要求,材料可能经过退火、正火或预硬化处理。
基准面建立
在软加工过程中建立稳定的基准往往至关重要。这些基准为后续的粗加工、半精加工、热处理后检测以及最终精加工阶段提供支撑。
粗加工
粗加工可去除大部分多余材料,并形成大致的外部轮廓、台阶、平面、孔洞或凹槽。此阶段的重点在于材料去除率和工艺稳定性。
半精加工
半精加工使工件更接近最终几何形状,并为非关键特征做好准备。关键孔、密封面、轴承座和基准面通常会预留余量,以便后续进行精加工。
津贴管理
余量控制是软加工的关键要点之一。热处理可能会导致尺寸变化或变形,因此软加工应预留足够的余量,以供后续的硬加工、磨削或精加工使用。
热处理与表面处理
软加工完成后,工件可能需要进行淬火、回火、表面处理、硬加工、磨削或最终检验。软加工为后续这些工序奠定了几何基础。
常见的软加工方法
软加工方法的选择基于特定材料的力学性能(如延展性或硬度),以及在保持尺寸稳定性的同时实现基础几何形状的需求。 这些方法的重点在于控制切削条件——例如刀具锋利度、切削力和热管理——以防止易变形或需要后续高精度精加工的材料发生变形、产生毛刺及表面损伤。
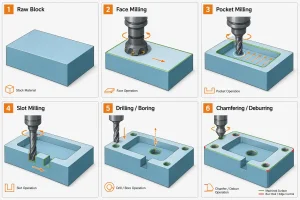
数控铣床
数控铣床 适用于板材、支架、壳体、凹槽、开槽、轮廓以及复杂的棱柱形零件。在软质材料加工中,加工成功与否往往取决于是否使用了锋利的高性能刀具以及稳定的夹持装置,以最大限度地减少振动和材料变形。 正确控制切深和进给速度有助于防止切边崩裂、毛刺形成以及热变形,特别是在刚度较低的材料上。
数控车削
数控车削 通常应用于轴、套筒、衬套、销、接头及其他旋转部件。 在加工较软的金属、塑料或薄壁零件时,通常会优化车削参数以减小切削压力和摩擦。这种做法有助于防止常见的软材料加工问题,例如表面划伤、压塑变形以及丝状毛刺的堆积,这些问题可能会给后续的精加工或装配带来困难。
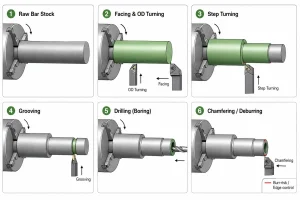
钻孔和镗孔
钻探和 没意思 对于加工或精修内部特征(如导向孔或轴承座)至关重要。在软质材料加工中,孔的质量往往取决于能否保持刀具锋利度并高效排屑,以避免撕裂或孔径过大,特别是在铜合金或塑料等材料上。 在钻孔过程中,仔细控制进给速度并使用适当的支撑,有助于确保精度并防止出孔面发生崩边。
攻丝与螺纹铣削
攻丝和螺纹铣削用于在工件上加工内螺纹或外螺纹。由于较软或延展性较好的材料容易出现螺纹撕裂、变形或严重毛刺堆积,因此选择正确的刀具几何形状和润滑方式至关重要。 控制切削速度并确保有效的切屑排出,有助于加工出更光洁、更精确的螺纹,既能满足装配要求,又不会损坏周围的材料特征。
粗磨与边缘处理
在软加工阶段,会进行粗磨、倒角和去毛刺等工序,以优化表面、边缘及过渡区域。这些步骤对于去除毛刺、磨圆锐边以及改善整体表面状态至关重要,为后续的装配或阳极氧化等表面处理做好准备。 在受控的压力和速度下执行这些操作,既能确保零件的精细特征完好无损,又能使其为最终使用或后续工序做好准备。
软加工的常用材料
软加工用材料的选择通常取决于硬度、切削阻力、热敏性以及后续加工要求。在数控加工中,软加工不仅用于热处理前对金属零件进行粗加工,还广泛应用于非金属和有色金属材料,以在最终精加工前建立基础几何形状。
工程塑料
POM、尼龙、PTFE、PEEK 和 ABS 等材料常用于制造原型件、绝缘体、衬套和轻量化外壳。 在对这些材料进行软加工时,主要目标是优化切削参数,以控制夹紧变形、热量积聚、毛刺形成及尺寸稳定性,从而避免因热膨胀或应力释放导致的精度偏差。
复合材料
玻璃纤维增强材料、碳纤维增强材料、FR4 和 G10 常用于制造结构面板、夹具和轻量化部件。 此处的重点在于控制分层、边缘纤维碎裂、粉尘产生以及刀具磨损。该工艺通常需要采用专门的切割策略和耐磨刀具,以保持材料的结构完整性。
有色金属
铝合金、铜合金及其他类似金属的切削阻力相对较低,因此非常适合软质材料加工。 对于铝制支架、外壳和安装板,加工目标是快速去除大量材料并形成孔和槽等基本特征。对于铜合金连接件和精密衬套,重点则转向保持刀具锋利以尽量减少毛刺,并精确控制夹紧压力以防止工件变形。
常见的软加工工具有哪些?
在生产初期,选型工作主要侧重于最大限度地提高效率并管理刀具寿命。
-
铣削刀具: 立铣刀、端面铣刀和粗铣刀是标准刀具。立铣刀用于加工槽和轮廓,端面铣刀用于加工平面的基准面,而粗铣刀则能高效地去除大量余料。
-
车削刀具: 其中包括车削刀片、开槽刀具、切断刀具和攻丝刀具。车削刀片用于加工直径和台阶,而开槽刀具则用于加工后角槽或卡环槽。
-
钻孔工具: 钻头用于钻出导向孔,镗杆用于精定孔位,而当需要更高的表面质量时则使用铰刀。
-
螺纹加工工具: 丝锥和螺纹铣刀用于加工内螺纹和外螺纹。是否在热处理前进行螺纹加工,取决于材料的变形倾向以及对螺纹精度的要求。
-
辅助工具: 倒角工具、去毛刺工具和粗磨砂轮有助于处理边缘和表面,确保工件处于适合热处理的状态。
数控零件生产中的软加工实例
以下示例展示了在热处理、精加工或最终精整之前,通常采用软加工来准备基本几何形状的典型部件。其重点在于利用材料处于更易加工的状态时,形成基础形状、孔位、台阶和安装结构。
-
铝制支架铣削:通过铣削铝板或铝坯的安装面、减重凹槽、螺栓孔及外部轮廓,形成轻量化支架或连接件的基本结构。
-
钢制阶梯轴车削:在热处理前对钢棒进行车削,以完成外径、端面、台阶、疏油槽和轴承座的预加工,从而确定驱动轴、定位轴或销轴的基本形状。
-
模具嵌件粗加工:对模具钢坯进行铣削加工,以形成加工基准面、型腔轮廓、刀片座和安装孔,确保模具刀片在热处理前具备基本结构。
-
齿轮坯料的预加工: 对钢制圆坯进行车削和镗孔,以加工出完整的端面、外径、中心孔和基准面,为后续的滚齿、热处理或齿面精加工做好准备。
-
套筒和衬套的加工: 对钢或合金材料进行车削和镗削,以形成内孔、外径、端面、倒角和油槽,从而形成后续配合面加工或耐磨处理所需的基本特征。
软加工的应用

软加工常用于生产那些需要低切削力、稳定夹持、毛刺控制、基础成型或后续精密精加工的数控零件。 该工艺适用于多种材料——包括工程塑料、复合材料和有色金属——以及需要热处理或最终精密调整的金属零件,在生产效率与零件质量之间实现了有效的平衡。
-
汽车:通常用于传动轴、齿轮坯、套筒、衬套、轮毂、支架以及轴承相关部件。在零件进入热处理、磨削或最终检验工序之前,通常采用粗加工来确定基本几何形状、孔位、台阶或配合结构。
-
航空航天:涵盖铝合金支架、轻质安装板、结构连接件、复合面板及夹具部件。加工的重点通常在于控制切削力,以防止薄壁零件变形,同时确保关键边缘和孔洞的高质量。
-
电子与电气:涉及工程塑料绝缘体、FR4/G10电路板、铜合金连接器、黄铜端子、散热结构以及精密小型外壳。工艺重点在于最大限度减少毛刺、孔洞质量、表面状态以及尺寸稳定性。
-
医疗设备:常用于原型件、外科手术夹具部件、套筒、连接器、轻量化支架以及各类精密金属零件。软加工工艺注重稳定的工件夹持、表面光洁度,并为最终精加工阶段预留适当的余量。
-
工装与模具:广泛应用于模具镶件、模板、模座、冲头、安装座、导轨及机械支撑件的制造。软加工技术可用于对型腔轮廓、基准面、安装孔及主要结构进行粗加工,从而显著降低材料处于高硬度状态时进行最终调整的难度。
-
消费品:包括ABS、POM、尼龙、PEEK、铝和铜制外壳、功能性原型、定制夹具、衬套以及小批量零部件。软加工有助于在进行最终表面处理、装配测试或尺寸精修之前,快速且经济地建立零件的基础几何形状。
软加工的优势
软加工具有多项工艺优势,有助于优化生产流程:
-
切削效率: 在最终淬火前进行机加工通常更适合去除大量材料。
-
切削负载控制: 在材料加工性能较好的状态下,切削力通常更容易控制。
-
刀具寿命管理: 在热处理之前,通常更容易控制刀具磨损,特别是对于许多钢制零件而言。
-
孔和螺纹的加工: 在材料硬度尚未达到较高水平之前,通常更容易加工孔、槽和螺纹。
-
缝份:软加工有助于保留材料,以便后续进行硬加工、磨削或精密精加工。
-
工艺灵活性:它使工程师能够将热处理、检测和最终机加工作为一个连贯的工艺流程进行规划。
软加工的缺点
软加工存在固有的局限性,在设计和制造阶段必须予以考虑。
-
最终尺寸不确定度: 热处理可能会导致尺寸或形状发生变化,因此仅靠常温加工通常无法确定所有最终尺寸。
-
津贴要求: 必须预留额外的余量以便后续修正,这会影响库存规划和后续的加工时间。
-
更长的工艺路线: 热处理、精加工、磨削和检测会延长整体制造周期。
-
后处理精加工: 关键表面在热处理后通常仍需进行硬加工、磨削或精密精加工。
-
失真风险: 壁薄、较长的零件或形状不规则的部位在热处理过程中可能会发生变形。
-
工艺规划难度: 该工艺流程需要加工、热处理、检测和最终精加工环节之间的协调配合。
软加工中的常见挑战与优化建议
软加工适用于初期的毛坯切除,但通常随后还需要进行热处理、硬加工、磨削和检测。因此,最终零件的质量不仅取决于软加工本身,还取决于余量控制、变形风险、基准设定策略以及后续工序的衔接程度。
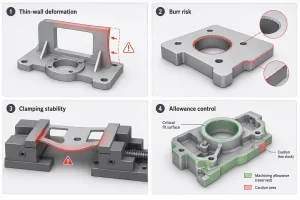
热处理变形
热处理可能会导致尺寸变化、翘曲或局部变形,尤其是对于薄壁零件、长轴、深槽以及截面不均匀的零件。一旦变形影响到孔位、轴承座、密封面或基准面,后续的精加工就会变得更加困难。
在软加工过程中,应预留足够的可修正余量,并尽早识别高风险几何形状。在此阶段,关键表面通常不会直接加工至最终尺寸,而往往在热处理后进行精加工。
加工余量
如果余量过小,热处理后可能没有足够的余量来修正尺寸变化。如果余量过大,后续的硬加工或磨削将耗费更多时间,并加剧刀具磨损。
应根据材料、热处理方法、零件尺寸以及最终公差要求来规划余量。轴承座、精密孔、密封面及其他关键部位可采用局部控制余量,而非对所有表面均采用相同的余量。
薄壁件与长型件
薄壁零件和长轴在夹紧、切削和热处理过程中更容易发生变形。如果在软加工过程中一次性切除过多材料,零件可能会发生弯曲、振动或壁厚不均。
对于这些零件,通常采用分段加工和稳定的夹具固定效果更佳。均衡的切削、降低局部切削负荷以及中间检测也有助于控制变形风险。
关键表面管理
轴承座、密封面、精密孔、基准面和滑动面直接影响装配、旋转、密封或定位精度。如果过早对这些表面进行精加工,后续的热处理或重新夹紧可能会导致其尺寸或位置发生变化。
一种更稳妥的做法是在软加工阶段形成基本形状和半成品状态。热处理完成后,可根据公差、圆度、平面度或表面粗糙度要求进行最终加工。
工艺路线规划
软加工并非孤立的工序。它需要与热处理、硬加工、磨削和检测一并进行规划。如果未在早期规划好基准选择、余量策略或检测点,后续工序可能需要反复装夹、额外修正或返工。
在开始生产之前,应确认加工顺序、定位基准、热处理要求以及精加工余量。这样一来,粗加工不仅能去除毛坯,还能为零件的最终质量提供保障。
软加工与硬加工
这些工艺的主要区别在于材料状态、工艺阶段和制造目的。软加工通常在最终淬火之前进行,而硬加工通常在热处理之后或材料达到较高硬度之后进行。
在许多数控生产流程中,这两种工艺并非相互替代,而是相辅相成。软加工负责初步切削和基础成形,而硬加工或磨削则负责最终尺寸、关键表面及精度控制。
| 方面 | 软加工 | 硬加工 |
| 材料状况 | 最终固化前 | 热处理后 |
| 主要目的 | 切削加工,基础几何学 | 最终尺寸、精度 |
| 典型阶段 | 早期或中期路线 | 后续工艺流程 |
| 常用操作 | 粗车、钻孔、车削 | 硬车削、磨削 |
| 规划重点 | 公差,热处理准备 | 公差,表面光洁度 |
如果某个零件既需要达到最终硬度,又需要严格的尺寸控制,则应将软加工、热处理、硬加工和磨削作为一条整体工艺路线进行规划。
结论
粗加工是一种标准的早期数控加工工艺,用于切除毛坯、进行基础成形,以及为热处理或精加工做准备。它能提高早期加工效率,并为后续的高精度加工创造必要条件。
软加工能否成功,取决于材料状态、余量规划、热处理变形规律以及最终公差要求。您可以将图纸发送给明和工程团队,以便进行可制造性评估并获取报价。


