

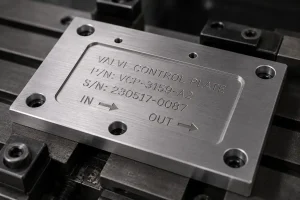
文字铣刻是一种常见的标记方法,用于在数控加工件上添加持久的标识,例如零件号、序列号和品牌徽标。该工艺利用旋转切削刀具在工件表面形成物理凹痕,因此这种标记方式特别适用于需要在加工、搬运或表面处理后仍保持可读性的零件。
与印刷、贴标或浅层表面标记不同,文字铣削是通过去除材料来形成凹陷文字。 最终效果取决于字体结构、刀具几何形状、材料特性、铣削深度以及表面处理顺序等因素。本指南介绍了文字铣削的工作原理、CAM和G代码的作用,以及选择字体、刀具和材料时必须遵循的基本设计规则。
什么是文本铣削?
文字铣削是一种数控加工工艺,通过旋转的切削刀具从工件表面切除材料,从而形成文字、符号或徽标。该工艺通常用于工件标识,例如序列号、批次代码、方向箭头或品牌标识。
与印刷、贴标或激光标记等表面标记方法不同,文字铣刻会在材料表面形成物理凹槽或具有可测量的深度。由于这种标记不仅仅是表面的颜色变化,因此适用于需要长期可读性、耐磨性和可追溯性的工业零部件。
数控文字铣削是如何工作的?
文字铣削的工作流程将设计规范转化为加工操作。该过程从初始文档编制开始,直至实现精确的材料切除。
准备文本内容和CAD几何图形
标识要求通常在工程图纸或项目规范中予以规定。设计人员必须明确文字内容、位置、方向、字符高度以及刻印区域。在CAD阶段,文字会被转换为可加工的几何图形(如闭合轮廓或中心线),以确保数据能够用于生成刀具路径。
生成刀具路径和G代码
CAM软件根据文字几何形状、刀具、材料和目标铣削深度来计算加工路径。该软件输出G代码,用于控制数控机床的主轴和各轴。该代码控制刀具的运动,包括切入深度、退刀和进给速度,从而实现精确的材料切削。
数控加工、去毛刺和检测
数控机床按照刀具路径在工件上铣出文字。由于小字符和深槽可能会产生金属毛刺,因此去毛刺是加工后的标准工序。最终检验包括根据图纸要求,核对铣削深度、边缘质量和整体位置是否符合要求。
CAM 流程:从文本到 G 代码
"(《世界人权宣言》) CAM阶段 将二维文字转换为具有明确刀具运动轨迹和切削深度的刀具路径。这一步决定了最终的文字能否被清晰、一致地加工出来。

文本和徽标文件的准备
文字和徽标最好以矢量文件格式提供,例如 DXF、SVG 或 AI。对于规模较大的制造项目,选择合适的 CAD 文件格式 这也有助于减少加工前的数据转换问题。位图文件(JPG、PNG)无法直接用于生成高质量的刀具路径,需要进行矢量化处理。此外,含有细线、锐角或复杂装饰元素的徽标应进行简化,以便CAM系统能够识别出连续且可加工的路径。
常见的文本刀具路径类型
-
中心线刀具路径: 特别适合单线字体和细小文字;路径较短,通常能缩短加工时间。
-
轮廓加工路径: 遵循文本轮廓;适用于标准字体和徽标边界。
-
掏槽刀具路径: 从字符内部去除内容;适用于粗体文本、大型徽标或实心标识符。
数控雕刻软件与G代码输出
通常使用 Fusion 360、Mastercam、SolidWorks CAM、VCarve 或 F-Engrave 等软件,将矢量文本转换为适用于特定机器的加工程序。 客户通常无需提供 G 代码。只需提供文字内容、位置、目标深度、材料和矢量文件即可,因为加工厂会根据其具体的刀具和机床配置来验证程序。
对于需要标注零件号、序列号、徽标或功能性标记的定制数控零件,明和可结合整体情况,对图纸、标记位置、材料及表面处理要求进行审核 数控加工工艺.
用于CNC文字铣削的字体
字体的选择会影响路径的复杂程度、加工时间、产生毛刺的风险以及可读性。
-
单线字体: 专为中心线铣削设计;铣削路径简单且高效。
-
无衬线字体: 线条清晰、稳定;是工业标识中的常见选择。
-
等宽字体: 确保间距固定;适用于对齐序列号或批号。
-
装饰性或定制字体: 通常具有复杂的细节和锐利的棱角,这可能会增加产生毛刺、刀具断裂或标识难以辨认的风险。
数控文字铣削设计规则
遵循DFM(可制造性设计)原则有助于降低加工风险,并提高标记的清晰度。
文字大小、笔画宽度和雕刻深度
字符高度和笔画宽度应与刀具直径保持平衡。对于轮廓铣削或口袋铣削,笔画宽度应大于刀具直径。对于单线字体或V型刀头,宽度取决于刀具角度和目标深度。 典型的铣削深度为0.1–0.3毫米;铣削深度过深会增加刀具负荷并提高产生毛刺的风险,而铣削深度过浅则可能导致精加工后字形不够清晰。
文本定位与功能表面避让
通常应避免在密封面、轴承座、精密配合面、滑动区域、薄壁部位以及应力集中处进行刻字。深度刻字可能会影响装配精度、密封性能、摩擦以及疲劳强度。对于小型或薄壁零件,应确认刻字区域的材料厚度是否充足。
凹印文字、凸印文字、徽标和表面处理
凹刻文字是最常见且最具成本效益的方法。凸刻文字需要去除周围的背景材料,这会增加加工时间和成本。应简化徽标设计,去除不必要的精细细节。关于表面处理,在进行表面处理前对文字进行铣削,有助于保持涂层的一致性。 在表面处理后进行铣削虽然可能提供更高的视觉对比度,但也可能使基材暴露在外,从而影响防腐性能。
刀具与切削策略

刀具的选择取决于字体大小、材料、加工深度以及机床刚度。
| 工具类型 | 适用范围 | 说明 |
| V型刀头 | 小字、中心线、细线 | 线宽受角度/深度影响;笔尖易碎 |
| 小型立铣刀 | 简介文字、口袋设计、徽标 | 需要足够的刚性和良好的切屑排出性能 |
| 球头铣刀 | 曲面,浅痕 | 底部过渡平滑;棱角较不明显 |
| 单刃铣刀 | 铝、塑料 | 适用于轻度切割;需要进行振动控制 |
| 金刚石拖刀 | 硬质表面划痕标记 | 适用于打磨,不适用于深铣 |
刀具的选择需要在精度与成本之间取得平衡。小直径刀具容易断裂,而较深的铣削则需要采用更为保守的进给和转速参数。
数控文字铣削的加工材料
铝合金 通常用于文字铣削,具有标记清晰、切削阻力小以及去毛刺相对容易等优点。
不锈钢和碳钢虽然具有很高的耐用性,但由于其硬度较高,因此需要采用保守的加工参数,以减少刀具磨损并控制毛刺。
黄铜和铜可以形成干净的切口,但它们较软的切削特性可能会导致毛刺或边缘卷曲,因此需要专门的去毛刺工序。
工程塑料需要仔细控制主轴转速和进给速度,以避免熔融、材料发白、粘刀或边缘模糊。
文字铣削与其他识别方法的比较
| 方法 | 标记深度 | 耐用性 | 适用范围 | 局限性 |
| 文字铣削 / 铣削文字 | 物理深度 | 高 | 耐磨标记和长期可追溯性 | 成本更高,加工时间更长 |
| 浅层数控雕刻 | 浅至中等 | 高 | 铭牌、装饰性标记和浅色文字 | 切削深度和轮廓受刀具几何形状的限制 |
| 激光打标 | 非常肤浅或仅停留在表面的变化 | 中至高 | 序列号、二维码和大批量标记 | 当需要物理深度时不适用 |
| 打印 | 无切削深度 | 低 | 大批量视觉贴标 | 可能会磨损或因清洁而受影响 |
| 标签 | 无切削深度 | 低 | 临时标记与库存管理 | 在恶劣环境下可能会脱落或失效 |
当需要满足物理深度、耐磨性和长期可读性要求时,铣刻是合适的选择。对于小尺寸的序列号、二维码或大批量表面标记,激光标记通常更为高效。
文字铣削的最佳实践
在设计和询价时,请使用此检查清单:
-
使用简洁的字体。
-
请提供矢量文件(DXF/SVG/AI)。
-
使字符高度、笔画粗细和笔刷大小保持一致。
-
明确标明目标铣削深度。
-
应避开密封面、轴承座、薄壁区域以及高应力区。
-
请提前确认表面处理的顺序。
-
对小文字或曲面进行CAM仿真或原型验证。
关于数控文字铣削的常见问题解答
CNC文字可以铣削到多深?
典型的铣削深度通常在0.1–0.5毫米范围内,具体取决于材料和文字大小。铣削深度越大,加工时间越长,毛刺形成的可能性越大,刀具断裂的风险也越高。
文字铣削应在表面精加工之前还是之后进行?
这取决于美观度、耐腐蚀性和可读性。在表面处理前铣刻文字可确保涂层均匀一致,而在表面处理后铣刻文字虽能提高对比度,但也可能导致基材暴露,从而影响防腐性能。
为什么加工后的文字会模糊或深度不一致?
这通常是由字体过细、刀具磨损、刀具半径不匹配、加工参数不当、夹紧不均匀,或者表面光洁度遮盖了细节所导致的。
结论
文字铣刻适用于需要具备物理深度、耐磨性及长期可读性的数控标识。在设计项目时,应预先确认字体、刻痕深度、刀具、材料、表面处理及文件格式,以在标识要求与加工效率之间取得平衡。


