

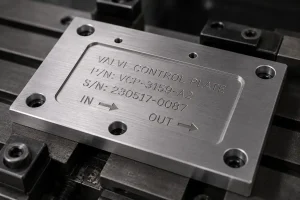
テキストミリングは、部品番号、シリアル番号、ブランドロゴなど、CNC加工部品に耐久性の高い識別情報を付与するための一般的な手法です。回転する切削工具を使用することで、ワークピースの表面に物理的な凹みを形成するため、この刻印は、機械加工、取り扱い、あるいは表面仕上げの後も読み取り可能であることが求められる部品に適しています。
印刷、ラベリング、あるいは浅い表面マーキングとは異なり、テキストミリングでは材料を削り取って、くぼんだ文字を形成します。 最終的な仕上がりは、フォントの構造、工具の形状、材料特性、ミリングの深さ、表面仕上げの順序などの要因によって左右されます。本ガイドでは、テキストミリングの仕組み、CAMおよびGコードの役割、ならびにフォント、工具、材料を選択する際の重要な設計ルールについて解説します。
「テキストミリング」とは何ですか?
文字ミリングとは、回転する切削工具を用いて部品の表面から材料を削り取り、文字、記号、またはロゴを形成するCNC加工プロセスです。これは、シリアル番号、ロット番号、向きを示す矢印、ブランドマークなど、部品の識別を目的として一般的に用いられます。
印刷、ラベル貼り、レーザーマーキングといった表面マーキング手法とは異なり、テキストミリングでは物理的な溝や測定可能な深さが形成されます。このマーキングは単なる表面の色変化ではないため、長期にわたる可読性、耐摩耗性、およびトレーサビリティが求められる工業用部品に適しています。
CNCによる文字のフライス加工はどのように行われるのか?
テキストミリングのワークフローでは、設計仕様を加工工程へと変換します。このプロセスは、初期のドキュメント作成から、精密な材料除去に至るまで行われます。
テキストコンテンツとCAD形状の準備
刻印に関する要件は、通常、設計図面やプロジェクト仕様書に定義されています。設計者は、テキストの内容、位置、向き、文字の高さ、および刻印領域を指定する必要があります。CAD段階では、テキストが閉じた輪郭や中心線などの加工可能な形状に変換され、ツールパス生成に必要なデータが確実に準備されます。
ツールパスとGコードの生成
CAMソフトウェアは、テキストの形状、工具、素材、および目標加工深さに基づいて加工経路を計算します。このソフトウェアは、CNCマシンのスピンドルと軸を制御するGコードを出力します。このコードは、工具の移動(突込み深さ、引き込み、送り速度など)を制御し、精密な材料除去を実現します。
CNC加工、バリ取り、および検査
CNC加工機はツールパスに従って加工を行い、ワークピースに文字を彫り込みます。小さな文字や深い溝は金属のバリを生じさせる可能性があるため、バリ取りは加工後の標準的な工程となっています。最終検査では、図面の要件に基づいて、切削深さ、エッジの品質、および全体的な位置を確認します。
CAMプロセス:テキストからGコードへ
について CAMステージ 2Dテキストを、カッターの動きと切削深さが定義されたツールパスに変換します。このステップによって、最終的なテキストが明確かつ一貫して加工できるかどうかが決まります。

テキストおよびロゴファイルの準備
テキストやロゴは、DXF、SVG、AIなどのベクターファイル形式で提供していただくのが最適です。より大規模な製造プロジェクトの場合は、適切な CADファイル形式 また、加工前のデータ変換に関する問題を軽減するのにも役立ちます。ビットマップファイル(JPG、PNG)は、高品質なツールパスを作成するために直接使用することはできず、ベクトル化が必要です。さらに、細い線や鋭い角、複雑な装飾要素を含むロゴについては、CAMシステムが連続した加工可能なパスを認識できるよう、簡略化する必要があります。
一般的なテキストのツールパス種類
-
中心線ツールパス: 単線フォントや細かな文字に最適です。パスが短いため、多くの場合、加工時間が短縮されます。
-
プロファイル加工経路: テキストの輪郭に沿って配置されます。標準的なフォントやロゴの枠線に適しています。
-
ポケット加工のツールパス: 文字の内側の部分を削除します。太字のテキスト、大きなロゴ、または塗りつぶされた識別子に適しています。
CNC彫刻ソフトウェアとGコード出力
Fusion 360、Mastercam、SolidWorks CAM、VCarve、F-Engrave などのソフトウェアを使用して、ベクターテキストを特定の機械に合わせたプログラムに変換します。 通常、お客様がGコードを用意する必要はありません。テキストの内容、配置位置、彫刻深度、素材、およびベクターファイルをご提供いただければ十分です。機械加工業者が、自社の工具や機械の構成に基づいてプログラムを確認します。
部品番号、シリアル番号、ロゴ、または機能的なマーキングが必要なカスタムCNC部品については、Mingheが図面、マーキング位置、材質、仕上げ要件を、全体的な CNC加工工程.
CNCテキストミリング用のフォント
フォントの選択は、パスの複雑さ、加工時間、バリの発生リスク、および可読性に影響を与えます。
-
単行フォント: 中心線フライス加工用に設計されており、加工経路はシンプルかつ効率的です。
-
サンセリフ書体: すっきりとした安定感のある線画。工業用識別マークによく用いられるスタイルです。
-
等幅フォント: 間隔を一定に保つことができます。シリアル番号やロット番号を揃える際に便利です。
-
装飾用フォントまたはカスタムフォント: 複雑な細部や鋭角な部分が多く見られるため、バリの発生、工具の破損、あるいは視認性の低下といったリスクが高まる可能性があります。
CNC文字フライス加工の設計ルール
DFM(製造性設計)の原則に従うことで、加工リスクを低減し、マーキングの鮮明度を向上させることができます。
文字サイズ、線幅、彫刻の深さ
文字の高さとストローク幅は、工具の直径とバランスが取れている必要があります。プロファイルミリングやポケット加工の場合、ストローク幅は工具の直径よりも広くする必要があります。単線フォントやVビット工具の場合、幅は工具の角度と目標深さによって決まります。 一般的な切削深さは0.1~0.3 mmです。切削深さを深くすると工具への負荷やバリの発生リスクが高まり、浅くしすぎると仕上げ後に輪郭の鮮明さが失われる可能性があります。
テキストの配置と機能面の回避
一般的に、刻印はシール面、軸受座、精密嵌合面、摺動部、薄肉部、および応力集中の激しい箇所を避ける必要があります。深い刻印は、組立精度、シール性能、摩擦、および疲労強度に影響を及ぼす可能性があります。小型または薄肉部品の場合は、刻印部位に十分な肉厚があることを確認してください。
凹文字、凸文字、ロゴ、表面仕上げ
文字を凹ませる方法は、最も一般的で費用対効果の高い手法です。文字を浮き上がらせる場合は、周囲の背景材を除去する必要があるため、加工時間とコストが増加します。ロゴは、不要な細かいディテールを省いて簡略化すべきです。表面仕上げに関しては、仕上げ加工の前に文字部分をフライス加工しておくことで、コーティングの均一性を維持しやすくなります。 仕上げ加工後に文字をフライス加工すると、視覚的なコントラストを高めることができますが、母材が露出してしまい、耐食性に影響を与える可能性もあります。
工具と切削戦略

工具の選定は、フォントサイズ、素材、加工深度、および機械の剛性によって決まります。
| ツールタイプ | 適切な使用方法 | 備考 |
| Vビットカッター | 小さな文字、中心線、細い線 | 線幅は角度や深さの影響を受ける。先端は壊れやすい。 |
| 小型エンドミル | プロフィール文、ポケット、ロゴ | 十分な剛性と切りくずの排出性が求められる |
| ボールエンドミル | 曲面、浅い傷 | 底面の移行が滑らかで、鋭いエッジが少ない |
| 単刃カッター | アルミニウム、プラスチック | 軽い切断に適しています。振動の抑制が必要です。 |
| ダイヤモンド・ドラッグ・ツール | 硬質表面の引っかき傷のマーキング | 削り用で、深削り用ではありません |
工具の選定は、精度とコストのバランスが重要です。小径の工具は破損しやすいため、深い切り込みを行う場合は、送り速度や回転速度のパラメータをより控えめに設定する必要があります。
CNC文字彫刻用の素材
アルミニウム合金 これらは一般的に文字のフライス加工に使用され、鮮明な刻印、低い切削抵抗、そして比較的容易なバリ取りが可能である。
ステンレス鋼や炭素鋼は高い耐久性を備えていますが、その硬度の高さから、工具の摩耗を抑え、バリの発生を抑制するためには、保守的な加工条件を設定する必要があります。
真鍮や銅はきれいな切削痕を残しますが、切削性が柔らかいため、バリや縁の反りが生じやすく、専用のバリ取り工程が必要になる場合があります。
エンジニアリングプラスチックを加工する際は、溶融、材料の白化、金型への付着、あるいはエッジのにじみを防ぐため、主軸回転数と送り速度を慎重に制御する必要があります。
テキストマイニングとその他の識別手法の比較
| 方法 | マーキングの深さ | 耐久性 | 適切な使用方法 | 制限事項 |
| テキストのミリング/ミリング加工されたテキスト | 物理的な深さ | 高い | 耐摩耗性マークと長期的なトレーサビリティ | コストと加工時間の増加 |
| 浅いCNC彫刻 | 浅い~中程度 | 高い | 銘板、装飾マーク、および細かな文字 | 深さと輪郭は、工具の形状によって制限されます |
| レーザーマーキング | ごくわずかな、あるいは表面的な変化 | 中~高 | シリアル番号、QRコード、および大量マーキング | 物理的な奥行きが必要な場合には適していません |
| 印刷 | 切削深さなし | 低い | 大量処理の視覚的ラベリング | 効果が薄れる場合や、洗浄によって影響を受ける場合があります |
| ラベル | 切削深さなし | 低い | 一時的なマーキングと在庫管理 | 過酷な環境下では剥がれたり、故障したりする可能性があります |
テキストのミリング加工は、物理的な深さ、耐摩耗性、および長期的な可読性が求められる場合に適しています。小さなシリアル番号、QRコード、あるいは大量表面マーキングの場合は、レーザーマーキングの方が効率的な場合が多いです。
テキストミリングのベストプラクティス
設計や見積依頼の際には、このチェックリストをご利用ください:
-
シンプルなフォントを使用してください。
-
ベクターファイル(DXF/SVG/AI)をご提供ください。
-
文字の高さ、線の太さ、ツールのサイズを合わせてください。
-
目標のフライス加工深さを明確に指定してください。
-
シール面、軸受座、肉厚の薄い部分、および応力の高い箇所は避けてください。
-
表面仕上げの順序を事前に確認してください。
-
小さな文字や曲面について、CAMシミュレーションや試作検証を行います。
CNC文字フライス加工に関するよくある質問
CNC加工で文字をどのくらいの深さまで彫り込むことができますか?
一般的な切削深さは、素材や文字サイズに応じて0.1~0.5 mmの範囲とされます。切削深さを深くすると、加工時間が長くなり、バリの発生や工具破損のリスクが高まります。
テキストミリングは、表面仕上げの前に行うべきか、それとも後に行うべきか?
これは、美観、耐食性、および視認性によって異なります。仕上げ工程の前に文字を彫ると、コーティングの均一性が保たれますが、仕上げ工程の後に彫るとコントラストが高まる一方で、母材が露出してしまい、耐食性に影響を与える可能性があります。
加工後に、文字がぼやけていたり、奥行きにばらつきが生じたりするのはなぜですか?
これは通常、フォントが細すぎる、工具の摩耗、工具の半径の不一致、不適切な加工パラメータ、不均一なクランプ、あるいは細部を覆い隠すような表面仕上げなどが原因で発生します。
結論
文字のミリング加工は、物理的な深さ、耐摩耗性、および長期的な可読性が求められるCNCマーキングに適しています。マーキングの要件と加工効率のバランスをとるため、フォント、深さ、工具、材料、表面仕上げ、ファイル形式などを事前に確認した上で設計を行ってください。


