

Dans la fabrication de pièces par CNC, de nombreux composants métalliques ne sont pas usinés directement à leurs dimensions finales à partir de la matière première. Au lieu de cela, ils passent souvent par des étapes initiales d'ébauche et de semi-finition, alors que le matériau se trouve dans un état plus facile à usiner. Ce guide explique comment fonctionne l'usinage à froid, quelles méthodes et quels outils sont couramment utilisés, à quels types de pièces il convient, et comment il s'articule avec le traitement thermique et l'usinage à chaud ultérieurs.
Qu'est-ce que l'usinage doux ?
L'usinage doux désigne un Usinage CNC étape réalisée avant que la pièce n'atteigne sa dureté finale. Elle est souvent utilisée pour l'ébauche, la semi-finition et la mise en place de la géométrie de base de la pièce avant le traitement thermique.
Ce procédé ne se limite pas à l'usinage de matériaux tendres. Il est souvent utilisé pour l'acier, l'acier à outils, l'acier allié, l'acier à roulements, l'acier à moules et d'autres métaux susceptibles d'être ensuite trempés, rectifiés ou finis. L'usinage tendre laisse la marge d'usinage nécessaire pour un traitement thermique, un usinage dur, une rectification ou une inspection ultérieurs.
Comment fonctionne l'usinage doux ?
L'usinage à faible pression suit généralement un parcours de fabrication structuré, qui tient compte de l'état du matériau, de la géométrie de la pièce et des exigences en matière de traitement thermique en aval.
Préparation du matériel
L'usinage à froid commence généralement avec des ébauches brutes, des ébauches forgées, des ébauches moulées ou des ébauches de forme quasi-définitive. Le matériau peut être recuit, normalisé ou pré-trempé, selon la nuance de l'acier et les exigences de performance finales.
Date de création
Il est souvent important de définir des repères stables lors de l'usinage à faible pression. Ces repères servent de référence pour les étapes ultérieures d'ébauche, de semi-finition, de contrôle après traitement thermique et de finition finale.
Dégrossissage
L'ébauche permet d'éliminer la majeure partie de l'excédent de matière et de créer la forme extérieure approximative, les gradins, les plans, les trous ou les cavités. Cette étape met l'accent sur les taux d'enlèvement de matière et la stabilité du processus.
Semi-finition
La semi-finition permet de rapprocher la pièce de sa géométrie finale et de préparer les éléments non critiques. Les alésages critiques, les surfaces d'étanchéité, les logements de roulements et les faces de référence sont généralement laissés avec une surépaisseur en vue d'une finition ultérieure.
Contrôle des allocations
Le contrôle des tolérances est l'un des aspects essentiels de l'usinage de pré-finition. Le traitement thermique pouvant entraîner des variations dimensionnelles ou des déformations, l'usinage de pré-finition doit laisser une marge de matière suffisante pour permettre l'usinage de finition, la rectification ou la finition ultérieurs.
Traitement thermique et finition
Après l'usinage à l'état mou, la pièce peut subir une trempe, un revenu, un traitement de surface, un usinage à l'état dur, un meulage ou un contrôle final. L'usinage à l'état mou constitue la base géométrique de ces opérations ultérieures.
Méthodes courantes d'usinage des matériaux tendres
Les méthodes d'usinage doux sont choisies en fonction des propriétés mécaniques spécifiques du matériau, telles que la ductilité ou la dureté, ainsi que de la nécessité d'obtenir une géométrie de base tout en conservant la stabilité dimensionnelle. Ces méthodes visent principalement à contrôler les conditions de coupe — telles que le tranchant de l'outil, les forces de coupe et la gestion thermique — afin d'éviter toute déformation, bavure ou endommagement de surface sur les matériaux susceptibles de se déformer ou nécessitant une finition de haute précision ultérieure.
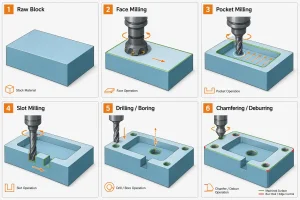
Fraisage CNC
Fraisage CNC Cette technique est utilisée pour l'usinage de plaques, de supports, de boîtiers, de poches, de rainures, de contours et de formes prismatiques complexes. Dans l'usinage de matériaux tendres, la réussite dépend souvent de l'utilisation d'outils tranchants et performants, ainsi que d'un serrage stable de la pièce, afin de minimiser les vibrations et la déformation du matériau. Un contrôle adéquat de la profondeur de coupe et des vitesses d'avance permet d'éviter l'ébréchure des arêtes, la formation de bavures et la déformation thermique, en particulier dans les matériaux à faible rigidité.
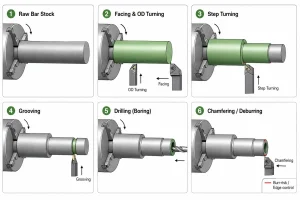
Tournage CNC
Tournage CNC est couramment utilisé pour les arbres, les manchons, les bagues, les goupilles, les raccords et autres composants rotatifs. Lors de l'usinage de métaux tendres, de plastiques ou de pièces à parois minces, les paramètres de tournage sont généralement optimisés pour réduire la pression de coupe et le frottement. Cette approche permet d'éviter les problèmes courants liés à l'usinage des matériaux tendres, tels que les marques de surface, la déformation par compression et la formation de bavures filiformes qui peuvent compliquer les opérations de finition ou d'assemblage ultérieures.
Forage et alésage
Forage et ennuyeux sont indispensables pour créer ou affiner des éléments internes, tels que des avant-trous ou des logements de roulements. Dans l'usinage de matériaux tendres, la qualité des trous dépend souvent du maintien de l'affûtage de l'outil et d'une évacuation efficace des copeaux afin d'éviter les déchirures ou les trous surdimensionnés, en particulier dans des matériaux tels que les alliages de cuivre ou les plastiques. Un contrôle minutieux des vitesses d'avance et l'utilisation d'un support approprié pendant le processus de perçage contribuent à garantir la précision et à prévenir les éclats sur les surfaces de sortie.
Taraudage et fraisage de filets
Le taraudage et le fraisage de filets sont utilisés pour réaliser des filets internes ou externes dans une pièce. Les matériaux plus tendres ou plus ductiles étant sujets à la rupture des filets, à la déformation ou à une forte formation de bavures, il est essentiel de choisir la géométrie d'outil et la lubrification appropriées. Le contrôle des vitesses de coupe et l'évacuation efficace des copeaux permettent d'obtenir des filetages plus nets et plus précis, répondant aux exigences d'assemblage sans endommager les caractéristiques du matériau environnant.
Ébauche et préparation des arêtes
Les opérations de meulage grossier, de chanfreinage et d'ébavurage servent à affiner les surfaces, les arêtes et les zones de transition au cours de la phase d'usinage doux. Ces étapes sont essentielles pour éliminer les bavures, adoucir les arêtes vives et améliorer l'état général de la surface en vue d'un assemblage ultérieur ou de traitements de surface tels que l'anodisation. La réalisation de ces opérations avec une pression et une vitesse contrôlées garantit que les caractéristiques affinées de la pièce restent intactes tout en la préparant pour son utilisation ou son étape finale.
Matériaux couramment utilisés pour l'usinage des matériaux tendres
Le choix des matériaux pour l'usinage de matériaux tendres dépend généralement de leur dureté, de leur résistance à la coupe, de leur sensibilité thermique et des exigences des étapes de traitement ultérieures. Dans la fabrication CNC, l'usinage de matériaux tendres n'est pas seulement utilisé pour l'ébauche de pièces métalliques avant le traitement thermique, mais il est également largement appliqué aux matériaux non métalliques et non ferreux afin d'établir la géométrie de base avant la finition finale.
Plastiques techniques
Des matériaux tels que le POM, le nylon, le PTFE, le PEEK et l'ABS sont couramment utilisés pour la fabrication de prototypes, d'isolants, de bagues et de boîtiers légers. Lors de l'usinage à faible pression de ces matériaux, l'objectif principal est d'optimiser les paramètres de coupe afin de maîtriser la déformation due au serrage, l'accumulation de chaleur, la formation de bavures et la stabilité dimensionnelle, évitant ainsi les écarts de précision causés par la dilatation thermique ou la libération de contraintes.
Matériaux composites
Les matériaux renforcés de fibre de verre, les matériaux renforcés de fibre de carbone, le FR4 et le G10 sont fréquemment utilisés pour les panneaux structurels, les fixations et les composants légers. L'accent est mis ici sur la maîtrise du délaminage, de l'écaillage des bords, de la génération de poussière et de l'usure des outils. Ce processus nécessite souvent des stratégies de découpe spécialisées et des outils résistants à l'usure afin de préserver l'intégrité structurelle du matériau.
Métaux non ferreux
Les alliages d'aluminium, les alliages de cuivre et d'autres métaux similaires présentent une résistance à la coupe relativement faible, ce qui les rend particulièrement efficaces pour l'usinage de matériaux tendres. Pour les supports, boîtiers et plaques de montage en aluminium, l'objectif est d'enlever rapidement de la matière et de former des éléments de base tels que des trous et des fentes. Pour les connecteurs en alliage de cuivre et les douilles de précision, l'accent est mis sur le maintien de l'affûtage de l'outil afin de minimiser les bavures et sur le contrôle précis de la pression de serrage pour éviter la déformation de la pièce.
Quels sont les outils courants pour l'usinage des matériaux tendres ?
Le choix des outils vise à optimiser l'efficacité et à gérer la durée de vie des outils dès les premières étapes de la production.
-
Outils de fraisage: Les fraises en bout, les fraises à surfacer et les fraises d'ébauche font partie de l'équipement standard. Les fraises en bout servent à réaliser des poches et des contours, les fraises à surfacer permettent d'obtenir des surfaces de référence planes, tandis que les fraises d'ébauche enlèvent efficacement de grands volumes de matière.
-
Outils de tournage: Il s'agit notamment des plaquettes de tournage, des outils de rainurage, des outils de tronçonnage et des outils de filetage. Les plaquettes de tournage permettent d'usiner des diamètres et des épaulements, tandis que les outils de rainurage servent à réaliser des rainures de dégagement ou des rainures pour bagues de retenue.
-
Outils pour le perçage: Les forets servent à percer des avant-trous, les barres d'alésage permettent d'affiner le positionnement des trous, et les alésoirs sont utilisés lorsqu'une meilleure qualité de surface est requise.
-
Outils de filetage: Les tarauds et les fraises à fileter sont utilisés pour le filetage intérieur et extérieur. La décision de fileter avant le traitement thermique dépend de la sensibilité du matériau à la déformation et des exigences en matière de précision du filetage.
-
Outils complémentaires: Les outils de chanfreinage, les outils d'ébavurage et les meules de dégrossissage permettent de préparer les arêtes et les surfaces, garantissant ainsi que la pièce est en bon état pour le traitement thermique.
Exemples d'usinage doux dans la fabrication de pièces CNC
Les exemples suivants illustrent des pièces typiques pour lesquelles l'usinage à l'état mou est utilisé afin de préparer la géométrie de base avant le traitement thermique, l'usinage à l'état dur ou la finition finale. L'objectif est de créer les formes de base, les emplacements des trous, les gradins et les structures de fixation pendant que le matériau se trouve dans un état plus facile à usiner.
-
Fraisage de supports en aluminium: Usinage des surfaces de montage, des cavités d'allègement, des trous de boulons et des contours extérieurs à partir de plaques ou de blocs d'aluminium afin de former la structure de base de supports ou de connecteurs légers.
-
Tournage d'arbres étagés en acier: Tournage de barres d'acier avant traitement thermique afin de réaliser le diamètre extérieur, les faces d'extrémité, les épaulements, les rainures de dégagement et le pré-usinage des sièges de roulement, et de définir la forme de base des arbres de transmission, des arbres de positionnement ou des goupilles.
-
Ébauche d'un insert de moule: Usinage par fraisage de blocs d'acier pour moules afin de réaliser les plans de référence, les contours des cavités, les logements des inserts et les trous de fixation, de manière à ce que l'insert du moule présente sa structure de base avant le traitement thermique.
-
Pré-usinage des ébauches de roues dentées: Tournage et alésage d'ébauches rondes en acier pour réaliser les faces d'extrémité, les diamètres extérieurs, les alésages centraux et les surfaces de référence, en vue de préparer la pièce pour les étapes suivantes : taillage par fraise-mère, traitement thermique ou finition des dents.
-
Usinage de manchons et de bagues: Tournage et alésage de l'acier ou d'alliages pour réaliser des alésages intérieurs, des diamètres extérieurs, des faces d'extrémité, des chanfreins et des rainures de lubrification, afin de créer les caractéristiques de base nécessaires à un traitement ultérieur des surfaces d'ajustage ou à un traitement de résistance à l'usure.
Applications de l'usinage doux

L'usinage doux est couramment utilisé dans la fabrication de pièces CNC qui nécessitent de faibles forces de coupe, un serrage stable, un contrôle des bavures, un façonnage de base ou une finition de précision ultérieure. Il convient à une large gamme de matériaux — notamment les plastiques techniques, les composites et les métaux non ferreux — ainsi qu'aux pièces métalliques nécessitant un traitement thermique ou des ajustements de précision finaux, permettant ainsi d'équilibrer efficacement l'efficacité de la production et la qualité des pièces.
-
Automobile: Couramment utilisé pour les arbres de transmission, les ébauches d'engrenages, les manchons, les bagues, les moyeux, les supports et les composants liés aux roulements. L'usinage à froid est généralement utilisé pour définir la géométrie de base, l'emplacement des alésages, les épaulements ou les structures d'assemblage avant que la pièce ne subisse un traitement thermique, un meulage ou un contrôle final.
-
Aérospatiale: Comprend des supports en alliage d'aluminium, des plaques de fixation légères, des connecteurs structurels, des panneaux composites et des composants de fixation. L'usinage vise principalement à maîtriser les forces de coupe afin d'éviter toute déformation des pièces à parois minces, tout en garantissant une qualité optimale pour les arêtes et les alésages critiques.
-
Électronique et électricité: Cela concerne la fabrication d'isolateurs en plastique, de cartes FR4/G10, de connecteurs en alliage de cuivre, de bornes en laiton, de structures de dissipation thermique et de petits boîtiers de précision. Les priorités du processus sont la réduction des bavures, la qualité des perçages, l'état des surfaces et la stabilité dimensionnelle.
-
Dispositifs médicaux: Souvent utilisé pour les prototypes, les composants de dispositifs chirurgicaux, les manchons, les connecteurs, les supports légers et diverses pièces métalliques de précision. Les procédés d'usinage à faible contrainte privilégient la stabilité du serrage, la finition de surface et le respect des surépaisseurs nécessaires pour les étapes de finition finales.
-
Outillage et moules: Largement utilisé pour la fabrication d'inserts de moules, de plaques, de blocs de matrice, de poinçons, de blocs de montage, de rails de guidage et de supports mécaniques. L'usinage à froid permet de réaliser l'ébauche des contours des cavités, des faces de référence, des trous de fixation et des structures principales, ce qui réduit considérablement la difficulté des ajustements finaux lorsque le matériau présente une dureté élevée.
-
Produits de grande consommation: Comprend des boîtiers en ABS, POM, nylon, PEEK, aluminium et cuivre, des prototypes fonctionnels, des fixations sur mesure, des bagues et des composants en petites séries. L'usinage de matériaux tendres permet d'établir rapidement et à moindre coût la géométrie de base d'une pièce avant les traitements de surface finaux, les essais d'assemblage ou l'affinage des cotes.
Avantages de l'usinage doux
L'usinage à faible pression offre plusieurs avantages techniques qui contribuent à rationaliser les processus de production :
-
Rendement d'enlèvement de matière: L'usinage avant le durcissement final est généralement plus adapté à l'enlèvement de grandes quantités de matière.
-
Contrôle de la charge de coupe: Les forces de coupe sont souvent plus faciles à maîtriser lorsque le matériau présente une meilleure usinabilité.
-
Gestion de la durée de vie des outils: L'usure des outils est souvent plus facile à maîtriser avant le traitement thermique, en particulier pour de nombreuses pièces en acier.
-
Préparation des trous et des filetages: Il est souvent plus facile de réaliser des trous, des fentes et des filetages avant que le matériau n'atteigne une dureté plus élevée.
-
Prime de finition: L'usinage en douceur permet de conserver de la matière en vue d'un usinage de finition, d'un meulage ou d'une finition de précision ultérieurs.
-
Flexibilité des processus: Cela permet aux ingénieurs de planifier le traitement thermique, le contrôle et l'usinage final dans le cadre d'un parcours de fabrication intégré.
Inconvénients de l'usinage par voie humide
L'usinage des matériaux tendres comporte des limites inhérentes dont il faut tenir compte dès les phases de conception et de fabrication.
-
Incertitude dimensionnelle finale: Le traitement thermique pouvant entraîner une modification des dimensions ou de la forme, l'usinage à froid ne permet généralement pas de déterminer toutes les dimensions finales.
-
Exigence en matière d'allocation: Il faut laisser un surplus de matière pour permettre une correction ultérieure, ce qui a une incidence sur la gestion des stocks et le temps d'usinage ultérieur.
-
Parcours de traitement plus long: Le traitement thermique, l'usinage de pièces dures, la rectification et le contrôle peuvent allonger la durée totale du cycle de fabrication.
-
Finition après traitement: Les surfaces critiques nécessitent souvent encore un usinage intensif, un meulage ou une finition de précision après le traitement thermique.
-
Risque de distorsion: Les parois fines, les pièces longues ou les sections irrégulières peuvent se déformer lors du traitement thermique.
-
Difficulté liée à la planification des processus: Ce processus nécessite une coordination entre l'usinage, le traitement thermique, le contrôle qualité et la finition finale.
Défis courants et conseils d'optimisation dans le domaine de l'usinage doux
L'usinage à froid est utile pour l'enlèvement initial de matière, mais il est généralement suivi d'un traitement thermique, d'un usinage à chaud, d'un meulage et d'un contrôle. C'est pourquoi la qualité finale de la pièce dépend non seulement de l'usinage à froid lui-même, mais aussi de la maîtrise des surépaisseurs, du risque de déformation, de la stratégie de repérage et de la cohérence des étapes suivantes.
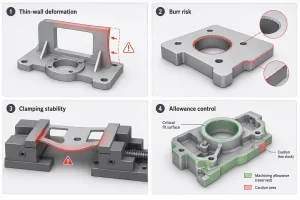
Déformation due au traitement thermique
Le traitement thermique peut entraîner des variations dimensionnelles, un gauchissement ou une déformation locale, en particulier au niveau des pièces à parois minces, des arbres longs, des rainures profondes et des sections transversales irrégulières. Si la déformation affecte l'emplacement des alésages, les sièges de roulements, les surfaces d'étanchéité ou les faces de référence, la finition ultérieure s'en trouve compliquée.
Lors de l'usinage à froid, il convient de laisser une marge d'usinage suffisante et d'identifier rapidement les zones géométriques à haut risque. À ce stade, les surfaces critiques ne sont généralement pas usinées directement à leur dimension finale ; elles sont souvent finies après le traitement thermique.
Marge d'usinage
Si la surépaisseur est insuffisante, il se peut qu'il ne reste pas assez de matière pour corriger les variations dimensionnelles après le traitement thermique. Si la surépaisseur est trop importante, l'usinage de précision ou la rectification ultérieurs prendront plus de temps et augmenteront l'usure des outils.
Les surépaisseurs doivent être déterminées en fonction du matériau, du procédé de traitement thermique, des dimensions de la pièce et des exigences de tolérance finales. Pour les sièges de roulements, les alésages de précision, les surfaces d'étanchéité et autres zones critiques, il est possible d'appliquer des surépaisseurs localisées contrôlées plutôt que d'appliquer la même surépaisseur à toutes les surfaces.
Parois minces et pièces longues
Les pièces à parois minces et les arbres longs sont plus susceptibles de se déformer lors du serrage, de l'usinage et du traitement thermique. Si l'on enlève trop de matière d'un seul coup lors de l'usinage à froid, la pièce peut se déformer, vibrer ou présenter une épaisseur de paroi irrégulière.
Il est généralement préférable de traiter ces pièces en recourant à un usinage par étapes et à un serrage stable. Un enlèvement de matière équilibré, une réduction des charges de coupe locales et des contrôles intermédiaires peuvent également contribuer à limiter le risque de déformation.
Gestion des surfaces critiques
Les sièges de roulements, les surfaces d'étanchéité, les alésages de précision, les faces de référence et les surfaces de glissement ont une incidence directe sur la précision de l'assemblage, de la rotation, de l'étanchéité ou du positionnement. Si ces surfaces sont usinées trop tôt, un traitement thermique ultérieur ou un nouveau serrage peut modifier leurs dimensions ou leur position.
Une approche plus fiable consiste à réaliser la forme de base et à obtenir un état semi-fini lors de l'usinage à froid. Après le traitement thermique, l'usinage final peut être effectué conformément aux exigences en matière de tolérance, de circularité, de planéité ou de rugosité de surface.
Planification des itinéraires de production
L'usinage à l'état mou n'est pas une opération isolée. Il doit être planifié en parallèle avec le traitement thermique, l'usinage à l'état dur, la rectification et le contrôle. Si le choix des repères, la stratégie de tolérance ou les points de contrôle ne sont pas planifiés dès le début, les opérations ultérieures peuvent nécessiter des réglages répétés, des corrections supplémentaires ou des retouches.
Avant le début de la production, il convient de vérifier l'ordre d'usinage, les repères de positionnement, les exigences en matière de traitement thermique et les tolérances de finition. Ainsi, l'usinage de dégrossissage ne se limite pas à l'enlèvement de matière ; il contribue à la qualité finale de la pièce.
Usinage doux vs usinage dur
Les principales différences entre ces procédés résident dans l'état du matériau, la phase du processus et l'objectif de fabrication. L'usinage à froid intervient généralement avant le durcissement final, tandis que l'usinage à chaud a généralement lieu après le traitement thermique ou une fois que le matériau a atteint une dureté plus élevée.
Dans de nombreux processus de fabrication CNC, ces deux techniques ne s'opposent pas, mais se complètent. L'usinage par enlèvement de matière permet l'enlèvement initial de matière et le formage de base, tandis que l'usinage de précision ou la rectification permet d'obtenir les cotes finales, de réaliser les surfaces de repère et d'assurer le contrôle de la précision.
| Aspect | Usinage doux | Usinage de matériaux durs |
| État du matériel | Avant le durcissement définitif | Après le traitement thermique |
| Objectif principal | Usinage par enlèvement de matière, géométrie de base | Dimensions finales, précision |
| Étape typique | Itinéraire court ou moyen | Parcours de traitement ultérieur |
| Opérations courantes | Ébauche, perçage, tournage | Tournage dur, rectification |
| Axe de planification | Tolérance, préparation au traitement thermique | Tolérance, état de surface |
Si une pièce doit présenter à la fois une dureté finale et un contrôle dimensionnel rigoureux, l'usinage à l'état tendre, le traitement thermique, l'usinage à l'état dur et la rectification doivent être planifiés comme un processus intégré.
Conclusion
L'usinage de dégrossissage est un procédé CNC standard utilisé en début de cycle pour l'enlèvement de matière, le formage de base et la préparation avant le traitement thermique ou la finition. Il améliore l'efficacité des premières étapes et crée les conditions nécessaires aux opérations de haute précision qui suivront.
La réussite de l'usinage à froid dépend de l'état du matériau, de la planification des surépaisseurs, des schémas de déformation liés au traitement thermique et des exigences de tolérance finales. Vous pouvez transmettre vos plans à l'équipe d'ingénierie de Minhe afin qu'elle procède à une analyse de la faisabilité et vous soumette un devis.


