

El fresado de texto es un método habitual para añadir marcas de identificación duraderas a las piezas mecanizadas con CNC, como números de pieza, números de serie y logotipos de marca. Mediante el uso de una herramienta de corte giratoria, se crea una profundidad física en la superficie de la pieza, lo que hace que la marca sea más adecuada para piezas que deben seguir siendo legibles tras el mecanizado, la manipulación o el acabado superficial.
A diferencia de la impresión, el etiquetado o el marcado superficial poco profundo, el fresado de texto elimina material para crear un texto en relieve. El resultado final depende de factores como la estructura de la tipografía, la geometría de la herramienta, las propiedades del material, la profundidad de fresado y la secuencia de acabado de la superficie. Esta guía explica cómo funciona el fresado de texto, el papel que desempeñan el CAM y el código G, así como las reglas de diseño esenciales para seleccionar tipografías, herramientas y materiales.
¿Qué es el fresado de texto?
El fresado de texto es un proceso de mecanizado CNC en el que una herramienta de corte giratoria retira material de la superficie de una pieza para formar caracteres, símbolos o logotipos. Se utiliza habitualmente para la identificación de piezas, como números de serie, códigos de lote, flechas de orientación o marcas de marca.
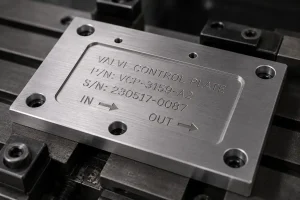
A diferencia de los métodos de marcado superficial, como la impresión, el etiquetado o el marcado láser, el fresado de texto crea ranuras físicas o una profundidad medible. Dado que el marcado no consiste simplemente en un cambio de color en la superficie, resulta adecuado para piezas industriales que requieren una legibilidad duradera, resistencia al desgaste y trazabilidad.
¿Cómo funciona el fresado de texto con CNC?
El flujo de trabajo del fresado de texto traduce las especificaciones del diseño en operaciones de mecanizado. El proceso abarca desde la documentación inicial hasta la eliminación precisa de material.
Preparación del contenido de texto y la geometría CAD
Los requisitos de identificación suelen definirse en los planos de ingeniería o en las especificaciones del proyecto. Los diseñadores deben especificar el contenido del texto, su ubicación, orientación, altura de los caracteres y el área de grabado. En la fase de CAD, el texto se convierte en geometría mecanizable, como contornos cerrados o líneas centrales, lo que garantiza que los datos estén listos para la generación de la trayectoria de la herramienta.
Generación de trayectorias de mecanizado y código G
El software CAM calcula las trayectorias basándose en la geometría del texto, la herramienta, el material y la profundidad de fresado deseada. El software genera código G, que controla el husillo y los ejes de la máquina CNC. Este código regula el movimiento de la herramienta, incluyendo la profundidad de penetración, la retracción y las velocidades de avance, para lograr una eliminación precisa del material.
Mecanizado CNC, desbarbado e inspección
La máquina CNC ejecuta la trayectoria de la herramienta para tallar el texto en la pieza de trabajo. Dado que los caracteres pequeños y los canales profundos pueden generar rebabas metálicas, el desbarbado es un paso estándar posterior al mecanizado. La inspección final consiste en verificar la profundidad de fresado, la calidad de los bordes y la posición general, comparándolas con los requisitos del plano.
El proceso CAM: del texto al código G
En Etapa CAM convierte texto en 2D en trayectorias de herramienta con un movimiento y una profundidad definidos de la fresa. Este paso determina si el texto final se puede mecanizar con claridad y uniformidad.

Preparación de archivos de texto y logotipos
Lo mejor es proporcionar el texto y los logotipos en formato vectorial, como DXF, SVG o AI. Para proyectos de fabricación de mayor envergadura, es importante elegir el formato adecuado Formato de archivo CAD También ayuda a reducir los problemas de conversión de datos antes del mecanizado. Los archivos de mapa de bits (JPG, PNG) no se pueden utilizar directamente para crear trayectorias de herramienta de alta calidad y requieren vectorización. Además, los logotipos con líneas finas, esquinas afiladas o elementos decorativos complejos deben simplificarse para que el sistema CAM pueda reconocer trayectorias continuas y mecanizables.
Tipos habituales de trayectorias de herramienta para texto
-
Trayectoria de la herramienta por la línea central: Ideal para fuentes de una sola línea y texto fino; los trazados son cortos, lo que suele traducirse en tiempos de mecanizado más cortos.
-
Trayectoria de perfilado: Sigue el contorno del texto; adecuado para fuentes estándar y los límites de los logotipos.
-
Trayectoria de fresado de cavidades: Elimina material del interior de los caracteres; adecuado para texto en negrita, logotipos grandes o identificadores rellenos.
Software de grabado CNC y generación de código G
Se utilizan programas como Fusion 360, Mastercam, SolidWorks CAM, VCarve o F-Engrave para convertir texto vectorial en programas adaptados a máquinas específicas. Por lo general, los clientes no necesitan proporcionar el código G. Basta con facilitar el contenido del texto, la ubicación, la profundidad deseada, el material y los archivos vectoriales, ya que el taller de mecanizado verificará el programa en función de su configuración específica de herramientas y maquinaria.
En el caso de piezas CNC a medida que requieran números de referencia, números de serie, logotipos o marcas funcionales, Minghe puede analizar el plano, la posición del marcado, el material y los requisitos de acabado, junto con el conjunto general Proceso de mecanizado CNC.
Fuentes para el fresado de texto con CNC
La elección del tipo de letra influye en la complejidad del trazado, el tiempo de mecanizado, el riesgo de que se formen rebabas y la legibilidad.
-
Fuentes de una sola línea: Diseñado para el fresado por línea central; las trayectorias son sencillas y eficientes.
-
Fuentes sans-serif: Trazo limpio y estable; una opción habitual para los identificadores industriales.
-
Fuentes de espaciado fijo: Garantiza un espaciado fijo; resulta útil para alinear números de serie o de lote.
-
Fuentes decorativas o personalizadas: A menudo presentan detalles complejos y ángulos agudos, lo que puede aumentar el riesgo de que se formen rebabas, de que se rompan las herramientas o de que la legibilidad sea deficiente.
Normas de diseño para el fresado de texto con CNC
Seguir los principios del DFM (diseño orientado a la fabricabilidad) ayuda a reducir los riesgos del mecanizado y mejora la claridad del marcado.
Tamaño del texto, grosor del trazo y profundidad del grabado
La altura de los caracteres y el ancho de trazo deben estar equilibrados con el diámetro de la herramienta. Para el fresado de perfiles o el fresado de cavidades, el ancho de trazo debe ser mayor que el diámetro de la herramienta. En el caso de las fuentes de una sola línea o las herramientas de punta en V, el ancho depende del ángulo de la herramienta y de la profundidad deseada. Una profundidad de fresado habitual es de 0,1 a 0,3 mm; un fresado más profundo aumenta la carga sobre la herramienta y el riesgo de rebabas, mientras que un fresado menos profundo puede hacer que se pierda definición tras el acabado.
Colocación del texto y evitación de superficies funcionales
Por lo general, el grabado debe evitarse en superficies de sellado, asientos de cojinetes, superficies de acoplamiento de precisión, zonas de deslizamiento, secciones de paredes delgadas y zonas de alta concentración de tensiones. Las marcas profundas pueden afectar a la precisión del montaje, al rendimiento del sellado, a la fricción y a la resistencia a la fatiga. En el caso de piezas pequeñas o de paredes delgadas, comprueba que la zona de grabado tenga un espesor de material suficiente.
Texto en relieve, texto en hueco, logotipo y acabado superficial
El texto en rebaje es el método más habitual y rentable. El texto en relieve requiere retirar el material de fondo circundante, lo que aumenta el tiempo y el coste de mecanizado. Los logotipos deben simplificarse para eliminar detalles finos innecesarios. En cuanto al acabado superficial, fresar el texto antes del acabado puede ayudar a mantener la uniformidad del recubrimiento. El fresado tras el acabado puede proporcionar un mayor contraste visual, pero también puede dejar al descubierto el material base y afectar a la protección contra la corrosión.
Herramientas y estrategias de corte

La elección de la herramienta depende del tamaño de la fuente, el material, la profundidad de penetración y la rigidez de la máquina.
| Tipo de herramienta | Uso adecuado | Notas |
| Fresa en V | Texto pequeño, línea central, trazos finos | El grosor de la línea depende del ángulo y la profundidad; la punta es frágil |
| Fresa pequeña | Texto del perfil, ranuras, logotipos | Requiere una rigidez adecuada y una buena evacuación de virutas |
| Fresa de extremo esférico | Superficies curvas, marcas poco profundas | Transición suave en la parte inferior; menos aristas marcadas |
| Fresa de una sola ranura | Aluminio, plástico | Ideal para cortes ligeros; requiere control de vibraciones |
| Herramienta de arrastre de diamante | Marcas de arañazos en superficies duras | Para raspar, no para fresar en profundidad |
La elección de las herramientas es una cuestión de equilibrio entre precisión y coste. Las herramientas de diámetro pequeño son propensas a romperse, y el fresado a mayor profundidad requiere parámetros de avance y velocidad más conservadores.
Materiales para el fresado de texto con CNC
Aleaciones de aluminio Se utilizan habitualmente para el fresado de texto, ya que ofrecen un marcado nítido, una baja resistencia al corte y una eliminación de rebabas relativamente fácil.
El acero inoxidable y el acero al carbono ofrecen una gran durabilidad, pero, debido a su dureza, requieren parámetros de mecanizado conservadores para reducir el desgaste de las herramientas y controlar la formación de rebabas.
El latón y el cobre pueden producir marcas nítidas, pero su comportamiento de corte más blando puede provocar rebabas o bordes rizados, lo que requiere un paso específico de desbarbado.
Los plásticos técnicos requieren un control minucioso de la velocidad del husillo y la velocidad de avance para evitar la fusión, el «blanqueamiento» del material, la adhesión a la herramienta o los bordes difuminados.
Fresado de texto frente a otros métodos de identificación
| Método | Profundidad de marcado | Durabilidad | Uso adecuado | Limitaciones |
| Fresado de texto / texto fresado | Profundidad física | Alta | Marcas resistentes al desgaste y trazabilidad a largo plazo | Mayor coste y tiempo de mecanizado |
| Grabado CNC superficial | De poco a medio | Alta | Placas identificativas, marcas decorativas y texto en letras claras | La profundidad y el contorno vienen determinados por la geometría de la herramienta |
| Marcado láser | Un cambio muy superficial o de carácter superficial | De medio a alto | Números de serie, códigos QR y marcado a gran escala | No es adecuado cuando se requiere profundidad física |
| Impresión | Sin profundidad de corte | Bajo | Etiquetado visual de gran volumen | Puede desgastarse o verse afectado por la limpieza |
| Etiquetas | Sin profundidad de corte | Bajo | Señalización temporal y control de inventario | Puede desprenderse o fallar en entornos hostiles |
El fresado de texto es adecuado cuando se requieren profundidad física, resistencia al desgaste y legibilidad a largo plazo. Para números de serie pequeños, códigos QR o el marcado superficial a gran escala, el marcado láser suele ser más eficiente.
Buenas prácticas para el fresado de texto
Utiliza esta lista de comprobación a la hora de diseñar y solicitar un presupuesto:
-
Utiliza fuentes sencillas.
-
Proporcione archivos vectoriales (DXF/SVG/AI).
-
Adapta la altura de los caracteres, el grosor de los trazos y el tamaño de la herramienta.
-
Indique de forma explícita la profundidad de fresado deseada.
-
Evita las superficies de sellado, los asientos de los cojinetes, las zonas de paredes delgadas y las zonas sometidas a grandes tensiones.
-
Confirma con antelación el orden de los acabados superficiales.
-
Realizar simulaciones CAM o verificaciones de prototipos para textos pequeños o superficies curvas.
Preguntas frecuentes sobre el fresado de texto con CNC
¿A qué profundidad se puede fresar un texto con CNC?
Las profundidades de fresado habituales se sitúan entre 0,1 y 0,5 mm, dependiendo del material y del tamaño del texto. Un fresado más profundo aumenta el tiempo de mecanizado, la formación de rebabas y el riesgo de rotura de la herramienta.
¿El fresado de texto debe realizarse antes o después del acabado de la superficie?
Depende de la estética, la resistencia a la corrosión y la legibilidad. Fresar el texto antes del acabado garantiza la uniformidad del recubrimiento, mientras que fresarlo después del acabado puede proporcionar un mayor contraste, aunque también puede dejar al descubierto el material base y afectar a la protección contra la corrosión.
¿Por qué el texto queda borroso o presenta irregularidades en la profundidad tras el mecanizado?
Esto suele deberse a fuentes demasiado finas, al desgaste de la herramienta, a radios de herramienta inadecuados, a parámetros de mecanizado inadecuados, a una sujeción desigual o a que el acabado superficial oculte el detalle.
Conclusión
El fresado de texto es adecuado para la identificación CNC que requiere profundidad física, resistencia al desgaste y legibilidad a largo plazo. Diseña los proyectos confirmando de antemano las fuentes, la profundidad, las herramientas, los materiales, el acabado superficial y los formatos de archivo, con el fin de equilibrar los requisitos de marcado con la eficiencia del mecanizado.


