

En la fabricación de piezas mediante CNC, muchos componentes metálicos no se mecanizan directamente a sus dimensiones finales a partir de la materia prima. En su lugar, suelen pasar por etapas iniciales de desbaste y semiacabado mientras el material se encuentra en un estado más fácil de mecanizar. Esta guía explica cómo funciona el mecanizado en caliente, qué métodos y herramientas se utilizan habitualmente, para qué tipos de piezas es adecuado y cómo se relaciona con el posterior tratamiento térmico y el mecanizado en frío.
¿Qué es el mecanizado suave?
El mecanizado suave se refiere a un Mecanizado CNC Etapa que se lleva a cabo antes de que la pieza alcance su dureza definitiva. Se suele emplear para el desbaste, el semiacabado y el establecimiento de la geometría básica de la pieza antes del tratamiento térmico.
Este proceso no consiste simplemente en el mecanizado de materiales blandos. Se utiliza a menudo para acero, acero para herramientas, acero aleado, acero para rodamientos, acero para moldes y otros metales que posteriormente pueden ser templados, rectificados o acabados. El mecanizado blando deja el margen de mecanizado necesario para el posterior tratamiento térmico, el mecanizado duro, el rectificado o la inspección.
¿Cómo funciona el mecanizado suave?
El mecanizado en caliente suele seguir una secuencia de procesos estructurada que depende del estado del material, la geometría de la pieza y los requisitos del tratamiento térmico posterior.
Preparación del material
El mecanizado de materiales blandos suele comenzar con material en bruto, piezas forjadas, piezas fundidas o piezas con forma casi definitiva. El material puede estar recocido, normalizado o preendurecido, dependiendo del tipo de material y de los requisitos de rendimiento finales.
Fundación de Datum
A menudo es importante establecer puntos de referencia estables durante el mecanizado de materiales blandos. Estos puntos de referencia sirven de base para las fases posteriores de desbaste, semirremate, inspección tras el tratamiento térmico y acabado final.
Desbaste
El desbaste elimina la mayor parte del material sobrante y da forma aproximada a los contornos externos, los escalones, los planos, los orificios o las cavidades. En esta fase se presta especial atención a la velocidad de arranque de material y a la estabilidad del proceso.
Semiacabado
El semiacabado acerca la pieza a su geometría final y prepara los elementos no críticos. Los orificios críticos, las superficies de sellado, los asientos de cojinetes y las caras de referencia suelen dejarse con un margen para su posterior acabado.
Control de asignaciones
El control de las tolerancias es uno de los aspectos fundamentales del mecanizado en bruto. El tratamiento térmico puede provocar cambios dimensionales o deformaciones, por lo que el mecanizado en bruto debe dejar un margen de material suficiente para el posterior mecanizado de precisión, rectificado o acabado.
Tratamiento térmico y acabado
Tras el mecanizado en bruto, la pieza puede someterse a un proceso de temple, revenido, tratamiento superficial, mecanizado de precisión, rectificado o inspección final. El mecanizado en bruto sienta las bases geométricas para estas operaciones posteriores.
Métodos habituales de mecanizado de materiales blandos
Los métodos de mecanizado suave se seleccionan en función de las propiedades mecánicas específicas del material, como la ductilidad o la dureza, y de la necesidad de conseguir la geometría básica manteniendo al mismo tiempo la estabilidad dimensional. El objetivo de estos métodos es controlar las condiciones de corte —como el afilado de la herramienta, las fuerzas de corte y la gestión térmica— para evitar deformaciones, rebabas y daños en la superficie de materiales que puedan ser propensos a la distorsión o que requieran un acabado posterior de alta precisión.
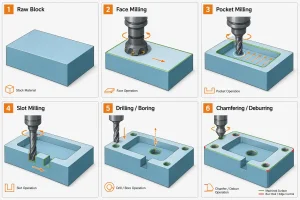
Fresado CNC
Fresado CNC Se utiliza para placas, soportes, carcasas, cavidades, ranuras, contornos y formas prismáticas complejas. En el mecanizado de materiales blandos, el éxito suele depender del uso de herramientas afiladas y de alto rendimiento, así como de una sujeción estable de la pieza, para minimizar las vibraciones y la deformación del material. Un control adecuado de la profundidad de corte y de las velocidades de avance ayuda a evitar la rotura de los bordes, la formación de rebabas y la deformación inducida por el calor, especialmente en materiales con menor rigidez.
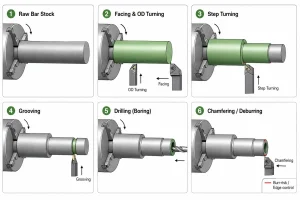
Torneado CNC
Torneado CNC Se aplica habitualmente a ejes, manguitos, casquillos, pasadores, accesorios y otros componentes giratorios. Al mecanizar metales más blandos, plásticos o piezas de paredes delgadas, los parámetros de torneado suelen optimizarse para reducir la presión de corte y la fricción. Este enfoque ayuda a prevenir problemas habituales en el mecanizado de materiales blandos, como el rayado de la superficie, la deformación por compresión y la acumulación de rebabas filamentosas que pueden complicar el acabado o el montaje posteriores.
Perforación y sondeo
Perforación y aburrido son esenciales para crear o perfeccionar elementos internos, como orificios guía o asientos de cojinetes. En el mecanizado de materiales blandos, la calidad de los orificios suele depender del mantenimiento del filo de la herramienta y de una evacuación eficaz de las virutas para evitar desgarros u orificios de dimensiones excesivas, especialmente en materiales como las aleaciones de cobre o los plásticos. Un control cuidadoso de las velocidades de avance y el uso de un soporte adecuado durante el proceso de taladrado ayudan a garantizar la precisión y a evitar roturas en las superficies de salida.
Roscado y fresado de roscas
El roscado y el fresado de roscas se utilizan para crear roscas internas o externas en un componente. Dado que los materiales más blandos o dúctiles son propensos a sufrir desgarros en la rosca, deformaciones o una acumulación excesiva de rebabas, es fundamental seleccionar la geometría adecuada de la herramienta y la lubricación correcta. Controlar las velocidades de corte y garantizar una eliminación eficaz de las virutas puede ayudar a producir roscas más limpias y precisas que cumplan los requisitos de montaje sin dañar las características del material circundante.
Desbaste y preparación de cantos
Las operaciones de rectificado en bruto, biselado y desbarbado se utilizan para refinar superficies, bordes y zonas de transición durante la fase de mecanizado en caliente. Estos pasos son fundamentales para eliminar rebabas, suavizar los bordes afilados y mejorar el estado general de la superficie de cara al montaje posterior o a tratamientos superficiales como el anodizado. La ejecución de estas operaciones con presión y velocidad controladas garantiza que las características refinadas de la pieza permanezcan intactas mientras se prepara para su uso o etapa final.
Materiales habituales para el mecanizado de materiales blandos
La elección de los materiales para el mecanizado de materiales blandos suele depender de la dureza, la resistencia al corte, la sensibilidad térmica y los requisitos de los procesos posteriores. En la fabricación CNC, el mecanizado de materiales blandos no solo se utiliza para el desbaste de piezas metálicas antes del tratamiento térmico, sino que también se aplica ampliamente a materiales no metálicos y no ferrosos para establecer la geometría básica antes del acabado final.
Plásticos técnicos
Materiales como el POM, el nailon, el PTFE, el PEEK y el ABS se utilizan habitualmente para la fabricación de prototipos, aislantes, casquillos y carcasas ligeras. Durante el mecanizado de estos materiales, el objetivo principal es optimizar los parámetros de corte para controlar la deformación por sujeción, la acumulación de calor, la formación de rebabas y la estabilidad dimensional, evitando así las desviaciones de precisión causadas por la expansión térmica o la liberación de tensiones.
Materiales compuestos
Los materiales reforzados con fibra de vidrio, los materiales reforzados con fibra de carbono, el FR4 y el G10 se utilizan con frecuencia para paneles estructurales, accesorios y componentes ligeros. En este caso, la atención se centra en controlar la delaminación, el astillamiento de las fibras en los bordes, la generación de polvo y el desgaste de las herramientas. Este proceso suele requerir estrategias de corte especializadas y herramientas resistentes al desgaste para mantener la integridad estructural del material.
Metales no ferrosos
Las aleaciones de aluminio, las aleaciones de cobre y otros metales similares ofrecen una resistencia al corte relativamente baja, lo que los hace muy eficaces para el mecanizado de materiales blandos. En el caso de los soportes, carcasas y placas de montaje de aluminio, el objetivo es eliminar rápidamente el material sobrante y dar forma a elementos básicos como orificios y ranuras. En el caso de los conectores de aleación de cobre y los casquillos de precisión, la atención se centra en mantener el afilado de la herramienta para minimizar las rebabas y en controlar con precisión la presión de sujeción para evitar la deformación de la pieza.
¿Cuáles son las herramientas más comunes para el mecanizado de materiales blandos?
La selección de herramientas se centra en maximizar la eficiencia y gestionar la vida útil de las mismas durante las primeras fases de la producción.
-
Herramientas de fresado: Las fresas de punta, las fresas de cara y las fresas de desbaste son herramientas estándar. Las fresas de punta se utilizan para realizar cavidades y contornos, las fresas de cara crean superficies de referencia planas y las fresas de desbaste eliminan de forma eficaz grandes volúmenes de material.
-
Herramientas de torneado: Entre ellas se incluyen las plaquitas de torneado, las herramientas para ranurar, las herramientas de tronzado y las herramientas para roscar. Las plaquitas de torneado se utilizan para trabajar diámetros y rebordes, mientras que las herramientas para ranurar sirven para realizar ranuras de alivio o ranuras para anillos de retención.
-
Herramientas para hacer agujeros: Las brocas sirven para hacer agujeros piloto, las barras de mandrinar se utilizan para ajustar la posición de los agujeros y los escariadores se emplean cuando se requiere una mayor calidad de la superficie.
-
Herramientas de roscado: Los machos y las fresas de roscar se utilizan para realizar roscas internas y externas. La decisión de roscar antes del tratamiento térmico depende de la susceptibilidad del material a la deformación y de los requisitos de precisión de la rosca.
-
Herramientas auxiliares: Las herramientas de biselado, las herramientas de desbarbado y los discos de desbaste ayudan a preparar los bordes y las superficies, garantizando que la pieza se encuentre en buen estado para el tratamiento térmico.
Ejemplos de mecanizado suave en la fabricación de piezas CNC
Los siguientes ejemplos muestran piezas típicas en las que se utiliza el mecanizado en caliente para preparar la geometría básica antes del tratamiento térmico, el mecanizado en frío o el acabado final. El objetivo es crear las formas básicas, las posiciones de los orificios, los escalones y las estructuras de montaje mientras el material se encuentra en un estado que facilita su mecanizado.
-
Fresado de soportes de aluminio: Fresado de superficies de montaje, cavidades de aligeramiento, orificios para tornillos y contornos externos a partir de placas o bloques de aluminio para formar la estructura básica de soportes o conectores ligeros.
-
Torneado de ejes escalonados de acero: Torneado de barras de acero antes del tratamiento térmico para realizar el mecanizado previo del diámetro exterior, las caras de los extremos, los escalones, las ranuras de alivio y los asientos de cojinetes, con el fin de definir la forma básica de los ejes de transmisión, los ejes de posicionamiento o los pasadores.
-
Desbaste de insertos para moldes: Fresado de bloques de acero para moldes con el fin de mecanizar las caras de referencia, los contornos de las cavidades, los asientos de las plaquitas y los orificios de fijación, garantizando que la plaquita del molde cuente con su estructura principal antes del tratamiento térmico.
-
Mecanizado previo de piezas en bruto para engranajes: Torneado y mandrinado de piezas brutas redondas de acero para completar las caras frontales, los diámetros exteriores, los orificios centrales y las superficies de referencia, con el fin de preparar la pieza para su posterior fresado con fresa de dientes, tratamiento térmico o acabado de los dientes.
-
Mecanizado de manguitos y casquillos: Torneado y mandrinado de acero o aleaciones para dar forma a orificios internos, diámetros externos, caras frontales, biseles y ranuras de lubricación, creando así las características básicas necesarias para el posterior tratamiento de las superficies de contacto o el tratamiento de resistencia al desgaste.
Aplicaciones del mecanizado suave

El mecanizado suave se utiliza habitualmente en la producción de piezas CNC que requieren fuerzas de corte reducidas, una sujeción estable, control de rebabas, conformación básica o un acabado de precisión posterior. Es adecuado para una amplia gama de materiales —incluidos plásticos técnicos, compuestos y metales no ferrosos—, así como para piezas metálicas que requieren tratamiento térmico o ajustes de precisión finales, equilibrando eficazmente la eficiencia de la producción con la calidad de las piezas.
-
Automoción: Se utiliza habitualmente para ejes de transmisión, piezas en bruto de engranajes, manguitos, casquillos, cubos, soportes y componentes relacionados con los rodamientos. El mecanizado en bruto se emplea normalmente para definir la geometría básica, la posición de los orificios, los escalones o las estructuras de acoplamiento antes de que la pieza pase al tratamiento térmico, el rectificado o la inspección final.
-
Aeroespacial: Incluye soportes de aleación de aluminio, placas de montaje ligeras, conectores estructurales, paneles compuestos y componentes de fijación. El objetivo principal del mecanizado suele ser controlar las fuerzas de corte para evitar la deformación de las piezas de paredes delgadas, al tiempo que se garantiza una alta calidad en los bordes y orificios críticos.
-
Electrónica y electricidad: Abarca el diseño de aislantes de plástico, placas de FR4/G10, conectores de aleación de cobre, terminales de latón, estructuras disipadoras de calor y carcasas pequeñas de precisión. Las prioridades del proceso son la minimización de rebabas, la calidad de los orificios, el acabado de las superficies y la estabilidad dimensional.
-
Productos sanitarios: Se utiliza con frecuencia para prototipos, componentes de fijación quirúrgica, manguitos, conectores, soportes ligeros y diversas piezas metálicas de precisión. Los procesos de mecanizado de materiales blandos dan prioridad a una sujeción estable de la pieza, al acabado superficial y al mantenimiento de los márgenes adecuados para las etapas finales de acabado.
-
Herramientas y moldes: Se utiliza ampliamente en la fabricación de insertos de moldes, placas, bloques de troqueles, punzones, bloques de montaje, guías y soportes mecánicos. El mecanizado en caliente permite el desbaste de los contornos de las cavidades, las caras de referencia, los orificios de montaje y las estructuras principales, lo que reduce considerablemente la dificultad de los ajustes finales cuando el material se encuentra en un estado de alta dureza.
-
Productos de consumo: Incluye carcasas de ABS, POM, nailon, PEEK, aluminio y cobre, prototipos funcionales, accesorios a medida, casquillos y componentes de series cortas. El mecanizado de materiales blandos permite definir de forma rápida y económica la geometría básica de una pieza antes de los tratamientos superficiales finales, las pruebas de montaje o el ajuste dimensional.
Ventajas del mecanizado suave
El mecanizado en caliente ofrece varias ventajas de proceso que contribuyen a optimizar las líneas de producción:
-
Eficiencia en el arranque de material: El mecanizado previo al endurecimiento final suele ser más adecuado para eliminar grandes cantidades de material.
-
Control de la carga de corte: Las fuerzas de corte suelen ser más fáciles de controlar cuando el material presenta unas condiciones que facilitan su mecanizado.
-
Gestión de la vida útil de las herramientas: El desgaste de las herramientas suele ser más fácil de controlar antes del tratamiento térmico, sobre todo en el caso de muchas piezas de acero.
-
Preparación de orificios y roscas: A menudo resulta más fácil preparar los orificios, las ranuras y las roscas antes de que el material alcance una dureza mayor.
-
Margen de acabado: El mecanizado suave permite dejar material para un posterior mecanizado duro, rectificado o acabado de precisión.
-
Flexibilidad de los procesos: Permite a los ingenieros planificar el tratamiento térmico, la inspección y el mecanizado final como una ruta de proceso integrada.
Desventajas del mecanizado suave
El mecanizado de materiales blandos conlleva unas limitaciones inherentes que deben tenerse en cuenta durante las fases de diseño y fabricación.
-
Incertidumbre dimensional final: El tratamiento térmico puede alterar el tamaño o la forma, por lo que el mecanizado en caliente no suele permitir determinar todas las dimensiones finales.
-
Requisito de asignación: Es necesario dejar material sobrante para su posterior rectificación, lo que afecta a la planificación de existencias y al tiempo de mecanizado posterior.
-
Ruta de proceso más larga: El tratamiento térmico, el mecanizado de materiales duros, el rectificado y la inspección pueden alargar la duración total del ciclo de fabricación.
-
Acabado posterior al tratamiento: Las superficies críticas suelen requerir, tras el tratamiento térmico, un mecanizado intenso, un rectificado o un acabado de precisión.
-
Riesgo de distorsión: Las paredes delgadas, las piezas largas o las secciones irregulares pueden deformarse durante el tratamiento térmico.
-
Dificultad en la planificación del proceso: El proceso requiere una coordinación entre el mecanizado, el tratamiento térmico, la inspección y el acabado final.
Retos habituales y consejos de optimización en el mecanizado suave
El mecanizado en bruto resulta útil para la eliminación inicial de material, pero suele ir seguido de un tratamiento térmico, un mecanizado de acabado, un rectificado y una inspección. Por este motivo, la calidad final de la pieza no solo depende del propio mecanizado en bruto, sino también del control de los márgenes de tolerancia, el riesgo de deformación, la estrategia de puntos de referencia y la coordinación de los procesos posteriores.
Deformación por tratamiento térmico
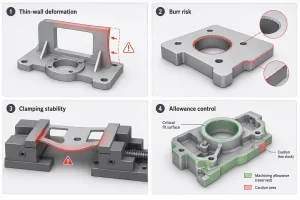
El tratamiento térmico puede provocar cambios dimensionales, alabeos o deformaciones localizadas, especialmente en piezas de paredes delgadas, ejes largos, ranuras profundas y secciones transversales irregulares. Cuando la deformación afecta a la posición de los orificios, los asientos de los cojinetes, las superficies de sellado o las caras de referencia, el acabado posterior resulta más difícil.
Durante el mecanizado en bruto, se debe dejar un margen de rectificación suficiente y detectar a tiempo las geometrías de alto riesgo. En esta fase, las superficies críticas no suelen mecanizarse directamente hasta alcanzar su tamaño definitivo, sino que a menudo se acaban tras el tratamiento térmico.
Margen de mecanizado
Si el margen es demasiado pequeño, es posible que no quede material suficiente para corregir los cambios dimensionales tras el tratamiento térmico. Si el margen es demasiado grande, el mecanizado en duro o el rectificado posteriores llevarán más tiempo y aumentarán el desgaste de las herramientas.
El margen debe planificarse en función del material, el método de tratamiento térmico, el tamaño de la pieza y los requisitos de tolerancia finales. En los asientos de cojinetes, los orificios de precisión, las superficies de sellado y otras zonas críticas se puede aplicar un margen local controlado, en lugar de aplicar el mismo margen a todas las superficies.
Paredes delgadas y piezas largas
Las piezas de paredes delgadas y los ejes largos son más propensos a deformarse durante la sujeción, el corte y el tratamiento térmico. Si se retira demasiado material de una sola vez durante el mecanizado en caliente, la pieza puede doblarse, vibrar o presentar un espesor de pared irregular.
Por lo general, es mejor mecanizar estas piezas por etapas y utilizando un sistema de sujeción estable. Una eliminación equilibrada de material, la reducción de las cargas de corte locales y la realización de inspecciones intermedias también pueden ayudar a controlar el riesgo de deformación.
Gestión de superficies críticas
Los asientos de los cojinetes, las superficies de estanqueidad, los orificios de precisión, las caras de referencia y las superficies de deslizamiento influyen directamente en la precisión del montaje, la rotación, la estanqueidad o el posicionamiento. Si estas superficies se acaban demasiado pronto, un tratamiento térmico posterior o una nueva sujeción podrían alterar su tamaño o su posición.
Un método más fiable consiste en crear la forma básica y el estado semiacabado durante el mecanizado en caliente. Tras el tratamiento térmico, se puede llevar a cabo el mecanizado final de acuerdo con los requisitos de tolerancia, redondez, planitud o rugosidad superficial.
Planificación de la ruta del proceso
El mecanizado en bruto no es una operación aislada. Debe planificarse conjuntamente con el tratamiento térmico, el mecanizado de acabado, el rectificado y la inspección. Si la elección del punto de referencia, la estrategia de holgura o los puntos de inspección no se planifican con antelación, las operaciones posteriores pueden requerir repetidas configuraciones, correcciones adicionales o reelaboraciones.
Antes de iniciar la producción, es necesario confirmar la secuencia de mecanizado, los puntos de referencia, los requisitos de tratamiento térmico y el margen de acabado. De este modo, el mecanizado en bruto no solo sirve para eliminar material sobrante, sino que también contribuye a la calidad final de la pieza.
Mecanizado suave frente a mecanizado duro
Las principales diferencias entre estos procesos son el estado del material, la fase del proceso y la finalidad de la fabricación. El mecanizado en caliente suele realizarse antes del endurecimiento final, mientras que el mecanizado en frío suele llevarse a cabo tras el tratamiento térmico o una vez que el material ha alcanzado una mayor dureza.
En muchos procesos de producción CNC, estos dos procesos no son alternativos, sino complementarios. El mecanizado suave se encarga de la eliminación inicial de material y del conformado básico, mientras que el mecanizado duro o el rectificado se encargan de las dimensiones finales, las superficies clave y el control de la precisión.
| Aspecto | Mecanizado suave | Mecanizado de materiales duros |
| Estado del material | Antes del endurecimiento definitivo | Tras el tratamiento térmico |
| Objetivo principal | Mecanizado por arranque de viruta, geometría básica | Dimensiones finales, precisión |
| Etapa típica | Ruta temprana o intermedia | Ruta del proceso posterior |
| Operaciones habituales | Desbaste, taladrado, torneado | Torneado duro, rectificado |
| Enfoque de la planificación | Tolerancia, preparación para el tratamiento térmico | Tolerancia, acabado superficial |
Si una pieza requiere tanto una dureza final como un control dimensional estricto, el mecanizado en caliente, el tratamiento térmico, el mecanizado en frío y el rectificado deben planificarse como una ruta de proceso integrada.
Conclusión
El mecanizado suave es un proceso CNC estándar de las primeras fases que se utiliza para la eliminación de material, el conformado básico y la preparación previa al tratamiento térmico o al acabado. Mejora la eficiencia en las primeras fases y crea las condiciones necesarias para las operaciones posteriores de alta precisión.
El éxito del mecanizado de materiales blandos depende del estado del material, la planificación de los márgenes de mecanizado, los patrones de deformación por tratamiento térmico y los requisitos de tolerancia finales. Puede compartir sus planos con el equipo de ingeniería de Minhe para que se realice un análisis de la viabilidad de fabricación y se le facilite un presupuesto.


