

Le fraisage de texte est une méthode couramment utilisée pour apposer des marquages durables sur les pièces usinées par CNC, tels que les références, les numéros de série et les logos de marque. Grâce à l'utilisation d'un outil de coupe rotatif, cette technique crée une profondeur physique à la surface de la pièce, ce qui rend le marquage particulièrement adapté aux pièces devant rester lisibles après l'usinage, la manutention ou la finition de surface.
Contrairement à l'impression, à l'étiquetage ou au marquage superficiel peu profond, le fraisage de texte consiste à enlever de la matière pour former un texte en creux. Le résultat final dépend de facteurs tels que la structure de la police, la géométrie de l'outil, les propriétés du matériau, la profondeur de fraisage et la séquence de finition de surface. Ce guide explique le fonctionnement du fraisage de texte, le rôle de la FAO et du code G, ainsi que les règles de conception essentielles pour choisir les polices, les outils et les matériaux.
Qu'est-ce que le « Text Milling » ?
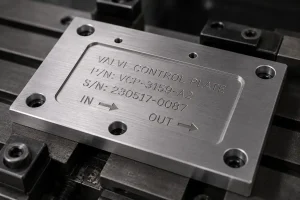
Le fraisage de texte est un procédé d'usinage CNC dans lequel un outil de coupe rotatif enlève de la matière à la surface d'une pièce afin de former des caractères, des symboles ou des logos. Il est couramment utilisé pour l'identification des pièces, notamment pour les numéros de série, les codes de lot, les flèches d'orientation ou les marques de fabrique.
Contrairement aux méthodes de marquage de surface telles que l'impression, l'étiquetage ou le marquage au laser, le fraisage de texte crée des rainures physiques d'une profondeur mesurable. Comme ce marquage ne se limite pas à un simple changement de couleur en surface, il convient aux pièces industrielles qui exigent une lisibilité durable, une résistance à l'usure et une traçabilité.
Comment fonctionne le fraisage de texte par CNC ?
Le processus de fraisage de texte permet de traduire les spécifications de conception en opérations d'usinage. Ce processus va de la documentation initiale à l'enlèvement précis de matière.
Préparation du contenu textuel et de la géométrie CAO
Les exigences en matière d'identification sont généralement définies dans les plans techniques ou le cahier des charges du projet. Les concepteurs doivent préciser le contenu du texte, son emplacement, son orientation, la hauteur des caractères et la zone de gravure. Lors de la phase de CAO, le texte est converti en géométrie usinable, telle que des contours fermés ou des lignes médianes, ce qui garantit que les données sont prêtes pour la génération des parcours d'outils.
Génération de trajectoires d'usinage et de code G
Le logiciel de FAO calcule les trajectoires en fonction de la géométrie du texte, de l'outillage, du matériau et de la profondeur de fraisage souhaitée. Le logiciel génère un code G qui commande la broche et les axes de la machine CNC. Ce code régule les mouvements de l'outil, notamment la profondeur de plongée, le retrait et les vitesses d'avance, afin d'assurer un enlèvement de matière précis.
Usinage CNC, ébavurage et contrôle qualité
La machine à commande numérique exécute la trajectoire d'outil pour graver le texte dans la pièce. Les petits caractères et les rainures profondes pouvant générer des bavures métalliques, l'ébavurage constitue une étape standard après l'usinage. Le contrôle final consiste à vérifier la profondeur d'usinage, la qualité des arêtes et la position globale par rapport aux exigences du plan.
Le processus de FAO : du texte au code G
Les Étape CAM convertit un texte en 2D en parcours d'outils avec un mouvement et une profondeur de coupe définis. Cette étape permet de déterminer si le texte final pourra être usiné de manière nette et homogène.

Préparation des fichiers de texte et de logo
Il est préférable de fournir les textes et les logos sous forme de fichiers vectoriels, tels que DXF, SVG ou AI. Pour les projets de fabrication de plus grande envergure, il est important de choisir le bon Format de fichier CAO Cela permet également de réduire les problèmes liés à la conversion des données avant l'usinage. Les fichiers bitmap (JPG, PNG) ne peuvent pas être utilisés directement pour générer des parcours d'outils de haute qualité et doivent être vectorisés. De plus, les logos comportant des lignes fines, des angles vifs ou des éléments décoratifs complexes doivent être simplifiés afin de permettre au système FAO de reconnaître des parcours continus et usinables.
Types courants de parcours d'outils de texte
-
Trajectoire d'usinage sur la ligne médiane: Idéal pour les polices à trait unique et les textes fins ; les trajectoires sont courtes, ce qui se traduit souvent par des temps d'usinage plus courts.
-
Trajectoire de profilage: Suit le contour du texte ; convient aux polices standard et aux contours des logos.
-
Trajectoire d'usinage de poche: Permet de supprimer de la matière à l'intérieur des caractères ; convient au texte en gras, aux grands logos ou aux identifiants remplis.
Logiciel de gravure CNC et génération de code G
Des logiciels tels que Fusion 360, Mastercam, SolidWorks CAM, VCarve ou F-Engrave sont utilisés pour convertir du texte vectoriel en programmes adaptés à des machines spécifiques. En général, les clients n'ont pas besoin de fournir de code G. Il suffit de fournir le contenu du texte, son emplacement, la profondeur souhaitée, le matériau et les fichiers vectoriels, car l'atelier d'usinage vérifiera le programme en fonction de son outillage et de la configuration de ses machines.
Pour les pièces CNC sur mesure nécessitant des références, des numéros de série, des logos ou des marquages fonctionnels, Minghe peut examiner le plan, l'emplacement du marquage, le matériau et les exigences de finition, ainsi que l'ensemble du Procédé d'usinage CNC.
Polices pour le fraisage de texte sur machine CNC
Le choix de la police influe sur la complexité du tracé, la durée d'usinage, le risque de bavures et la lisibilité.
-
Polices à une seule ligne: Conçu pour le fraisage sur ligne médiane ; les trajectoires sont simples et efficaces.
-
Polices sans empattement: Des traits nets et réguliers ; un choix courant pour les identifiants industriels.
-
Polices à espacement fixe: Permet de garantir un espacement fixe ; utile pour aligner des numéros de série ou de lot.
-
Polices décoratives ou personnalisées: Elles présentent souvent des détails complexes et des angles vifs, ce qui peut accroître le risque de bavures, de rupture d'outil ou de mauvaise lisibilité.
Règles de conception pour le fraisage de texte par CNC
Le respect des principes de la conception pour la fabricabilité (DFM) permet de réduire les risques liés à l'usinage et d'améliorer la lisibilité du marquage.
Taille du texte, épaisseur du trait et profondeur de gravure
La hauteur des caractères et la largeur des traits doivent être adaptées au diamètre de l'outil. Pour le fraisage de profil ou le fraisage de poche, la largeur des traits doit être supérieure au diamètre de l'outil. Pour les polices à trait unique ou les outils à pointe en V, la largeur dépend de l'angle de l'outil et de la profondeur souhaitée. La profondeur de fraisage typique est comprise entre 0,1 et 0,3 mm ; un fraisage plus profond augmente la charge sur l'outil et le risque de bavures, tandis qu'un fraisage moins profond peut entraîner une perte de définition après la finition.
Positionnement du texte et évitement des surfaces fonctionnelles
En règle générale, il convient d'éviter de graver les surfaces d'étanchéité, les logements de roulements, les surfaces d'ajustage de précision, les zones de glissement, les sections à parois minces et les zones de forte concentration de contraintes. Une gravure profonde peut nuire à la précision d'assemblage, aux performances d'étanchéité, au frottement et à la résistance à la fatigue. Pour les pièces de petite taille ou à parois minces, vérifiez que la zone à graver présente une épaisseur de matière suffisante.
Texte en creux, texte en relief, logo et finition de surface
Le lettrage en creux est la méthode la plus courante et la plus économique. Le lettrage en relief nécessite d'enlever le matériau de fond environnant, ce qui augmente le temps et le coût d'usinage. Les logos doivent être simplifiés afin d'éliminer les détails fins superflus. En ce qui concerne la finition de surface, le fraisage du lettrage avant la finition peut contribuer à maintenir l'uniformité du revêtement. Le fraisage après la finition peut offrir un meilleur contraste visuel, mais il peut également exposer le matériau de base et nuire à la protection contre la corrosion.
Outillage et stratégies de coupe

Le choix de l'outil dépend de la taille de la police, du matériau, de la profondeur de gravure et de la rigidité de la machine.
| Type d'outil | Utilisation prévue | Notes |
| Fraise en V | Petit texte, alignement au centre, traits fins | La largeur du trait dépend de l'angle et de la profondeur ; la pointe est fragile |
| Petite fraise conique | Texte de présentation, pochettes, logos | Nécessite une rigidité suffisante et un dégagement adéquat pour l'évacuation des copeaux |
| Fraise à bout sphérique | Surfaces courbes, marques peu profondes | Transition en douceur au niveau du fond ; arêtes moins marquées |
| Fraise à une seule dent | Aluminium, plastique | Convient aux coupes légères ; nécessite un système de contrôle des vibrations |
| Outil de raclage au diamant | Marquage des rayures sur les surfaces dures | Pour le ponçage, pas pour le fraisage en profondeur |
Le choix de l'outillage repose sur un équilibre entre précision et coût. Les outils de petit diamètre sont sujets à la rupture, et le fraisage en profondeur nécessite des paramètres d'avance et de vitesse plus prudents.
Matériaux pour le fraisage de texte par CNC
Alliages d'aluminium sont couramment utilisées pour le fraisage de texte ; elles permettent d'obtenir un marquage net, présentent une faible résistance à la coupe et facilitent relativement l'élimination des bavures.
L'acier inoxydable et l'acier au carbone offrent une grande durabilité, mais, en raison de leur dureté, ils nécessitent des paramètres d'usinage prudents afin de réduire l'usure des outils et de limiter la formation de bavures.
Le laiton et le cuivre permettent d'obtenir des découpes nettes, mais leur comportement de coupe plus souple peut entraîner l'apparition de bavures ou de bords recourbés, ce qui nécessite une étape de débavurage spécifique.
Les plastiques techniques nécessitent un contrôle minutieux de la vitesse de rotation de la broche et de la vitesse d'avance afin d'éviter la fusion, le blanchiment du matériau, l'adhérence à l'outil ou les bords maculés.
Le fraisage de texte par rapport aux autres méthodes d'identification
| Méthode | Profondeur de marquage | Durabilité | Utilisation prévue | Limites |
| Fraisage de texte / texte fraisé | Profondeur physique | Haut | Marquages résistants à l'usure et traçabilité à long terme | Coût et temps d'usinage plus élevés |
| Gravure CNC peu profonde | Peu profond à moyen | Haut | Plaques signalétiques, marques décoratives et textes clairs | La profondeur et le contour sont limités par la géométrie de l'outil |
| Marquage au laser | Changement très superficiel ou de façade | Moyen à élevé | Numéros de série, codes QR et marquage à grande échelle | Ne convient pas lorsque la profondeur physique est requise |
| Impression | Pas de profondeur de coupe | Faible | Étiquetage visuel à grand volume | Peut s'user ou être altéré par le nettoyage |
| Étiquettes | Pas de profondeur de coupe | Faible | Marquage temporaire et gestion des stocks | Peut se décoller ou présenter des défaillances dans des environnements difficiles |
Le fraisage de texte est indiqué lorsque la profondeur physique, la résistance à l'usure et la lisibilité à long terme sont requises. Pour les petits numéros de série, les codes QR ou le marquage de surface à grand volume, le marquage au laser s'avère souvent plus efficace.
Bonnes pratiques pour le fraisage de texte
Utilisez cette liste de contrôle lors de la conception et de la demande de devis :
-
Utilisez des polices simples.
-
Fournissez des fichiers vectoriels (DXF/SVG/AI).
-
Adaptez la hauteur des caractères, la largeur des traits et la taille de l'outil.
-
Indiquez clairement la profondeur de fraisage souhaitée.
-
Évitez les surfaces d'étanchéité, les logements de roulements, les zones à parois minces et les zones soumises à de fortes contraintes.
-
Vérifiez au préalable l'ordre des opérations de finition.
-
Effectuer une simulation FAO ou une vérification de prototype pour du texte de petite taille ou des surfaces courbes.
Foire aux questions sur le fraisage de texte par CNC
Quelle profondeur peut-on obtenir lors du fraisage de texte par CNC ?
Les profondeurs de fraisage habituelles se situent généralement entre 0,1 et 0,5 mm, en fonction du matériau et de la taille du texte. Un fraisage plus profond augmente la durée d'usinage, favorise la formation de bavures et accroît le risque de rupture d'outil.
Le fraisage du texte doit-il être effectué avant ou après la finition de surface ?
Cela dépend de l'aspect esthétique, de la résistance à la corrosion et de la lisibilité. Le fraisage du texte avant la finition permet d'assurer l'uniformité du revêtement, tandis que le fraisage après la finition peut offrir un meilleur contraste, même s'il peut également exposer le matériau de base et nuire à la protection contre la corrosion.
Pourquoi le texte est-il flou ou présente-t-il des irrégularités de profondeur après l'usinage ?
Ce phénomène est généralement dû à des contours trop fins, à l'usure de l'outil, à des rayons d'outil mal adaptés, à des paramètres d'usinage inappropriés, à un serrage irrégulier ou à un état de surface masquant le détail.
Conclusion
Le fraisage de texte est adapté au marquage CNC nécessitant une profondeur physique, une résistance à l'usure et une lisibilité à long terme. Concevez vos projets en validant au préalable les polices, la profondeur, l'outillage, les matériaux, la finition de surface et les formats de fichiers afin de concilier les exigences de marquage et l'efficacité de l'usinage.


